 数控车床技能大赛试题汇编.docx
数控车床技能大赛试题汇编.docx
- 文档编号:4673397
- 上传时间:2022-12-07
- 格式:DOCX
- 页数:41
- 大小:68.64KB
数控车床技能大赛试题汇编.docx
《数控车床技能大赛试题汇编.docx》由会员分享,可在线阅读,更多相关《数控车床技能大赛试题汇编.docx(41页珍藏版)》请在冰豆网上搜索。
数控车床技能大赛试题汇编
第三节数控车床技能大赛试题3
一、竞赛题3
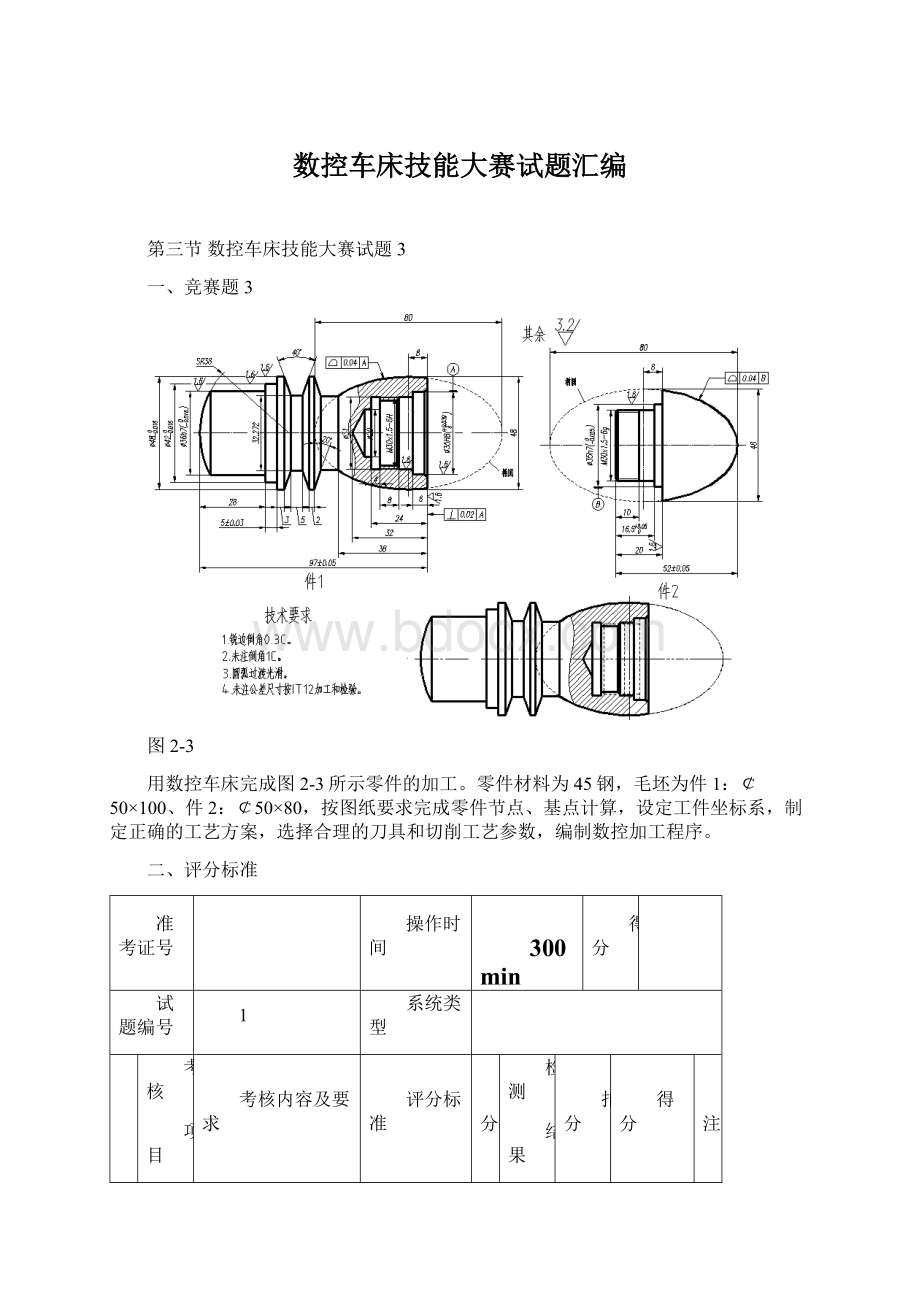
图2-3
用数控车床完成图2-3所示零件的加工。
零件材料为45钢,毛坯为件1:
¢50×100、件2:
¢50×80,按图纸要求完成零件节点、基点计算,设定工件坐标系,制定正确的工艺方案,选择合理的刀具和切削工艺参数,编制数控加工程序。
二、评分标准
准考证号
操作时间
300min
得分
试题编号
1
系统类型
序
号
考核
项目
考核内容及要求
评分标准
配分
检测
结果
扣分
得分
备注
1
件1
IT
每超差0.01扣1分
3
2
Ra1.6
每降1级扣1分
2
3
IT
每超差0.01扣1分
3
4
Ra1.6
每降1级扣1分
2
5
IT
每超差0.01扣1分
3
6
Ra1.6
每降1级扣1分
2
7
IT
每超差0.01扣1分
3
8
Ra1.6
每降1级扣1分
2
9
M30×1.5-6H
超差不得分
8
10
97±0.05
每超差0.01扣1分
2
11
椭圆
形状
超差不得分
3
12
面轮廓度0.04
每超差0.01扣1分
2
13
5±0.03
超差不得分
8
14
垂直度0.02
超差不得分
2
45
SR38
超差不得分
2
16
40°,20°
