 常见焊条焊丝型号牌号对照一览表 2.docx
常见焊条焊丝型号牌号对照一览表 2.docx
- 文档编号:4541355
- 上传时间:2022-12-01
- 格式:DOCX
- 页数:89
- 大小:27.14KB
常见焊条焊丝型号牌号对照一览表 2.docx
《常见焊条焊丝型号牌号对照一览表 2.docx》由会员分享,可在线阅读,更多相关《常见焊条焊丝型号牌号对照一览表 2.docx(89页珍藏版)》请在冰豆网上搜索。
常见焊条焊丝型号牌号对照一览表2
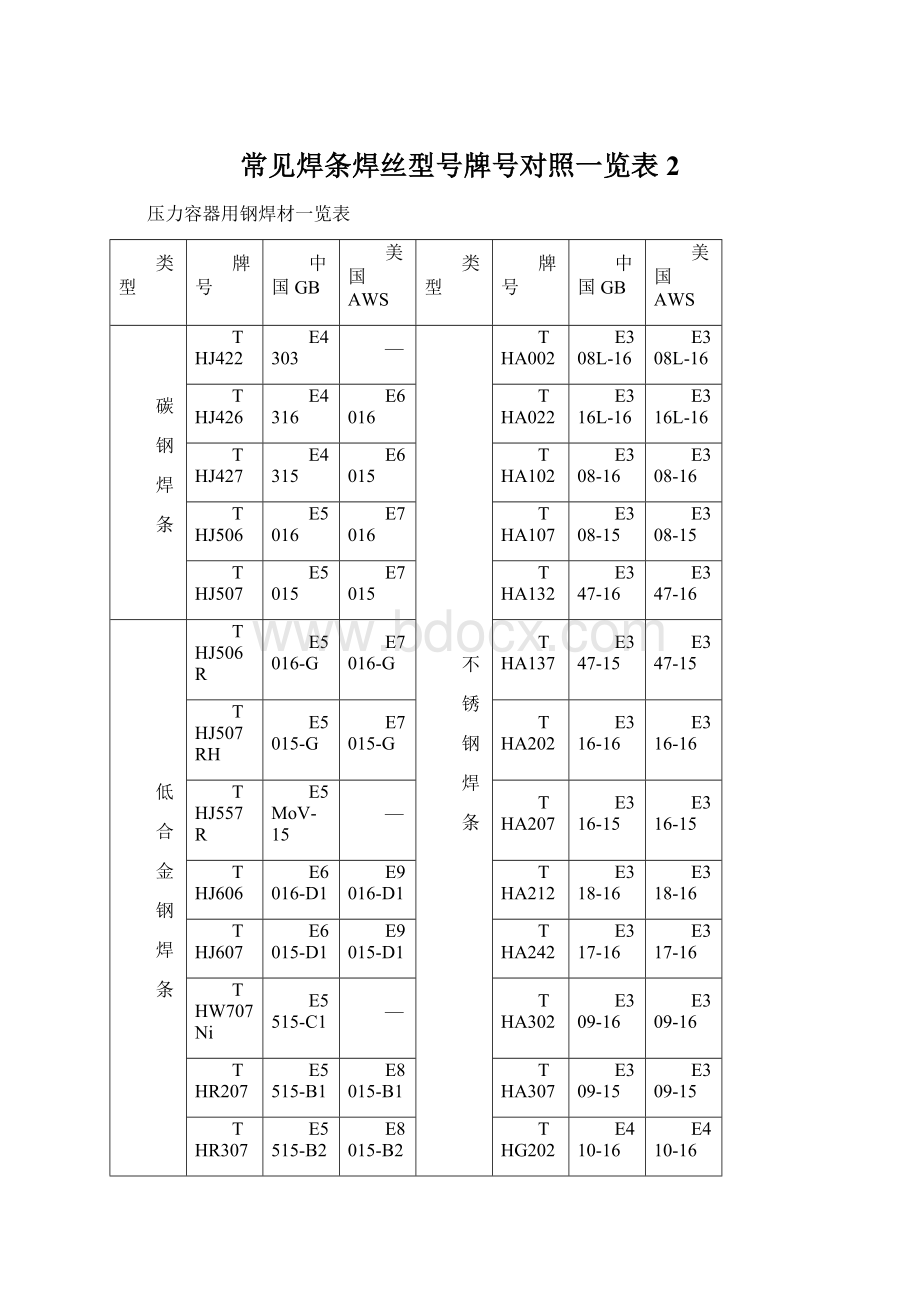
压力容器用钢焊材一览表
类型
牌号
中国GB
美国AWS
类型
牌号
中国GB
美国AWS
碳
钢
焊
条
THJ422
E4303
—
不
锈
钢
焊
条
THA002
E308L-16
E308L-16
THJ426
E4316
E6016
THA022
E316L-16
E316L-16
THJ427
E4315
E6015
THA102
E308-16
E308-16
THJ506
E5016
E7016
THA107
E308-15
E308-15
THJ507
E5015
E7015
THA132
E347-16
E347-16
低
合
金
钢
焊
条
THJ506R
E5016-G
E7016-G
THA137
E347-15
E347-15
THJ507RH
E5015-G
E7015-G
THA202
E316-16
E316-16
THJ557R
E5MoV-15
—
THA207
E316-15
E316-15
THJ606
E6016-D1
E9016-D1
THA212
E318-16
E318-16
THJ607
E6015-D1
E9015-D1
THA242
E317-16
E317-16
THW707Ni
E5515-C1
—
THA302
E309-16
E309-16
THR207
E5515-B1
E8015-B1
THA307
E309-15
E309-15
THR307
E5515-B2
E8015-B2
THG202
E410-16
E410-16
THR317
E5515-B2-V
—
—
—
—
THR407
E6015-B3
—
气保护
实芯焊丝
THQ-G2Si
EN440G384MG2Si
THR507
E5MoV-15
—
THQ-50CG4
EN440G383CG4Si1
氩弧焊焊丝
牌号
型号
GB
类别
主要用途
THT49-1
ER49-1
碳钢焊丝
用于船舶、石化、核电话等高压管的对接及角焊
THT-10MnSi
ER50-G
用于薄板及打底焊接结构
THT50-6
(TIG-J50)
ER50-6
用于管道、平板等需作抛光度准确时的焊接
THT55-B2
ER55-B2
珠光体耐
热钢焊丝
用于工作温度550℃以下的锅炉受热面管子蒸汽管道,高压容器,石油精练设备结构的焊接
THT55-B2V
ER55-G
用于工作温度550℃以下的锅炉受热面管子蒸汽管道,高压容器,石油精练设备结构的焊接
THT-307
THS-307
H09Cr21Ni9Mn4Mo
不锈钢焊丝
用于防弹钢、覆面不锈钢及碳钢异材的焊接
THT-307Si
THS-307Si
H10Cr21Ni10Mn6Si1
用于高锰钢、硬化性耐磨钢及非磁性钢的焊接
THT-308
THS-308
H08Cr21Ni10Si
用于308、301、304等不锈钢结构的焊接
THT-308L
THS-308L
