 120tLF钢包精炼炉001.docx
120tLF钢包精炼炉001.docx
- 文档编号:4705532
- 上传时间:2022-12-07
- 格式:DOCX
- 页数:23
- 大小:51.62KB
120tLF钢包精炼炉001.docx
《120tLF钢包精炼炉001.docx》由会员分享,可在线阅读,更多相关《120tLF钢包精炼炉001.docx(23页珍藏版)》请在冰豆网上搜索。
120tLF钢包精炼炉001
120t LF-钢包精炼炉
生效日期:
2014年12月1日
一总则
LF炉即钢包精炼炉,主要是通过电弧加热、造白渣精炼、底吹气体搅拌等手段,强化热力学和动力条件,使钢水在短暂时间内达到脱氧、脱硫、合金化、升温等不同精炼效果,确保钢水成分精确、温度均匀,达到夹杂物充分上浮的目的。
另外,LF炉作为我厂转炉与连铸机间的缓冲设备,对我厂工序间的协调,确保多炉连浇起到重要作用。
LF炉的冶金功能可归纳为以下四个方面:
1.1埋弧加热:
LF炉处理前期,通过加入部分埋弧渣,加热时三根石墨电极浸入渣层中,将电弧埋住。
不仅可以有效调节钢水温度,快速成渣,而且其输出功率稳定,对钢包耐材内衬的热辐射小,有利于保护包衬。
1.2吹气搅拌:
通过钢包底部透气砖吹氩搅拌钢水,一方面可以加速钢渣与钢水间的界面反应,另一方面可以促使钢水的成分和温度均匀,还可以促进夹杂物的快速上浮。
1.3白渣精炼:
是通过加入石灰、萤石、脱氧剂等,根据不同钢种脱S及上浮夹杂物要求,造不同程度的还原渣,实现脱S、去气、去夹杂的目的。
1.4炉内气氛:
为微正压气氛,减少钢流吸氮,加之石墨电极与钢流接触产生CO气体,减少了钢水的氧化和吸气。
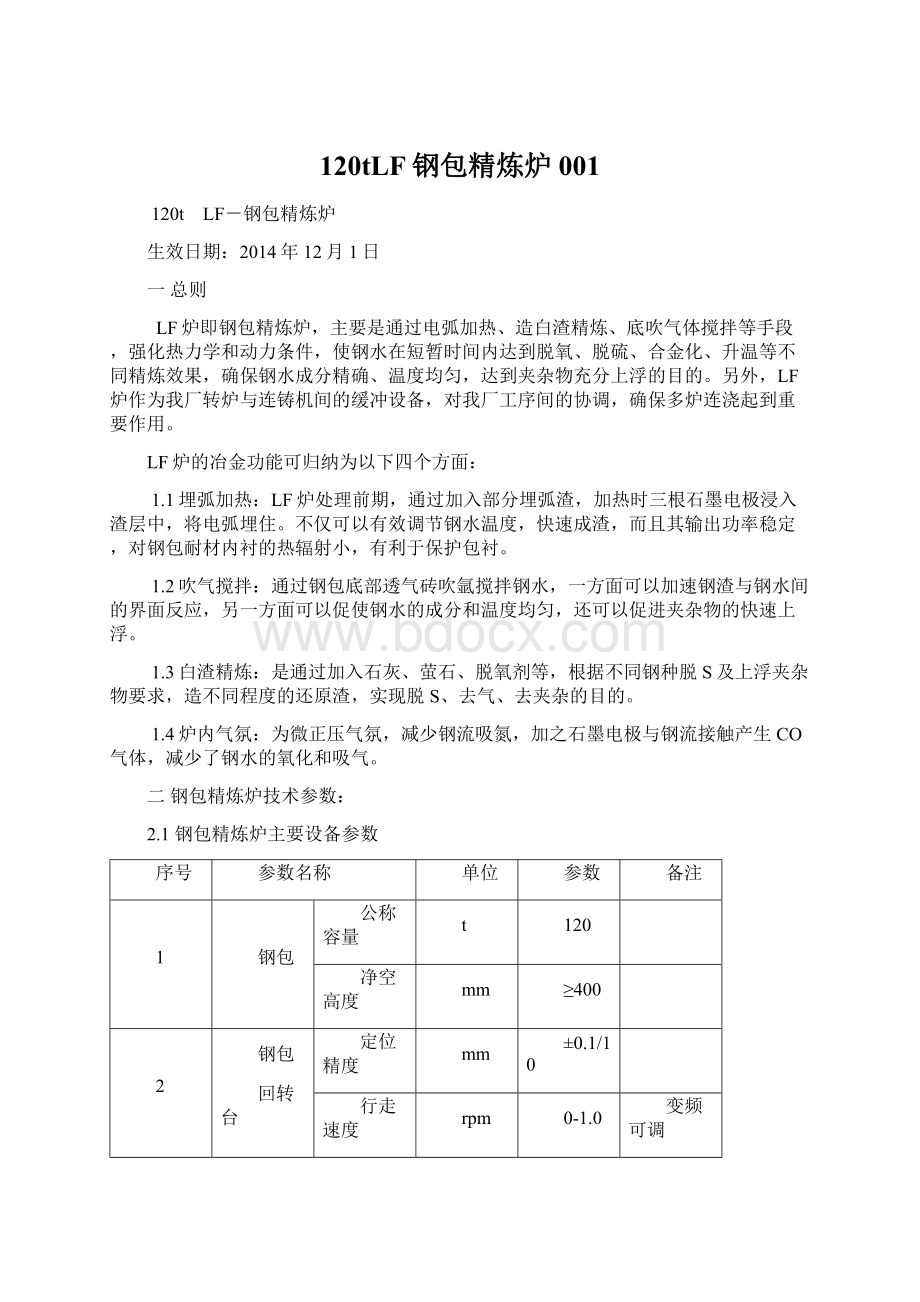
二钢包精炼炉技术参数:
2.1钢包精炼炉主要设备参数
序号
参数名称
单位
参数
备注
1
钢包
公称容量
t
120
净空高度
mm
≥400
2
钢包
回转台
定位精度
mm
±0.1/10
行走速度
rpm
0-1.0
变频可调
最大载重量
t
250
3
加热装置
电极直径
mm
Φ450
高功率电极
电极分布圆直径
mm
Φ780
电极最大行程
mm
2500
电极升降速度
m/min
4.5/3(6/4.5)
自动/手动
4
钢水升温速率
℃/min
≥5.0
5
变压器
额定容量
MVA
25
一次电压
KV
35
二次电压
V
397~367
~277
11级(前5档恒功率,后6档恒电流)
二次电流
KA
~39.33
冷却方式
强迫油循环水冷
调压方式
有载调压
6
短网阻抗
阻抗
mΩ
≤2.6
三相不平衡系数
%
≤4
7
液压系统
工作压力
MPa
12
工作介质
水~乙二醇
电极升降调节
电液-比例
电极调节响应时间
ms
≤300
8
氩气系统
供气压力
MPa
1.2
工作压力
MPa
0.55~1.0
最大耗量
L/min
850×1.3
9
冷却水
系统
进水/回水压力
MPa
0.4~0.6/0.2~0.3
进水温度
℃
≤32
回水温度
℃
≤55
冷却水耗量
m3/h
420
10
炉盖
有效提升高度
mm
≥650
提升方法
液压缸
密封裙边高度
mm
~200
烟气补捉率
%
≥90
11
加料装置
料仓数量
个
10
容积
m3
6×8+4×16
三精炼工位操作处理流程:
检查钢包
电极准备
设备确认
渣料准备
(接手动吹氩管操作)
开底吹氩阀门,接手动,底吹正常后转动回转台
