 热洗车工艺.docx
热洗车工艺.docx
- 文档编号:4407231
- 上传时间:2022-12-01
- 格式:DOCX
- 页数:35
- 大小:340.23KB
热洗车工艺.docx
《热洗车工艺.docx》由会员分享,可在线阅读,更多相关《热洗车工艺.docx(35页珍藏版)》请在冰豆网上搜索。
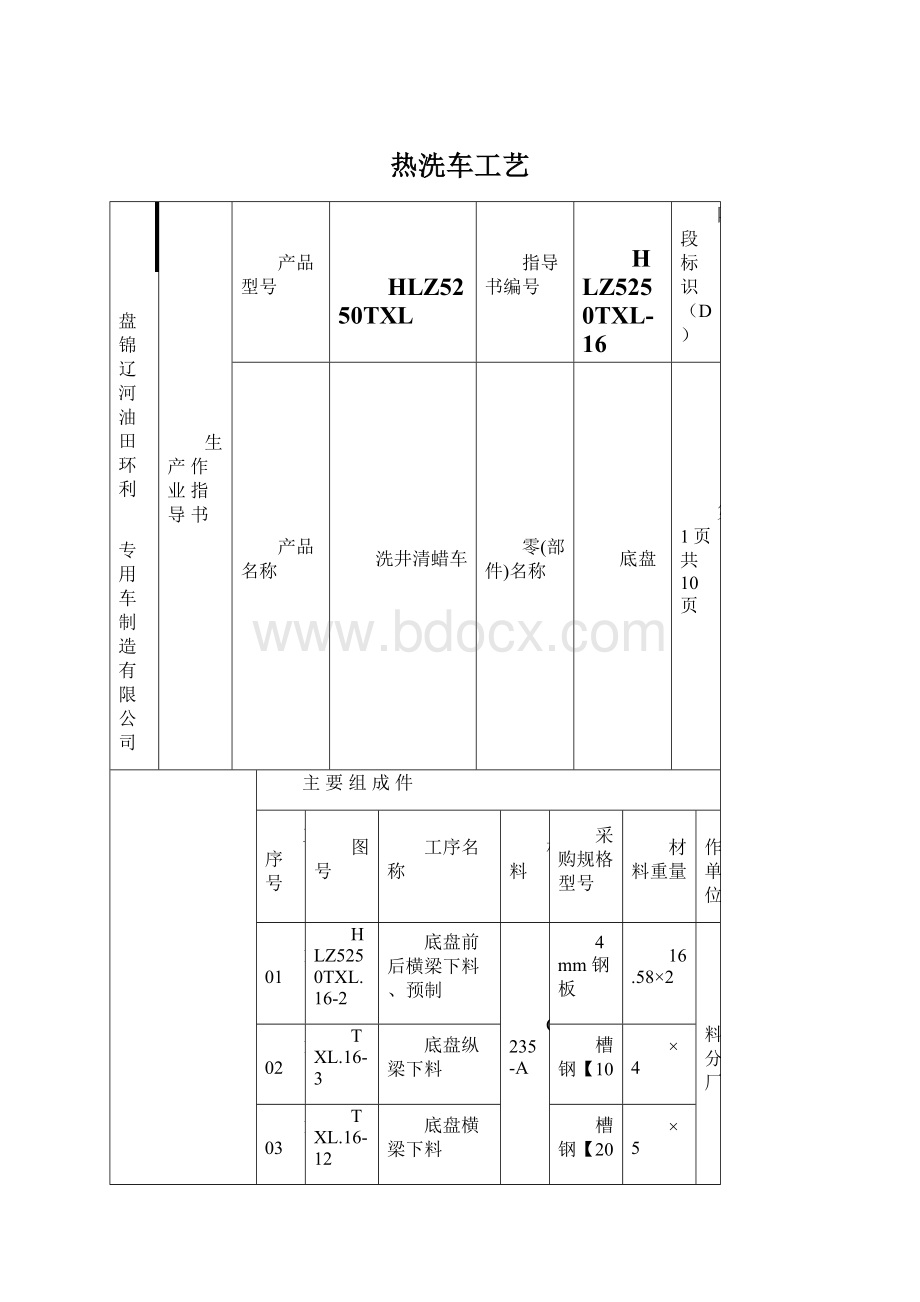
热洗车工艺
盘锦辽河油田环利
专用车制造有限公司
生产作业指导书
产品型号
HLZ5250TXL
指导书编号
HLZ5250TXL-16
阶段标识(D)
产品名称
洗井清蜡车
零(部件)名称
底盘
第1页共10页
主要组成件
工序号
图号
工序名称
材料
采购规格型号
材料重量
工作单位
101
HLZ5250TXL.16-2
底盘前后横梁下料、预制
Q235-A
4mm钢板
16.58×2
下料分厂
102
TXL.16-3
底盘纵梁下料
槽钢【10
×4
103
TXL.16-12
底盘横梁下料
槽钢【20
×5
104
TXL.16-16
内外筋板下料、预制
10mm钢板
×13
105
TXL.16-18
座板下料
8mm钢板
×1
106
TXL.16-8
加强筋下料、预制
角钢50×50×5
×1
107
TXL.16-9
工作台制作、底盘组焊
4mm花纹板
×1
焊接一车间
108
TXL.16-4
台上支架下料焊装
槽钢【1
×4
辅料
序号
名称
规格型号
单位
数量
制造厂家
1
砂轮片
A24P
包
0.8
河间市三丰磨具有限公司
2
二氧化碳保护焊丝
JQMG50-6
卷
0.3
金桥焊材集团有限公司
焊条
J506
根
26
天津金桥焊材有限公司
4
工步
作业内容及要求
使用设备及工装
检验要求
检验设备
规格型号
设备工装调整规范
100
作业准备:
物料是否齐全正确,质量是否满足要求。
劳动保护是否配备齐全。
设备运行情况是否满足生产需求。
检具是否配带齐全正确。
101
对底盘前后横梁下料,画线,按照设备操作规程调节剪板机刃口距离,用剪板机下料4mm钢板
剪板机
符合图纸尺寸要求
钢板尺/游标卡尺/角度尺
WC67Y-160/4000
无调节要求
102
底盘纵梁,画尺寸,用无齿锯下料,下料后打磨光滑
无齿锯、电动角磨机
打磨光滑
G01-100
S1M-HC-100
103
底盘横梁,用无齿锯下料,下料后打磨光滑
无齿锯、电动角磨机
尺寸符合要求
G01-100
S1M-HC-100
104
内外筋板,CAD画图,数控切割机下料,打磨光滑,
数控切割机,电动角磨机
尺寸误差小于2mm,打磨光滑
AG-400
S1M-HC-100
105
座板,数控切割下料打磨光滑
数控切割机、电动角磨机
尺寸误差要小于5mm
AG-400
S1M-HC-100
106
加强筋下料,测量尺寸,画线,用无齿据下料,
无齿据
尺寸830
Y90L-2
107
平台采用花纹板,根据尺寸画线,用数控切割机下料,打磨光滑,采用断续焊接
无齿锯,电动角磨机,焊机
焊缝高4mm
S1M-HC-100
ZX7-400
108
底盘纵梁,根据尺寸画线,用无齿锯割断后打磨光滑
无齿锯、电动角磨机
G01-100
S1M-HC-100