H03Cr21Ni10Si
用于304L、308L等不锈钢结构的焊接
THT-308LSi
THS-308LSi
H03Cr21Ni10Si1
用于改善填充金属的工艺性、焊接操作性及流动性
THT-309
THS-309
H12Cr24Ni13Si
用于异种钢的焊接,如碳钢、低合金钢与不锈钢的焊接
THT-309Mo
THS-309Mo
H12Cr24Ni13Mo2
用于Cr22Ni12Mo2复合钢以及异种钢的焊接
THT-309L
THS-309L
H03Cr24Ni13Si
用于309S、1Cr13、1Cr17、低碳不锈钢、低碳覆面钢以及异种钢的焊接
THT-309LSi
THS-309LSi
H03Cr24Ni13Si1
用于309型不锈钢以及304型不锈钢与碳钢的焊接
THT-309LMo
THS-309LMo
H03Cr24Ni13Mo2
用于异种钢的焊接或韧性较差的马氏体、铁素体不锈钢的焊接
THT-310
THS-310
H12Cr26Ni21Si
用于高温条件下工作的耐热钢以及1Cr5Mo、1Cr13等不能进行预热及后热处理的焊接
THT-312
THS-312
H15Cr30Ni9
用于异种母材不锈钢覆面、硬化性低合金钢以及焊接困难或易发生气孔情况的焊接
THT-316
THS-316
H08Cr19Ni12Mo2Si
用于磷酸、亚硫酸、醋酸及盐类腐蚀介质结构的焊接
THT-316L
THS-316L
H03Cr19Ni12Mo2Si
用于尿素、合成纤维等结构及不能进行热处理的铬不锈钢及复合钢的焊接
THT-316LSi
THS-316LSi
H03Cr19Ni12Mo2Si1
用于相同类型不锈钢以及复合钢结构的焊接
THT-317
THS-317
H08Cr19Ni14Mo3
用于重要的耐腐蚀化工容器的焊接
THT-317L
THS-317L
H03Cr19Ni14Mo3
用于重要的耐腐蚀化工容器的焊接
THT-321
THS-321
H08Cr19Ni10Ti
用于304、321、347型不锈钢以及耐热钢的焊接
THT-347
THS-347
H08Cr20Ni10Nb
用于304、321、347型不锈钢以及耐热钢的焊接
THT-410
THS-410
H12Cr13
用于410、420型不锈钢以及耐蚀耐磨表面的堆焊
THT-420
THS-420
H31Cr13
用于Cr13马氏体不锈钢耐腐蚀性材料的堆焊
THT-430
THS-430
H10Cr17
用于腐蚀(硝酸)、耐热同类型不锈钢表面堆焊
THT-2209
THS-2209
H03Cr22Ni8Mo3N
用于含Cr22%双相不绣钢的焊接
碳钢焊条
牌号
型号
GB
熔敷金属化学成分(%)(≤)
熔敷金属力学性能(≥)
特点与用途
C
Mn
Si
S
P
其余
Rel/RP0.2
MPa
Rm
MPa
A
%
AKV
J
J421
E4313
0.10
0.32/
0.55
0.30
0.030
0.035
—
355
440/
570
22
0℃
47
焊接低碳钢结构,特别适用于薄板小件及短焊缝的间断焊和盖面焊。
可全位置焊接
THJ421X
E4313
0.10
0.32/
0.55
0.30
0.035
0.040
—
330
420
17
0℃
27
焊接低碳钢及镀锌板,特别适用于薄板的立向下焊及间断焊
THJ421Fe18
E4324
0.12
0.30/
0.60
0.35
0.035
0.040
—
330
420
17
0℃
47
适用于船体结构低碳钢和其他相应等级的普通低碳钢的平焊、平角焊