钢包在吊座包工位
测温、取样、定氧、喂Al线
喂丝位
设备操作、测温取样、渣料加入、吹氩搅拌、供电操作、白渣操作、吹氩操作、合金成分微调、测温取样、温度调整、待成分合适后提升炉盖,回转台转离精炼位
处理位
铝线调整、钙处理、测温、取样、软吹操作等,待所有精炼任务结束后将回转台转到吊包位,关闭底吹氩,加覆盖剂等候吊包
喂丝位
开至吊座包工位、吊包出站(拔掉底吹氩管)
四 钢包精炼炉原材料技术要求:
4.1造渣材料
钢包精炼炉造渣主要使用活性石灰、萤石及(精炼渣)。
4.1.1精炼渣
采用CaO–Al2O3渣系。
4.1.2活性石灰
4.1.2.1理化指标
成分
CaO%
SiO2%
MgO%
S%
P%
生过烧率
活性
类别
一级
≥90
≤2.5
<5
≤0.10
≤0.10
≤4%
≥300ml
二级
≥85
≤3.5
<5
≤0.15
≤0.15
≤4%
≥250ml
4.1.2.2应新鲜干燥,粒度:
20~50mm,密度:
1.7–2.0g/cm3。
在料仓内贮存≤2天,不得混入外来杂物。
4.1.3萤石
4.1.3.1理化指标
CaF2%
SiO2%
P%
S%
水份
粒度(mm)
≥85
≤5
≤0.06
≤0.10
﹤2
5~50
4.1.3.2要求干燥,不得混有泥土等杂质,杂质总量﹤5%。
4.2扩散脱氧剂
钢包精炼炉扩散脱氧剂主要使用Al粉、CaC2等。
4.1.4合成渣:
4.1.4.1化学成份要求
基本成份
CaO+MgO
Al2O3
SiO2
CaF2
S
水分
含量(%)
62-69
8-5
<5
5-15
≤0.05
≤0.5
4.1.4.2要求纯净,在料仓内储存≤3天。
4.1.4.3粒度要求:
5-12mm的数量不超过总量的10%。
1.1.5埋弧渣(无碳):
4.1.5.1化学成份要求:
基本成份
CaO
MgO
SiO2
Al2O3
碱度
水分
含量(%)
≥38
≥10
<12
≤5
≥4
<1
4.1.5.2要求纯净,埋弧渣在料仓内储存≤3天。
4.1.5.3粒度要求:
5-12mm。
4.2.1Al粉
4.2.1.1理化指标
名称
Al%
Si%
粒度(mm)
Al粉
≥90.0
≤1.0
2~5
4.2.1.2要求干燥,采用塑料袋包装。
4.2.2CaC2
4.2.2.1理化指标
名称
CaC2
CaO
发气量
粒度(mm)
CaC2
≥82%
≤10%
≥310L/kg
5~15
4.2.2.2要求干燥,采用双层塑料袋密封包装,注意防潮,如果潮解严重,不得使用。
4.3增碳剂
4.3.1理化指标
固定碳%
S%
灰份%
水份%
粒度(mm)
≥95
≤0.3
≤1
≤0.5
0.5~4
4.3.2粒度﹤0.5mm+﹥4mm之和≯10%
4.3.3干燥无杂物,采用塑料袋包装,10kg/袋。
4.4包芯线
4.4.1理化指标
项目
牌号
Si%
Ca%
Al%
C%
Ti%
铁粉比
粉剂重量(g/m)
纯钙线
Ca98
<0.8
≥98
钛铁线
FeTi30
≤4.5
≤8.0
≤0.1
25-35
510
硅钙线
Ca31Si60
≥56
≥31
≤0.8
1:
1.27
220
4.4.2包芯线直径为φ9~13mm。
4.4.3包芯线所使用钢带0.35-0.4mm厚,应去油污、除锈、表面光洁,包覆牢固,不漏粉,不开线。
4.5铝线
4.5.1理化指标
直径mm
化学成分%
千米接头个数
公称尺寸
允许偏差
Al
Cu
¢13
+0.4/–0
≥99.5