超差不得分
2
17
倒角(4处)
错、漏1处扣1分
4
18
端面Ra1.6
每降1级扣1分
2
19
件2
IT
每超差0.01扣1分
3
20
Ra1.6
每降1级扣1分
2
21
M30×1.5-6g
超差不得分
8
22
每超差0.01扣1分
2
23
52±0.05
每超差0.01扣1分
2
24
椭圆
形状
每超差0.01扣1分
1
25
面轮廓度0.04
每超差0.01扣1分
1
26
倒角
错、漏1处扣1分
1
27
端面Ra1.6
每降1级扣1分
2
28
配合
螺纹配合
超差不得分
8
29
椭圆面过渡顺滑
超差不得分
4
30
安全文明
生产
1、遵守机床安全操作规程;
2、刀具、工具、量具放置规范;
3、设备保养、场地整洁。
酌情扣1~5分
3
31
工艺合理
1、工件定位、夹紧及刀具选择合理;
2、加工顺序及刀具轨迹路线合理。
酌情扣1~5分
3
32
程序编制
6、指令正确,程序完整;
7、数值计算正确、程序编写表现出一定的技巧,简化计算和加工程序;
8、刀具补偿功能运用正确、合理;
9、切削参数、坐标系选择正确、合理。
酌情扣1~5分
5
33
其他项目
发生重大事故(人身和设备安全事故等)、严重违反工艺原则和情节严重的野蛮操作等,由裁判长决定取消其实操竞赛资格。
记录员
监考人
检验员
考评人
三、刀具选择及切削参数的选择
1.刀具的选择:
1号刀:
93度菱形外圆车刀;2号刀:
60度外螺纹刀;3号刀:
外切槽刀(3mm);
4号刀:
内孔镗刀;5号刀:
60度内螺纹刀;6号刀:
内切槽刀(2.5mm)。
2.切削参数的选择
各工序刀具的切削参数见表2-3
表2-3 各工序刀具的切削参数
序号
加工面
刀具号
刀具类型
主轴转速S/r.
进给速度F/mm.