THJ422
E4303
0.10
0.32/
0.55
0.25
0.035
0.040
—
330
420
22
0℃
27
焊接较重要的低碳钢结构和强度等级相当的低合金钢结构,如09Mn2等。
可全位置焊接
THJ422GM
E4303
0.10
0.32/
0.55
0.25
0.035
0.040
—
330
420
22
0℃
27
适用于海上平台船舶、车辆、工程机械等表面装饰焊缝的焊接
THJ423
E4301
0.10
0.32/
0.55
0.30
0.035
0.040
—
330
420
22
-20℃
27
通途同THJ422,但其立焊操作性能稍次于THJ422,价格较THJ422低廉
THJ425X
E4310
E4311
0.20
0.32/
0.60
0.30
0.035
0.040
—
330
420
22
-30℃
27
适用于低碳钢管及低合金管环缝,全位置立向下焊接。
底层焊时单面焊双面成形操作容易
THJ426
E4316
0.10
1.25
0.90
0.035
0.040
—
330
420
22
-30℃
27
焊接重要的低碳钢及低合金钢结构,焊缝具有良好的力学性能和抗裂性能,可全位置焊接
THJ427
E4315
0.10
1.25
0.90
0.035
0.040
—
330
420
22
-30℃
27
用途和特点同THJ426,采用电源为支流反接
THJ501Fe15
E5024
0.12
1.25
0.90
0.035
0.040
—
400
490
17
0℃
27
焊接相应强度的碳钢及低合金钢结构,适用于平焊、平角焊。
熔敷效率为150%
THJ501Fe18
E5024
0.12
1.25
0.90
0.035
0.040
—
400
490
17
0℃
27
用途用THJ501Fe15,熔敷效率为180%左右
THJ502
E5003
0.12
1.25
0.30
0.035
0.040
—
400
490
20
0℃
27
焊接较重要相应强度的碳钢及低合金纲结构,可全位置焊接
THJ505X
E5010
E5011
0.20
0.50/
1.00
0.30
0.035
0.040
—
400
490
20
-30℃
27
焊接相应强度碳钢及低合金钢管环缝的全位置立向下焊接,底层焊时单面焊双面成形操作容易
THJ506
E5016
0.12
1.60
0.75
0.035
0.040
—
400
490
20
-30℃
27
适用于中碳钢及低合金钢结构的全位置焊接,焊缝具有良好的力学及抗裂性能
THJ506-1
E5016-1
0.12
1.60
0.75
0.030
0.030
—
400
490
20
-46℃
27
适用于低温高韧性材料的全位置焊接
THJ506Fe-1
E5018-1
0.10
1.60
0.65
0.030
0.030
—
420
500/
640
22
-50℃
47
用途同THJ506-1,药皮中含有铁粉,可提高焊条熔敷效率,工艺性能好
THJ506D
E5016
0.12
1.60
0.75
0.035
0.040
—
400
490
22
-30℃
27
专用于中碳钢及低合金钢结构的底层打底焊接,单面焊双面成形操作容易
THJ506X
E5016
0.12
1.60
0.75
0.035
0.040
—
400
490
20
-30℃
47
特别适用于立向下角焊缝和搭接焊缝,焊缝成形美观,低氢型药皮的立向下焊专用焊条
THJ506Fe
E5018
0.12
1.60