≤0.05
≤2
4.5.2铝线保存时应保持干燥,对于潮解氧化的铝线不得使用。
4.6高功率石墨电极
直径
mm
电流密度
A/cm2
灰分
%
体积密度g/cm3
电阻率
μΩm
长度
mm
分布圆直径mm
热膨胀系数10-6/℃
长度公差
mm
450
15~24
≤0.3
≥1.60
≤7.5
1800
780
≤2.4
±50
4.6.1理化指标(执行标准YB/T4089–2000):
4.6.2电极表面掉块或孔洞不得多于两处。
4.6.3接头、接头孔及距孔底100mm以内的电极表面,不允许有孔洞和裂纹。
4.6.4电极表面不允许有横裂纹;宽0.3~1.0mm的纵裂纹,其长度不大于电极周长的5%,不多于两条。
4.7氩气
总管压力≥1.2MPa,氩气纯度>99.99%。
4.8铁合金
4.8.1铁合金成分应符合部颁标准,粒度10-50mm。
4.8.2铁合金成分
名称
牌号
理化指标(%)
C
Si
Mn
P
S
Al
V
Nb
中碳锰铁
FeMn78C2.0
≤2.0
≤1.5
75-82
≤0.2
﹤0.03
硅锰
FeMn65Si17
≤1.8
17-20
65-72
﹤0.20
﹤0.04
硅铁
FeSi72Al2.0-A
≤0.2
70-75
≤0.5
﹤0.04
﹤0.2
≤2.0
铌铁
FeNb60-A
≤0.04
≤0.4
≤0.02
≤0.02
Ta≤0.5
60-70
钒铁
FeV50-A
≤0.75
≤2.5
≤0.5
≤0.1
﹤0.05
≥50
4.8.3合金料必须按成分品种分类存放,合金数量要求准确。
4.8.3.1料仓和称量斗参数:
仓号
1#
2#
3#
4#
5#
物料
白灰
白灰
萤石
备用
中碳锰铁
容积m³
16
16
16
16
8
堆比重t/m³
1.0
1.0
仓号
6#
7#
8#
9#
10#
物料
硅锰
硅铁
备用
备用
备用
容积m³
8
8
8
8
堆比重t/m³
0.8
1.5
五钢包精炼炉正常运转所需的条件:
5.1冷却水系统
5.1.1钢包精炼炉冷却水系统包括两部分:
一部分供水冷炉盖和集烟除尘装置;另一部分冷却设备本体,包括变压器油水冷却、电极横臂及电缆等。
5.1.2检查冷却水流量、压力和温度显示符合要求,且管道畅通、无泄漏,阀门开启灵活,运转正常。
5.2氩气系统
5.2.1检查氩气的供气压力≥1.2MPa。
流量:
0-1100NI/min
纯度:
大于99.9%,无水无油
5.2.2压缩空气
压力:
0.6MPa(总管压力),无水无油。
5.2.3检查管道有无漏气现象,事故报警系统是否正常。
5.3保证手动测温取样系统准确正常。
5.4主要设备运行联锁条件满足要求。
六钢包精炼炉对钢水及钢包的要求
6.1对转炉钢水的要求
6.1.1必须LF炉处理的钢种出钢后钢包净空为450mm。
6.1.2必须出钢采用挡渣或留渣操作,控制下渣量,减少回P,快速形成白渣,要求炼钢回P≤0.004%。
如果挡渣失败,需进一步采取钢包渣改质措施。
6.1.3出钢过程中加入合成渣600Kg进行预造渣,根据生产条件,采用出钢过程底吹氩,并保证出完钢后吹氩时间大于3分钟。
6.2对转炉出钢后钢包内钢水的要求:
6.2.1连浇钢水必须在上一包钢水出LF炉时转炉出完钢,转炉出钢时不准下渣,确保钢包内的渣层厚度≤30mm。
若下渣,必须提前通知精炼炉采取措施,控制顶渣中FeO含量,如对SPHC等低P钢种,可采取渣洗提温工艺,减少回P。
6.2.2钢水进站成分及温度要求:
6.2.2.1 保证转炉出钢完毕至精炼炉钢水到站(以底吹开气为准)间隔时间≤20min。
6.1.2.2 精炼炉将未达到进站温度或成分要求的炉次及时通知相应转炉,并在原始记录表备注栏标明炉号、不达标项目。
6.1.2.3 以上各项执行情况由工艺监督负责抽查,事故钢不在考核范围内。
6.1.2.4 各钢种进站成分及温度要求:
钢种
温度℃
成份%
C
Si
Mn
P
Alt
Nb
Q195
≥1550
≤0.07
≤0.07
0.15-0.20
≤0.025
0.020-0.060
Q195L
≥1550
≤0.06
≤0.02
0.10-0.16
≤0.020
0.020-0.060
SPHC
≥1550
≤0.04
≤0.02
0.10-0.16
≤0.020
0.020-0.060
SPHD/08Al
≥1550
≤0.04
≤0.02
0.10-0.16
≤0.020
0.020-0.050
Q215A/B
≥1550
≤0.12
≤0.12
0.25-0.30
≤0.030
Q235A/B螺旋焊
≥1540
0.10-0.17
0.10-0.18
0.28-0.35
≤0.030
Q235C
≥1550
≤0.08
≤0.15
0.45-0.55
≤0.020
0.020-0.060
Q235D
≥1550
≤0.08
≤0.15
0.55-0.65
≤0.020
0.020-0.060
SS400
≥1540
0.12-0.18
≤0.10
0.30-0.40
≤0.025
0.020-0.060
Q275
≥1540
0.12-0.18
≤0.10
0.60-0.70
≤0.025
0.020-0.060
10
≥1550
≤0.08
0.15-0.20
0.35-0.40
≤0.020
20
≥1540
0.15-0.20
0.15-0.25
0.35-0.40
≤0.020
45
≥1520
0.38-0.43
0.15-0.20
0.45-0.55
≤0.025
0.020-0.060
330CL
≥1560
≤0.06
≤0.03
0.25-0.30
≤0.015
0.030-0.050
380CL
≥1550
≤0.08
≤0.05
0.50-0.60
≤0.025
0.020-0.060
Q345A/B
≥1540
0.12-0.17
0.15-0.30
成品要求范围-0.10
≤0.020
Q345C
≥1540
0.12-0.17
0.15-0.30
≤0.020
0.020-0.060
Q345D
≥1540
0.12-0.17
0.20-0.30
≤0.025
0.020-0.060
510L
≥1540
≤0.07
0.12-0.25
≤0.015
0.020-0.060
0.028-0.035
L245(S245)
≥1540
≤0.07
0.15-0.30
≤0.020
0.020-0.060
X42(L290、S290)
≥1540
≤0.07
0.15-0.30
≤0.020
--
X46(L320、S320)
≥1540
≤0.07
0.15-0.30
成品要求范围-0.10
≤0.020
0.020-0.060
0.013-0.020
X52(L360、S360)
≥1540
≤0.07
0.15-0.30
≤0.020
0.020-0.060
0.013-0.020
X60(L415、S415)
≥1540
≤0.07
0.15-0.30