电流在135安培~145安
编制
审核
会签
标准化
批准
日期
日期
日期
日期
日期
盘锦辽河油田环利
专用车制造有限公司
生产作业指导书
产品型号
HLZ5250TXL
指导书编号
HLZ5250TXL-4
阶段标识(D)
产品名称
洗井清蜡车
零(部件)名称
后护栏、进液孔盖
第2页共10页
主要组成件
工序号
图号
工序名称
材料
采购规格型号
材料重量
工作单位
109
TXL.4-1
后护栏横梁下料
Q235-A
方管40×40×1.5
×1
下料车间
110
TXL.4-2
后护栏竖梁下料
×8
111
TXL.4-3
护栏底座
8mm钢板
×8
112
HLZ5250TXL.4
后护栏组焊
焊接一车间
113
TXL..2.1
耳板连接板下料、预制
×2
下料车间
114
TXL..2.1.1
上盖下料
3mm钢板
×1
115
TXL..2.1.2
钢圈下料、预制
φ63mm钢圈
×1
116
TXL..2.1.5
圆筒下料、预制
φ4103mm铁桶
×1
117
进液孔盖的组焊
焊接一车间
辅料
序号
名称
规格型号
单位
数量
制造厂家
1
砂轮片
A24P
包
0.9
河间市三丰磨具有限公司
2
二氧化碳焊丝
JQMG50-6
卷
0.1
金桥焊材集团有限公司
3
焊条
J506
根
13
天津金桥焊材有限公司
工步
作业内容及要求
使用设备及工装
检验要求
检验设备
规格型号
设备工装调整规范
100
作业准备:
物料是否齐全正确,质量是否满足要求。
劳动保护是否配备齐全。
设备运行情况是否满足生产需求。
检具是否配带齐全正确。
109
后护栏横梁,放样;依据放样尺寸,用无齿据下料
无齿据
尺寸合格40×40×1.5-2485
钢板尺/游标卡尺/角度尺
Y90L-2
无调节要求
110
后护栏竖梁,根据尺寸画线,用无齿据割断
无齿据
下料尺寸合格(在误差范围内)950mm
Y90L-2
111
护栏底座,CAD画图,数控切割机切割下料,打磨光滑
数控切割机、电动角磨机
下料尺寸合格(在误差范围内)90×50mm
AG-400
S1M-HC-100
112
后护栏组焊,采用断续焊与焊体焊接、焊接美观
焊机
连续角焊,焊道高度4mm
ZX7-400
电流在135安培~145安培
113
耳板连接板,CAD画图,数控切割机下料,下料后打磨光滑
数控切割机、电动角磨机
下料尺寸合格(在误差范围内)
AG-400
S1M-HC-100
无调节要求
114
上盖,CAD画图,数控切割机下料,下料后打磨光滑
数控切割机、电动角磨机
下料尺寸合格(在误差范围内)Φ430
AG-400
S1M-HC-100
115
钢圈下料,根据尺寸画线,用无齿据割断
无齿据
钢圈Φ6-1256
Y90L-2
116
圆筒下料,剪板机剪板,用小的滚扳机,滚圆
剪板机,滚扳机
保证圆弧直径410mm
WC67Y-160/4000
117
进液孔盖的组焊,拼接、点焊固定,固定后满焊
焊机
焊接牢固,没有漏孔
ZX7-400
电流在135安培~145安培
编制
审核
会签
标准化
批准
日期
日期
日期
日期
日期
盘锦辽河油田环利
专用车制造有限公司
生产作业指导书
产品型号
HLZ5250TXL
指导书编号