0.75
0.035
0.040
—
400
490
22
-30℃
27
用途同THJ506,可进行全位置焊接,药皮中含有铁粉,可提高熔敷率。
THJ506Fe13
E5028
0.12
1.60
0.90
0.035
0.040
—
400
490
22
-20℃
27
用途同THJ506,适用于平焊和平角焊接,药皮中含有铁粉,可提高熔敷效率
THJ506Fe16
E5028
0.12
1.60
0.90
0.035
0.040
—
400
490
22
-20℃
27
用途同THJ506,适用于平焊和平角焊缝,焊条熔敷率为160%左右
THJ507
E5015
0.10
0.85/
1.40
0.65
0.030
0.035
—
400
490
22
-30℃
47
适用于中碳钢及低合金钢结构的全位置焊接,焊接电源为支流反接。
焊缝具有良好的力学性能和抗裂性能
THJ507-1
E5015-1
0.12
1.60
0.75
0.030
0.030
—
400
490
22
-46℃
27
适用于碳钢或低合金钢及船用A、B、C、D、E级钢重要结构。
低合金钢焊条
牌号
型号
GB
熔敷金属化学成分(%)(≤)
熔敷金属力学性能(≥)
特点与用途
C
Mn
Si
S
P
其余
Rel/RP0.2
MPa
Rm
MPa
A
%
AKV
J
THJ502WCu
E5003-G
(TB)
0.12
0.30/0.90
0.40
0.030
0.030
Cu0.20/0.50
W0.20/0.50
425
(例值)
540
(例值)
27
(例值)
-40℃
35
(例值)
耐候钢专用焊条,用于铁路耐候车辆的焊接
THJ502NiCu
E5003-G
(TB)
0.12
0.30/0.90
0.40
0.030
0.030
Cu0.20/0.50
Ni0.20/0.50
420
(例值)
535
(例值)
27
(例值)
-40℃
36
(例值)
耐候钢专用焊条,用于铁路耐候车辆的焊接
THJ502NiCrCu
E5003-G
(TB)
0.12
0.30/0.90
0.40
0.030
0.030
Cr0.20/0.50
Ni0.20/0.50
Cu0.20/0.50
420
(例值)
530
(例值)
27
(例值)
-40℃
36
(例值)
主要用于耐候的铁路机车车辆的焊接
THJ506NiCu
E5016-G
(TB)
0.12
1.25
0.70
0.025
0.030
Cu0.20/0.40
Ni0.20/0.50
390
490
22
-40℃
27
用于碳钢及50Kg级耐候钢的焊接
THJ506NiCrCu
E5016-G
(TB)
0.10
1.25
0.60
0.020
0.025
Cu0.20/0.40
Cr0.30/0.80
Ni0.20/0.50
400
500
22
-40℃
60
用于50Kg级耐候钢的焊接
THJ506NH
E5016-G
0.10
0.50/1.30
0.40
0.020
0.030
Cu0.20/0.35
Mo0.30/0.50
390
490
20
-20℃
47
该焊条是50公斤级耐火耐侯钢配套的专用焊条,主要用于要求耐火耐侯的重要钢结构的焊接
230
(600℃)
—
≥25
(600℃)
—
THJ506R
E5016-G
0.10
1.00/1.50
0.50
0.025
0.030
Ni0.45/0.80
390
490
22
-40℃
47
适用于采油平台船舶及高压容器等重要结构的焊接。
THJ506RK
E5016-G