1
车外型
T1
93度菱形外圆车刀
粗800,精1500
粗150,精80
2
车外螺纹
T2
60度外螺纹刀
1000
1.5
3
切外槽
T3
外切槽刀
600
25
4
镗内孔
T4
内孔镗刀
粗800,精1200
粗100,精80
5
车内螺纹
T5
60度内螺纹刀
1000
1.5
6
切内槽
T6
内切槽刀
600
25
四、参考程序
1.SIEMENS-802S系统参考程序
工艺路线:
(1)用LCYC95粗加工件2左端,
用调用子程序精加工件2左端,留¢25×30工艺搭子。
(2)调头夹¢25×30工艺搭子,粗加工右端椭圆,留双边1mm余量。
(3)手工切断,保证长度52。
(4)用LCYC95粗加工件1左端,用调用子程序精加工1左端。
(5)切40度槽及椭圆左端槽。
(6)调头夹¢36×28,用LCYC95粗加工加工件1右端内孔部分,
用调用子程序精加工件1右端内孔部分。
(7)切4×¢31槽。
(8)用LCYC97螺纹复合循环加工M30×1.5内螺纹。
(9)粗加工1右端外部椭圆,留双边1mm余量。
(10)将件2旋入件1,精加工椭圆。
参考程序:
件2左端加工程序:
%_N_ZBB1_MPF
主程序名
;$PATH=/_N_MPF_DIR
传输格式
N5
G90G94G54
绝对编程,分进给,零点偏移
N10
T1D1S800M3
转速800r/mim,换1号93度菱形外圆车刀
N15
G0X51Z3
快进到外径粗车循环起刀点
N20
_CNAME=“AA1”
轮廓循环子程序定义
N25
R105=1
加工方式:
纵向、外部、粗加工
N30
R106=0.25
精加工余量0.25mm(半径值)
N35
R108=1
背吃刀量1(半径值)
N40
R109=7
粗加工切入角7°
N45
R110=1
粗加工横向退刀量1mm(半径值)
N50
R111=150
粗加工进给率150mm/min
N55
LCYC95
调用轮廓循环
N60
G0X100Z50
退刀
N65
M5
主轴停转
N70
M0
程序暂停
N75
S1500M3F80T1D1
精车转速1500r/mim,进给80mm/mim
N80
G0X30Z3
快速进刀
N85
AA1
调用子程序进行轮廓精加工
N90
G0X100Z50
退刀
N95
M5
主轴停转
N100
M00
程序暂停
N105
T2D1S1000M3
转速1000r/mim换2号60度外螺纹刀
N110
G0X32Z-25
进到外螺纹复合循环起刀点
N115
R100=30
螺纹起始点直径30mm
N120
R101=-30
螺纹起始点Z坐标-30
N125
R102=30
螺纹终止点直径30mm
N130
R103=-40
螺纹终止点Z坐标-40
N135
R104=1.5
螺纹导程1.5mm
N140
R105=1
加工方式:
外螺纹
N145
R106=0.05
精加工余量0.05mm(半径值)
N150
R109=5
空刀导入量5mm
N155
R110=1
空刀退出量1mm
N160
R111=0.93
螺纹牙深0.93mm(半径值)
N165
R112=0
螺纹起始点偏移
N170
R113=5
粗加工次数5次
N175
R114=1
螺纹线数1
N180
LCYC97
调用外螺纹切削循环
N195
G0X100Z50
退刀
N200
M5
主轴停转
N205
M2
主程序结束
%_N_AA1_MPF
外径轮廓加工子程序名
;$PATH=/_N_MPF_DIR
传输格式
N5
G1X25Z0
N10
G1Z-30
N15
X28
N20
X29.8Z-31
倒角
N25
Z-46.5
N30
X34.988
N35
Z-50
N40
X50
N45
RET
子程序结束并返回
件2右端加工程序:
%_N_ZBB2_MPF
主程序名
;$PATH=/_N_MPF_DIR
传输格式
N5
G90G94G54
绝对编程,分进给,零点偏移