HLZ5250TXL-2.4
阶段标识(D)
产品名称
洗井清蜡车
零(部件)名称
筒体
第3页共10页
主要组成件
工序号
图号
工序名称
材料
采购规格型号
材料重量
工作单位
118
TXL..2.4-1
筒体侧板下料、预制
Q235-A
5mm钢板
×1
下料车间
119
TXL..2.4-1
筒体上下板下料、预制
×2
120
TXL.2.4-7
筒体长横边架下料、预制
角钢50×50×5
×6
121
TXL.2.4-12
筒体竖边架下料、预制
×8
122
TXL.2.4-16
筒体短横边架下料、预制
×6
123
TXL.2..1
出水口下料、预制
5mm钢板
×1
124
HLZ5250TXL-2.4
筒体组焊
焊接一车间
辅料
序号
名称
规格型号
单位
数量
制造厂家
1
二氧化碳焊丝
JQMG50-6
卷
0.2
金桥焊材集团有限公司
2
焊条
J506
根
34
天津金桥焊材有限公司
工步
作业内容及要求
使用设备及工装
检验要求
检验设备
规格型号
设备工装调整规范
100
作业准备:
物料是否齐全正确,质量是否满足要求。
劳动保护是否配备齐全。
设备运行情况是否满足生产需求。
检具是否配带齐全正确。
118
筒体侧板,画线,剪板机下料,折弯机压弯
剪板机、折弯机
下料尺寸合格(在误差范围内)
钢板尺/游标卡尺/角度尺
WC67Y-160/4000、
WC67Y-160/4000
无调节要求
119
筒体上下板,画线,剪板机下料,折弯机压弯
剪板机、折弯机
下料尺寸合格(在误差范围内)
WC67Y-160/4000、
WC67Y-160/4000
120
筒体长横边架,放样;依据放样尺寸,用无齿据下料、打磨毛刺
无齿据、电动角磨机
下料尺寸合格
∠50²×5-990
Y90L-2
S1M-HC-100
121
筒体竖边架下料;放样;依据放样尺寸,用无齿据下料、打磨毛刺
无齿据、电动角磨机
下料尺寸合格
∠50²×5-580
Y90L-2
S1M-HC-100
122
筒体短横边架;放样;依据放样尺寸,用无齿据下料、打磨毛刺
无齿据、电动角磨机
下料尺寸合格
∠50²×5-1800
Y90L-2
S1M-HC-100
123
出水口下料,画线,剪板机下料,折弯机压弯
剪板机、折弯机
下料尺寸合格(在误差范围内)
WC67Y-160/4000、
WC67Y-160/4000
124
对加工好的零件进行校正,然后在平台上摆放好,用二保焊机进行定位、组焊焊接
焊接平台、焊机
焊接牢固,不变形、钢板摆放拼接位置正确
ZX7-400
电流135A—145A
电压28V
编制
审核
会签
标准化
批准
日期
日期
日期
日期
日期
盘锦辽河油田环利
专用车制造有限公司
生产作业指导书
产品型号
HLZ5250TXL
指导书编号
HLZ5250TXL.2
阶段标识(D)
产品名称
洗井清蜡车
零(部件)名称
水箱
第4页共10页
主要组成件
工序号
图号
工序名称
材料
采购规格型号
材料重量
工作单位
125
HLZ5250TXL.2.2
扶梯下料、预制
Q235-A
3/4”圆管
×1
下料车间
126
HLZ5250TXL.2.3
连接管下料、预制
4”圆管
×1
127
HLZ5250TXL.2-1