0.10
1.00/1.50
0.50
0.025
0.030
Ni0.45/0.80
390
490
22
-40℃
47
可用于低温高韧性材料的焊接
THJ507R
E5015-G
0.10
1.00/1.50
0.50
0.025
0.030
Ni0.45/0.80
390
490
22
-40℃
47
适用于采油平台船舶及高压容器等重要结构的焊接。
THJ507RH
E5015-G
0.10
1.60
0.50
0.025
0.025
Ni0.45/0.80
390
490
22
-40℃
47
用于船舶、桥梁、高压管道、压力容器、锅炉、海上平台以及其它重要结构的焊接
THJ507CuP
E5015-G
0.12
0.80/1.30
0.50
0.035
0.06/
0.12
Cu0.20/0.50
390
490
22
-30℃
27
用于铜磷系列抗大气、耐海水腐蚀的钢结构的焊接
THJ507MoNb
E5015-G
0.12
0.60/1.20
0.65
0.025
0.030
Mo0.30/0.60
Nb0.03/0.15
390
490
22
常温
47
用于抗硫化氢、抗氢、氮、氨、及氢介质腐蚀用钢的焊接如12SiMoVNb、15MoV等
THJ507MoWNbB
E5015-G
0.10
0.85/1.30
0.45
0.025
0.030
Nb0.01/0.04
B0.0005/0.0015
Mo0.40/0.60
390
490
22
常温
47
用于中温高压耐氢、氨介质腐蚀的焊接如12SiMoVNb等
THJ556
E5516-G
0.12
≥1.00
0.30/0.70
0.025
0.030
—
440
540
17
-30℃
27
焊接中碳钢及相应强度的低合金钢结构,如15MnV等
THJ556R
E5516-G
0.12
1.00/1.80
0.30/0.70
0.025
0.030
Ni0.85
440
540
17
-40℃
47
用于低温高韧性材料及相应强度等级的低合金钢的焊接
THJ556RH
E5516-G
0.12
1.00/1.80
0.60
0.020
0.020
Ni0.60/1.20
440
540
17
-40℃
54
用于低温高韧性材料及相应强度等级的低合金钢的焊接
THJ556NiCrCu
E5516-G
(TB)
0.10
1.60
0.60
0.025
0.020
Cu0.20/0.40
Cr0.30/0.90
Ni0.20/0.60
440
550
22
-40℃
60
用于55kg级耐候钢的焊接。
THJ557R
E5515-G
0.10
1.00/1.80
0.30/0.70
0.025
0.030
Ni0.85
440
540
17
-40℃47
用于碳钢和部分低合金钢结构的焊接
THJ557
E5515-G
0.12
1.00
0.30/0.70
0.025
0.030
—
440
540
17
-30℃
47
用于焊接中碳钢以及部分低合金钢
THJ557RH
E5515-G
0.12
1.00/1.80
0.60
0.020
0.020
Ni0.60/1.20
440
540
17
-40℃
57
用于焊接中碳钢以及部分低合金钢
THJ606
E6016-D1
0.12
1.25/1.75
0.60
0.025
0.030
Mo0.25/0.45
490
590
15
-30℃
27
焊接中碳钢及相应强度等级的低合金钢的焊接。
THJ606NiCrCu
E5016-G
(TB)
0.10