≤0.015
0.020-0.060
0.028-0.035
X65(L460、S460)
≥1540
≤0.07
0.15-0.30
≤0.015
0.020-0.060
0.028-0.035
J55
≥1540
0.12-0.17
0.20-0.30
≤0.020
0.020-0.060
0.028-0.035
DR510
≥1550
0.03-0.05
2.30-2.50
0.12-0.18
≤0.020
6.2对精炼包的要求
6.2.1底吹透气砖良好,必须保证透气砖残高≥150mm,才允许进入LF炉处理。
6.2.1.1底吹透气砖检验合格,其它部位可正常工作。
6.2.1.2正常周转包。
6.2.1.3新包、小修包第一次及净空不到450mm的钢包不能上LF炉。
6.2.1.4钢包必须预热到1000℃.
6.2.2检查精炼钢包的渣线部位侵蚀情况,确保包况良好。
6.2.3确保钢包内洁净、无包沿。
6.3钢包精炼炉处理周期:
对造渣工艺要求处理时间在30-50分钟,对渣洗提温工艺处理时间在20-45分钟。
七精炼工艺制度
7.1生产前的检查与准备:
7.1.1精炼炉长:
7.1.1.1精炼炉氩气压力、除尘风机、液压系统、加热系统是否正常,检查各操作开关按钮位置是否正确。
7.1.1.2检查三相电极接缝有无缝隙或脱扣,如有缝隙或脱扣(肉眼可见)通知调度,安排时间拧紧,以防电极脱落。
7.1.1.3检查高压供电系统是否正常,如有异常及时通知有关人员处理,严禁设备异常送电精炼。
7.1.2精炼主控:
7.1.2.1检查各选择开关位置是否正确。
7.1.2.2检查和确认各种按钮、选择开关、联锁装置、显示仪表、指示灯是否灵活准确,风水电气是否正常。
7.1.2.3检查炉盖升降、电极升降是否灵活、可靠。
7.1.2.4做好各项检查记录。
7.1.3精炼工:
7.1.3.1检查精炼所用的造渣材料、合金、覆盖剂等原材物料是否充足到位。
7.1.3.2检查氩气系统是否正常,其流量、压力等参数是否符合要求,管道是否畅通、无泄漏,各阀门开启灵活,运转正常,出现异常通知有关人员处理。
7.1.3.3炉盖水冷系统,导电铜臂、电极夹钳等无漏水现象。
7.1.3.4检查炉盖耐材使用情况,特别是电极孔周围耐材能否继续使用。
7.1.3.5检查喂丝机工作是否正常,各类线数量充足,成分明确,安装到位。
7.1.3.6确认钢包回转台转动正常,停启位置准确,轨道内无障碍物。
7.1.3.7检查确认测温、取样装置工作正常及是否充足。
7.2座包工位操作
7.2.1.钢包吊到回转台后,专人指挥天车将钢包平稳坐正。
7.2.2.检查钢包上沿有无残钢、残渣、异物等,防止包沿超高撞水冷炉盖,导致设备损坏或断电极等恶性事故。
7.2.3.包壁有无透红,发现异常,及时通知精炼炉长。
7.3精炼炉两侧喂丝工位
回转台运行至喂丝工位停稳后,检查停位是否准确,然后进行测温、取样、喂丝操作。
铝线喂入速度180~220m/min。
7.4.1钢包底吹氩操作(根据不同处理阶段,调整吹氩流量)
工作模式
底吹Ar强度
压力(MPa)
备注
化渣
中等强度
0.3-0.5
钢液面略有翻腾,裸露直径不得超过500mm
加热
底吹气强度
0.3-0.5
以电极弧光不闪烁为准
调成分
强吹
0.7-0.8
软吹
弱吹
0.2-0.25
渣液面略有蠕动,裸露直径不得超过100mm
具体操作:
7.4.1.1钢包在回转台上坐稳后,立刻插上快速接头,待人离开回转台一定距离后,打开氩气阀,接通氩气,开大底吹流量,待渣面吹开,调小底吹氩气(液面吹开度200-300mm),严禁钢水剧烈翻腾。
7.4.1.2首批渣料加入时,底吹供气强度调整到最大,减少炉渣结壳或结块,使渣面相对平整,渣料加入完毕,底吹氩控制到升温加热要求(液面吹开度300-500mm)
7.4.1.3升温过程中补加渣料,底吹流量调整以弧流弧压表指针摆动为标准(指针摆动幅度±5个刻度以内)
7.4.1.4合金成分调整时,适当加大吹氩流量(液面吹开度500-800mm),一是吹开渣面,提高合金收得率;二可加速合金熔化,均匀成分。
7.4.1.5第一次升温化渣结束时,底吹供气强度调整到最大,使钢渣反应充分,吹氩时间控制在3-5min。
7.4.1.6喂线时,根据喂线种类调整氩气流量;喂入Al线时液面吹开度300-800mm,确保铝线顺利喂入钢水中;喂入钙线时要减少吹氩流量,大小以渣面涌动,钢液面不裸露为宜。
7.4.1.7测温取样时,底吹氩控制标准:
液面吹开度100—200mm。
7.4.1.8当新包、大中修包第一炉、有包底钢包、黒包、长时间不用(>4小时)包,精炼过程适当加大底吹流量(液面吹开度比正常情况增大100mm),防止结包底或温度不均匀。
7.4.1.9回转台到喂丝位,测温(定氧、取气体样、渣样),打铝线,要求测温头深入到钢渣界面下200-300mm(定氧探头深入到钢渣界面下400-600mm,在进行定氧操作时,要减少底吹氩流量或关闭底吹氩流量)。
7.4.1.10取样时要求取样器深入到钢渣界面下200-300mm。
7.4.1.11升温处理中途及处理结束时,要求在停止加热后调大底吹(液面吹开度400-600mm)1min以后进行测温、取样,确保测温准确及取样均匀。
7.4.1.12加合金、增碳剂调整成分后,必须在合金、增碳剂加入后强吹氩(液面吹开度800-1000mm)大于2min以上时取样。
7.4.1.13正常情况下使用2块透气砖同吹,流量见下表,如果透气砖堵塞,多次开关流量节门。
若其中1块仍旧堵塞,另一块流量增加1倍。
如果两块砖均打不开,吊到吹氩站处理。
吹氩流量和能量供应见表:
参数
等待期
加热升温期
脱硫期
夹杂物上浮期
搅拌能(w/m3)
220
220-300
400-600
220-300
流量/块砖(Nl/min)
150
150-210
300-420
150-210
7.4.2供电及温度制度
7.4.2.1LF精炼加热时优先采用自动方式,异常情况下采用手动。
7.4.2.2除初期起弧化渣外,全精炼过程均需埋弧操作,严禁用高电压裸弧强制调温,以免损坏包衬。
增碳、合金化、喂线、测温取样及定氧时必须停电并抬起电极。
7.4.2.3根据不同的阶段和不同的目的选用合适的级数进行送电。
二次电压共设11档,前5档为恒功率,后6档为恒电流。
化渣阶段:
采取低档电压,一般选用6~8档低功率、大电流短弧供电。
加热2~3min后,待炉渣形成后,根据埋弧情况逐渐加大电压级数,一般选2级电压,高功率供电。
化渣时间应保证≤6min。
升温加热阶段:
采用2~5档。
精炼处理后的钢水温度须达到连铸的温度要求,LF炉升温速度:
≥5℃/min。
保温阶段:
采用8~10档。
7.4.2.4三根电极中任意两根电极臂以下长度差超过200mm时必须重新调整电极,使电极臂以下电极长度相等。
7.4.2.5严禁用电极增碳,掉入包内的电极头尽量及时捞出,配电电流不可超过电极的额定最大电流。
7.4.2.6过程温度控制