吊耳预制、焊接
φ20圆钢
×4
128
安装进油孔盖、扶手、扶梯
装配车间
129
液位计、通气阀及密封蝶阀
130
密封试验
辅料
序号
名称
规格型号
单位
数量
制造厂家
1
二氧化碳焊丝
JQMG50-6
卷
0.3
金桥焊材集团有限公司
2
焊条
J506
根
12
天津金桥焊材有限公司
3
4
工步
作业内容及要求
使用设备及工装
检验要求
检验设备
规格型号
设备工装调整规范
100
作业准备:
物料是否齐全正确,质量是否满足要求。
劳动保护是否配备齐全。
设备运行情况是否满足生产需求。
检具是否配带齐全正确。
125
扶梯下料,放样;依据放样尺寸,用无齿据下料、打磨毛刺
无齿据、电动角磨机
下料尺寸合格(在误差范围内)
钢板尺/游标卡尺/角度尺
Y90L-2S1M-HC-100
无调节要求
126
连接管下料、放样;依据放样尺寸,用无齿据下料、打磨毛刺
无齿据、电动角磨机
下料尺寸合格(在误差范围内)
Y90L-2S1M-HC-100
127
对加工好的零件进行校正,然后在平台上摆放好,用二保焊机进行定位、组焊焊接
焊接平台、焊机
焊接牢固,不变形、钢板摆放拼接位置正确
Y90L-2S1M-HC-100
电流135A—145A
电压28V
128
焊接并安装进油孔盖1个、扶手4个、扶梯1个
焊机
焊接牢固,不变形、
Y90L-2S1M-HC-100
129
安装外购件液位计、通气阀及密封蝶阀各1个
Y90L-2
130
向水箱注水打压,并存水6个小时,看是否有泄露
编制
审核
会签
标准化
批准
日期
日期
日期
日期
日期
盘锦辽河油田环利
专用车制造有限公司
生产作业指导书
产品型号
HLZ5250TXL
指导书编号
HLZ5250TXL.8
阶段标识(D)
产品名称
洗井清蜡车
零(部件)名称
左右侧防护
第5页共10页
主要组成件
工序号
图号
工序名称
材料
采购规格型号
材料重量
工作单位
131
HLZ5160SQ5T.8-1
侧护栏连接槽下料
Q235-A
槽钢【10
×2
下料车间
132
HLZ5160SQ5T.8-2
侧护栏横槽下料
×2
133
HLZ5160SQ5T.3-3
侧护栏竖槽下料
×2
134
TSN700.12-6
连接件下料
槽钢【18
×4
135
HLZ1257.4-8
连接板下料、预制
2MM钢板
×2
136
HLZ5160SQ5T.8-3
支撑管下料、预制
6¨圆管
×2
137
HLZ5160SQ5T.2
左右侧护栏组焊
焊接一车间
辅料
序号
名称
规格型号
单位
数量
制造厂家
1
二氧化碳焊丝
JQMG50-6
卷
0.1
金桥焊材集团有限公司
2
焊条
J506
根
5
天津金桥焊材有限公司
3
工步
作业内容及要求
使用设备及工装
检验要求
检验设备
规格型号
设备工装调整规范
100
作业准备:
物料是否齐全正确,质量是否满足要求。
劳动保护是否配备齐全。
设备运行情况是否满足生产需求。
检具是否配带齐全正确。
无齿据、电动角磨机
下料尺寸在误差范围内、焊接牢固,不变形、钢板摆放拼接位置正确
钢板尺/游标卡尺/角度尺
Y90L-2、S1M-HC-100
无调节要求
131
侧防护栏连接槽下料,放样;依据放样尺寸,用无齿据下料