2.0
0.60
0.020
0.025
Cu0.20/0.40
Cr0.30/0.90
Ni0.20/0.90
550
600
20
-40℃
60
用于60Kg级耐候钢以及车辆、近海工程结构、桥梁等的焊接
THJ607
E6015-D1
0.12
1.25/1.75
0.60
0.025
0.030
Mo0.25/0.45
490
590
15
-30℃
27
焊接中钢及相应强度的低合金钢结构,如15MnVN等。
THJ607Ni
E6015-G
0.10
≥1.00
0.80
0.025
0.030
Ni1.20
490
590
15
-40℃
34
用于相应强度等级,并有再热裂纹倾向钢结构的焊接
THJ607RH
E6015-G
0.10
1.00/1.65
0.60
0.025
0.025
Ni0.65/1.20
Mo0.10/0.40
490
590
15
-40℃
47
用于焊接压力容器、桥梁、水电站下降管及海洋工程等重要结构。
THJ657RH
E6015-G
0.12
1.20/1.80
0.60
0.020
0.020
Ni0.80/1.40
Mo0.20/0.40
540
640
15
-40℃
54
用于X80级管线钢及强度级别相同低合金钢结构焊接。
THJ707
E7015-D2
0.15
1.65/2.00
0.60
0.025
0.030
Mo0.25/0.45
590
690
15
-30℃
27
焊接相应强度的低合金钢结构,如15MnMoVNd等
THJ707RH
E7015-G
0.10
1.20/1.60
0.30/0.60
0.020
0.025
Ni1.40/2.00
Mo0.25/0.50
590
690
15
-50℃
34
用于船体结构的焊接,也适用于高强度钢等重要结构的焊
THJ807
E8015-G
0.20
2.00
0.75
0.025
0.030
Mo0.60/1.00
690
780
13
常温
27
焊接相应强度的低合金钢入14MnMoVN等
THJ807RH
E8015-G
0.10
1.30/1.80
0.50
0.020
0.025
Mo0.30/0.60
Ni2.00/2.70
685
785
17
-40℃
69
用于焊接相应强度等级的低合金钢重要结构。
THJ807A
E8015-G
0.09
2.00
0.40
0.020
0.025
Mo0.80/1.10
690
780
13
-40℃
34
焊接相应的低强度的低合金钢结构
THJ857
E8515-G
0.20
2.00
0.75
0.020
0.025
Mo0.60/1.00
740
830
12
常温
27
用于焊接抗拉强度相当于830MPa的低合金钢结构。
THJ857Ni
E8515-G
0.10
2.10
0.75
0.015
0.020
Ni2.50/3.00
740
830
12
-40℃
27
用于焊接抗拉强度相当于830MPa的低合金钢结构。
THJ857Cr
E8515-g
0.15
1.00
0.60
0.035
0.035
Cr0.70/1.10
V0.05/0.15
Mo0.50/1.00
740
830
12
-40℃
27
用于焊接抗拉强度相当于830MPa的低合金钢结构。
THJ857R
E8515-G
0.09
0.80/1.60
0.50
0.015
0.015


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 常见焊条焊丝型号牌号对照一览表 常见 焊条 焊丝 型号 牌号 对照 一览表