N10
T1D1S800M3F150
转速800r/mim,进给150mm/mim换1号93度菱形外圆车刀
N15
G0X51Z2
快进
N20
R20=50
R参数赋值,设置X轴偏移值
N22
MA1:
G158X=R20
标记程序段,标记符MA1,X轴零点偏移50
N25
BB1
调用子程序加工椭圆
N35
R20=R20-2
修改X轴零点偏移值,每次切深双边2mm
N40
IFR20>=1GOTOBMA1:
条件跳转:
若未完成粗加工,跳转返回MA1:
N45
G0X100Z50
退刀
N50
M5
主轴停转
N55
M2
程序停止
%_N_BB1_MPF
椭圆子程序
;$PATH=/_N_MPF_DIR
传输格式
N5
R1=40
长半轴
N10
R2=24
短半轴
N15
R3=40
Z轴起始尺寸
N20
MA2:
R4=24*SQRT(R1*R1-R3*R3)/40
标记程序段,标记符MARK2,设置短轴(X向)变量
N25
G1X=(2*R4+R20)Z=R3-40
椭圆插补
N30
R3=R3-0.5
Z轴步距,每次0.5mm
N35
IFR3>=8GOTOBMA2:
条件跳转,若椭圆未加工完毕,返回MA2
N45
G91Z-1
N50
G0X2
N55
G90Z2
退回起点
N60
RET
子程序结束
件1左端加工程序:
%_N_ZBB3_MPF
主程序名
;$PATH=/_N_MPF_DIR
传输格式
N5
G90G94G54
绝对编程,分进给,零点偏移
N10
T1D1S800M3
转速800r/mim,换1号93度菱形外圆车刀
N15
G0X51Z2
快进到外径粗车循环起刀点
N20
_CNAME=“CC1”
轮廓循环子程序定义
N25
R105=1
加工方式:
纵向、外部、粗加工
N30
R106=0.25
精加工余量0.25mm(半径值)
N35
R108=1
背吃刀量1(半径值)
N40
R109=7
粗加工切入角7°
N45
R110=1
粗加工横向退刀量1mm(半径值)
N50
R111=150
粗加工进给率150mm/min
N55
LCYC95
调用轮廓循环
N60
G0X100Z50
退刀
N65
M5
主轴停转
N70
M0
程序暂停
N75
S1500M3F80T0101
精车转速1500r/mim,进给80mm/mim
N80
G0X5Z2
快进
N85
CC1
调用子程序进行轮廓精加工
N88
G0X100Z50
退刀
N90
M5
主轴停转
N95
M0
程序暂停
N100
T3D1S600M3F25
转速600r/mim,进给25mm/mim,换3号切槽刀
N105
G0X51Z-38.862
快进到切糟起点
N110
G1X32.5
切槽
N115
G0X51
退刀
N120
G91Z-1
进刀
N125
G90G1X32.272
切槽
N130
G91Z1
精车槽底
N135
G90G0X48
退刀
N140
G1Z-36
进到倒角起点
N145
X32.272Z-38.862
倒角
N150
G0X48
退刀
N155
G1Z-42.724
进到倒角起点
N160
X32.272Z-39.862
倒角
N165
G0X48
退刀
N170
Z-51.586
进刀
N175
G1X32.5
切槽
N180
G0X48
退刀
N185
Z-55
进刀
N190
G1X32.272
切槽
N195
Z-51.586
精车槽底
N200
G0X48
退刀
N205
Z-48.724
进到倒角起点
N210
G1X32.272Z-51.586
倒角
N215
G0X100
N220
Z50
退刀
N225
M5
主轴停转
N230
M2
程序停止
%_N_CC1_MPF
外径循环轮廓子程序
;$PATH=/_N_MPF_DIR
传输格式
N5
G1X0Z0
N10
G3X35.992Z-4.534CR=38
N15
G1Z-28