过程温度控制按不高于目标温度10℃控制,需脱硫的炉次,可适当提高过程温度,新包、修包、凉包


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 120 tLF 钢包 精炼炉 001
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 如何打造酒店企业文化2刘田江doc.docx
如何打造酒店企业文化2刘田江doc.docx
-
律师提供著作权法律服务业务操作指引.docx
-
18秋福建师范大学《经济法》在线作业一.docx
-
施工现场危险源.docx
-
山东省潍坊市昌乐县学年七年级地理下学期期中学业质量评估试题.docx
-
新视野大学英语视听说教程第二版第一册完整答案.docx
-
精校版重庆市 初中毕业水平暨高中招生考试中考英语试题AB卷Word版含答案解析.docx
-
新视野大学英语视听说教程第二版第一册完整答案.docx
-
江苏省刘国钧中学1112学年高二语文上学期期末考前辅导试题卷苏教版会员独享.docx
-
山东省潍坊市昌乐县学年七年级地理下学期期中学业质量评估试题.docx
-
西安交通大学18年课程考试《管理会计》作业考核试题.docx
-
施工安全保证体系.docx
-
南开17秋学期《科学启蒙尔雅》在线作业2.docx
-
秋福师《大学英语1》在线作业二.docx
-
231695 北交《运输物流管理》在线作业2 15秋答案.docx
-
梁原学区安全管理工作实施方案.docx
-
环保管理台帐明细.docx
-
我国三大翻译证书考试概览.docx
-
东大17秋学期《大学英语二》在线作业31.docx
-
静态分析指标.docx
-
山东金瀚控股金瀚置业绩效考核指标库.docx
-
B0301A国际贸易.docx
-
人教版八年级数学上册同步练习试题及答案第11章《三角形》 同步练习及答案111.docx
-
秋福师《概率论》在线作业二.docx
-
17秋福师《高级英语阅读二》在线作业一.docx
-
西南大学17秋0764《工程建设监理》在线作业参考资料.docx
-
生活宝典之社会大转盘一.docx
-
专卖店管理.docx
-
100个CFO的八年之资金管理篇.docx
-
东北师范古代汉语三16秋在线作业2.docx
-
专业技术人员公共危机管理考试.docx
-
东大17秋学期《大学英语二》在线作业31.docx
-
驻外招商人员管理考核办法.docx
-
苏州高三英语一模.docx
-
新编大学英语扩展教程1册1 10 keys 完整1.docx
-
药品销售员度工作计划范文与药品销售员工工作总结范文汇编doc.docx
-
新建 经理人如何做一个正确的决策者.docx
-
专职安全管理人员知识库大纲.docx
-
铁路接发列车作业实用标准.docx
-
土木工程.docx
-
推荐精品报社印务中心建设项目可行性研究报告.docx
-
统计学重点电子商务.docx
-
幼儿教师的个人总结范文.docx
-
新疆吐鲁番地区小升初数学期末模拟卷.docx
-
消防安全工作自查报告5篇.docx
-
新能源汽车行业市场分析.docx
-
试述国际商务谈判中辩的技巧.docx
-
响水县特种设备事故应急预案23.docx
-
幼儿园年的由来教案.docx
-
声讯系统项目可行性研究报告.docx
-
消防行业特有工种职业技能鉴定考试合格人员名册6.docx