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 广东省普通高中学业水平考试数学科考试大纲Word文档下载推荐.docx
广东省普通高中学业水平考试数学科考试大纲Word文档下载推荐.docx
-
计算题测试文档格式.docx
-
会计年终总结范文精选10篇Word文件下载.docx
-
基坑支护及降排水方案Word格式文档下载.docx
-
古代诗歌鉴赏一剪梅学案Word文档格式.docx
-
国标舞考级Word文件下载.docx
-
机电工程质量验收规范是什么Word文档下载推荐.docx
-
技术员工作自我评价文档格式.docx
-
交警支队车棚改造工程施工合同文档格式.docx
-
护士变更注册申请审核表与示范文本Word文档下载推荐.docx
-
最新学校新冠肺炎疫情防控应急预案Word文件下载.docx
-
GB50204钢筋规范之欧阳总创编Word格式文档下载.docx
-
《半期整改措施》Word格式.docx
-
诊断 症状学腰背痛关节痛汇总.docx
-
英美文学欣赏The Analysis of Shelleys Ode to the West Wind.docx
-
增值税营改增所得税消费税车购税测试题.docx
-
整理二级建造师管理真题.docx
-
英语三级重点高频词汇导入背单词APP使用.docx
-
浙教版学年九年级数学上册第2章测试题及答案.docx
-
证件照教学设计方案.docx
-
优品课件之《从锁国走向开国的日本》教案.docx
-
整理北京交通大学万用表组装实验报告.docx
-
质量管理计划.docx
-
有机化学鉴别.docx
-
整理照明灯饰灯具行业分类英语词汇.docx
-
濉溪县城市总体规划公示.docx
-
智能化工程质量验收记录表.docx
-
学生会纪检部工作总结.docx
-
幼儿园保教主任发言稿.docx
-
跆拳道协会工作总结.docx
-
中国茶叶店连锁市场竞争分析与竞争战略研究报告.docx
-
学宪法讲宪法主题演讲稿800字精选5篇弘扬宪法精神演讲稿5篇.docx
-
真题矩阵论Word文档下载推荐.docx
-
长春版小学四年级下册语文《小蓝裙的故事》教案Word格式.docx
-
整合汇编晚会策划方案锦集10篇Word格式.docx
-
浙江传媒学院本科生第二课堂实践项目库Word文件下载.docx
-
人教版五年级下册数学假期一日一练资料Word格式.docx
-
浙江临安於潜第一初级中学初三上年末综合考试科学二Word文档下载推荐.docx
-
整理经贸工作会议讲话Word文档格式.docx
-
智慧树知到《内科学》章节测试答案Word文档格式.docx
-
人教版小学五年级上册数学全册教案Word文档下载推荐.docx
-
中国的外汇管理制度Word文件下载.docx
-
桥梁专项施工方案Word下载.docx
-
前端工程师实习报告Word下载.docx
-
中国工商银行委托书Word下载.docx
-
职高高三班主任年终工作总结Word下载.docx
-
人教部编版七年级语文上册第四单元13植树的牧羊人练习1Word文档格式.docx
-
人美版小学三年级美术下册教案 全册Word文件下载.docx
-
职业生涯规划社会工作说课材料Word格式.docx
-
中国历史上审计的内容机构和职能审计有哪些基本职能其内容是什么文档格式.docx
-
人力资源管理师二级复习资料Word格式.docx