N20
X41.992
N25
Z-33
N30
X47.992
N35
Z-60
N40
RET
子程序结束并返回
件1右端加工程序:
%_N_ZBB4_MPF
主程序名
;$PATH=/_N_MPF_DIR
传输格式
N5
G90G94G54
绝对编程,分进给,零点偏移
N10
T4D1S800M3
转速800r/mim,换4号内孔镗刀
N15
G0X19.5Z2
快进到内孔循环起刀点
N16
_CNAME=“DD1”
轮廓循环子程序定义
N17
R105=3
加工方式:
纵向、内部、粗加工
N18
R106=0.25
精加工余量0.25mm(半径值)
N19
R108=1
背吃刀量1(半径值)
N20
R109=7
粗加工切入角7°
N21
R110=0.25
粗加工横向退刀量0.25mm(半径值)
N22
R111=150
粗加工进给率150mm/min
N23
LCYC95
调用轮廓循环
N25
G0Z100
N30
X50
退刀
N35
M5
主轴停转
N40
M0
程序暂停
N45
S1200M3T4D1F80
精车转速1200r/mim,进给80mm/mim
N50
G0X39Z1
进刀
N55
DD1
调用子程序进行内轮廓精加工
N60
X25
X向退刀
N65
G0Z100
N70
X50
退刀
N75
M5
主轴停转
N80
M00
程序暂停
N85
S600M3T6D1F25
转速600r/mim进给25mm/mim换6号内切槽刀
N90
G0X26Z5
快进
N95
Z-23
快进到切糟起点
N100
G1X31
切槽
N105
X26
退刀
N110
Z-24
进刀
N115
X31
切槽
N120
X26
退刀
N125
G0Z100
N130
X50
退刀
N135
M5
主轴停转
N140
M0
程序暂停
N155
S1000M3T5D1
转速1000r/mim,换5号内螺纹刀
N160
G0X26
N165
Z3
快进到内螺纹复合循环起刀点
N170
R100=28.2
螺纹起始点直径28.2mm
N175
R101=-12
螺纹起始点Z坐标-12
N180
R102=28.2
螺纹终止点直径28.2mm
N185
R103=-24
螺纹终止点Z坐标-24
N190
R104=1.5
螺纹导程1.5mm
N195
R105=2
加工方式:
内螺纹
N200
R106=0.05
精加工余量0.05mm(半径值)
N205
R109=10
空刀导入量10mm
N210
R110=0.5
空刀退出量0.5mm
N215
R111=0.93
螺纹牙深0.93mm(半径值)
N220
R112=0
螺纹起始点偏移
N225
R113=5
粗加工次数5次
N230
R114=1
螺纹线数1
N235
LCYC97
调用内螺纹切削循环
N240
G0Z100
N245
X50
退刀
N250
M5
主轴停转
N255
M0
程序暂停
N260
T1D1S800M3F150
转速800r/mim,进给150mm/mim换1号93度菱形外圆车刀
N265
G0X51Z2
快进
N270
R20=50
R参数赋值,设置X轴偏移值
N275
MA1:
G158X=R20
标记程序段,标记符MA1,X轴零点偏移50
N280
EE1
调用子程序加工椭圆
N285
R20=R20-2
修改X轴零点偏移值,每次切深双边2mm
N290
IFR20>=1GOTOBMA1:
条件跳转:
若未完成粗加工,跳转返回MA1:
N295
G0X100Z50
退刀
N300
M5
主轴停转
N305
M2
程序停止
%_N_DD1_MPF
内孔轮廓加工子程序名
;$PATH=/_N_MPF_DIR
传输格式
N5
G1X37Z0
进到内径循环起点
N10
X35.02Z-1
N15
Z-6
N20
X31
N25
Z-12
N30
X28.5Z-13
N35
Z-24
N40
RET
子程序结束并返回
%_N_EE1_MPF
椭圆子程序
;$PATH=/_N_MPF_DIR
传输格式
N5
R1=40
长半轴
N10
R2=24
短半轴
N15
R3=8
Z轴起始尺寸
N20
MA2:
R4=24*SQRT(R1*R1-R3*R3)/40
标记程序段,标记符MA2:
,设置短轴(X向)变量
N25
G1X=(2*R4+R20)Z=R3-8
椭圆插补
N30
R3=R3-0.5
Z轴步距,每次0.5mm
N35
IFR3>=-30GOTOBMA2:
条件跳转,若椭圆未加工完毕,返回MA2:
N45
G91Z-1
N50
G0X20
N55
G90Z2
退回起点
N60
RET
子程序结束并返回
精车椭圆加工程序:
%_N_ZBB5_MPF
主程序名
;$PATH=/_N_MPF_DIR
传输格式
N5
G90G95G54
绝对编程,转进给,零点偏移
N10
T1D1S1500M3F0.2
转速1500r/mim,进给率0.2mm/r,换1号93度菱形外圆车刀
N15
G0G42X5Z2
引入半径补偿
N730
G96S120LIMS=2000F0.1
恒线速120m/min,主轴转速上限2000r/min,进给率0.1mm/r
N30
R1=40
长半轴
N35
R2=24
短半轴
N40
R3=40
Z轴起始尺寸
N50
MA1:
R4=24*SQRT(R1*R1-R3*R3)/40
标记程序段,标记符MA2,设置短轴(X向)变量
N55
G1X=2*R4Z=R3-40
椭圆插补
N60
R3=R3-0.5
Z轴步距,每次0.5mm
N65
IFR3>=-30GOTOBMA1:
条件跳转,若椭圆未加工完毕,返回MA1
N70
G91Z-1
N75
G40G0X25
退刀,撤消半径补偿
N80
G97S600
撤消恒线速,转速600r/min
N85
G90Z2
退回起点
N90
M5
主轴停转
N95
M2
程序停止
2.FANUC-0i系统参考程序
工艺路线:
(1)用G71粗加工件2左端,用G70精加工件2左端,留¢25×30工艺搭子。
(2)调头夹¢25×30工艺搭子,粗加工右端椭圆,留双边1mm余量。
(3)手工切断,保证长度52。
(4)用G71粗加工件1左端,用G70精加工1左端。
(5)切40度槽及椭圆左端槽。
(6)调头夹¢36×28,用用G71粗加工加工件1右端内孔部分,
用G70精加工件1右端内孔部分。
(7)切4×¢31槽。
(8)用G76螺纹复合循环加工M30×1.5内螺纹。
(9)粗加工1右端外部椭圆,留双边1mm余量。
(10)将件2旋入件1,精加工椭圆。
参考程序:
件2左端加工程序:
O0001
主程序名
N5
G98
分进给
N10
T0101S800M3
转速800r/mim,换1号93度菱形外圆车刀
N15
G0X51Z3
快进到外径粗车循环起刀点
N20
G71U1.5R1
外径粗车循环
U:
每次切深单边1.5mm,R:
退刀量单边1mm
N25
G71P30Q70U0.5W0.1F150
P30:
粗加工第一程序段号,Q70:
粗加工最后程序段号,U:
精加工余量双边0.5mm,W:
精加工余量0.1mm,F:
粗车进给率150mm/mim
N30
G1X25
进到外径粗车循环起点
N35
Z0
N40
G1Z-30
N45
X28
N50
X29.8Z-31
倒角
N55
Z-46.5
N60
X34.988
N65
Z-50
N70
X50
N30——N70外径循环轮廓程序
N75
G0X100Z50
退刀
N80
M5
主轴停转
N85
M0
程序暂停
N90
S1500M3F80T0101
精车转速1500r/mim,进给80mm/mim
N95
G0X51Z3
快速进刀
N100
G70P30Q70
P30:
精加工第一程序段号,Q70:
精加工最后程序段号
N105
G0X100Z50
退刀
N110
M5
主轴停转
N115
M0
程序暂停
N120
T0202S1000M3
转速1000r/mim换2号60度外螺纹刀
N110
G0X32Z-25
进到外螺纹复合循环起刀点
N115
G76P10160Q80R0.1
外螺纹复合循环
P10160:
1精加工次数1次,01:
螺纹尾部斜向倒角量0.1个导程,60:
刀尖角度60,Q:
螺纹最小切削深度0.08mm,R:
精加工余量0.1mm
N120
G76X28.14Z-40R0P930Q350F1.5
X:
有效螺纹终点X坐标,Z:
有效螺纹终点Z坐标,R:
螺纹半径差,P:
螺纹牙高度单边0.93mm,Q:
第一次切削深度单边0.35mm,F:
螺纹导程1.5mm
N125
G0X100Z50
退刀
N130
M5
主轴停转
N135
M


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 数控车床 技能 大赛 试题 汇编
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《雷雨》中的蘩漪人物形象分析 1.docx
《雷雨》中的蘩漪人物形象分析 1.docx
-
《经济法基础》第三章章节练习与答案解析.docx
-
安徽省合肥市包河区卫生健康系统招聘试题及答案解析.docx
-
《河中石兽》复习过程.docx
-
版二级建造师《公路工程管理与实务》考前检测 附答案.docx
-
保密安全制度监理组5篇修改版.docx
-
北师大版届九年级上学期期末考试英语试题I卷.docx
-
PACE产品及周期优化法系统结构复习课程.docx
-
常规变电站常规设计.docx
-
初三欧姆定律计算题题型整理.docx
-
《测绘管理与法律法规》模拟试题一附答案.docx
-
2测风工岗位练兵技术比武.docx
-
《小学语文不同课型的教学模式参考》1.docx
-
15高考宁夏英语及答案教学内容.docx
-
ABS圆形笔筒课程设计说明书.docx
-
c语言程序填空题.docx
-
茶艺师高级三级教学计划大纲.docx
-
场平土石方工程施工项目组织设计.docx
-
《人力资源管理》期末试题及答案教学内容.docx
-
《河南省高等学校教师实验人员中高级专业技术职务任职资格申报评审条件试行.docx
-
01钢结构制作施工工艺标准文档.docx
-
IIR数字滤波器的设计流程图.docx
-
005纺丝作业指导书.docx
-
1991高考化学试题.docx
-
GMP审核检查表与审核员指南.docx
-
成本会计试题二.docx
-
14001讲师心态调整培训讲座讲义体验版共14页文档.docx
-
cpld矩阵键盘.docx
-
《金融服务营销》.docx
-
NHR100过程校验仪140408.docx
-
Q+ Web 改版设计小结.docx
-
八年级上册古诗词鉴赏含参考答案.docx
-
韶关市市区三旧改造实施办法试行.docx
-
山东省人关于做强做大我省金融业的意见.docx
-
届海南省天一大联考高三下学期第三次模拟联考地理试题及答案解析.docx
-
毛概复习试题.docx
-
某大桥施工组织设计.docx
-
年产6000吨节水灌溉PE大口径管材扩建项目建设建议书.docx
-
那一段美好的时光写作指导.docx
-
农水局局长述职述廉报告.docx
-
河南理工大学马克思主义基本原理概论考试试题及答.docx
-
施工企业成本管理制度.docx
-
酒店客控系统技术方案设计.docx
-
Word中英文参照表.docx
-
雷士照明生产企业市场营销推广项目商业计划书.docx
-
本科1009离散数学分解.docx
-
安全管理细则.docx
-
商品房买卖合同 2.docx
-
马克思主义基本原理概论自考真题及答案解析.docx
-
小学一年级下语文期末复习计划教案.docx
-
新概念第2册单词听写表格讲解.docx