132
侧防护栏横槽下料,放样;依据放样尺寸,用无齿据下料
133
侧防护栏竖槽下料,放样;依据放样尺寸,用无齿据下料
134
预制连接板4件、依据放样尺寸画线、剪板机下料
割矩、角向磨光机
S1M-HC-100
135
支撑管、依据放样尺寸画线、适用气焊切割
无齿锯、角向磨光机
Y90L-2S1M-HC-100
136
按照图纸下料、并焊接预制支架管2个
无齿锯、焊机
Y90L-2ZX7-400
137
将侧护栏各件按照图纸要求进行组焊
电流85A—95A
电压28V
编制
审核
会签
标准化
批准
日期
日期
日期
日期
日期
盘锦辽河油田环利
专用车制造有限公司
生产作业指导书
产品型号
HLZ5250TXL
指导书编号
HLZ5250TXL.6
阶段标识(D)
产品名称
洗井清蜡车
零(部件)名称
后防护、护轮罩
第6页共10页
主要组成件
工序号
图号
工序名称
材料
采购规格型号
材料重量
工作单位
138
HLZ5160TGL.05.3-1
后防护栏横梁下料、预制
Q235-A
方管100×40×4
17.714×1
下料车间
139
HLZ5310ZXS.03.1.2
端板下料、预制
5mm钢板
0.125×2
140
HLZ5160TGL.05.3-2
斜支撑板下料、预制
8mm钢板
2.471×2
141
HLZ5160TGL.05.3
后护拦组焊
焊接一车间
142
HLZ1310.3A-3
护轮板下料、预制
Q235-A
2mm钢板
7.24×4
下料车间
143
HLZ5250SQ8T.4
护轮板支撑板下料、预制
4mm钢板
0.5×8
144
HLZ1310TCY.3-1
护轮板固定架下料
角钢30×30×3
0.05×16
145
HLZ5160TXL.8
护轮板胶板
外购
辅料
序号
名称
规格型号
单位
数量
制造厂家
1
砂轮片
4寸
包
0.4
天津金桥焊材有限公司-
2
二氧化碳焊丝
JQMG50-6
卷
0.5
金桥焊材集团有限公司
3
焊条
J506
根
5
天津金桥焊材有限公司
4
工步
作业内容及要求
使用设备及工装
检验要求
检验设备
规格型号
设备工装调整规范
100
作业准备:
物料是否齐全正确,质量是否满足要求。
劳动保护是否配备齐全。
设备运行情况是否满足生产需求。
检具是否配带齐全正确。
无齿锯、角向磨光机
外形尺寸符合图纸上的技术要求、焊道平整均匀
钢板尺/游标卡尺/角度尺
AG-400Y90L-2
无调节要求
138
使用无齿锯下料,打磨毛刺
139
用CAD绘图,输入数控切割机,下料,打磨毛刺
数控切割机、卷尺、角向磨光机
S1M-HC-100AG-400瑞松3米卷尺
140
用CAD绘图,输入数控切割机,下料,打磨毛刺
数控切割机、卷尺、角向磨光机
S1M-HC-100AG-400
141
采用断续焊接,焊道饱满,并保证距离均匀。
142
用CAD绘图,输入数控切割机,下料,打磨毛刺
数控切割机、卷尺、角向磨光机
S1M-HC-100AG-400
143
用CAD绘图,输入数控切割机,下料,打磨毛刺
数控切割机、卷尺、角向磨光机
S1M-HC-100AG-400
144
使用无齿锯进行下料、下料数量为2根
数控切割机、
AG-400
编制
审核
会签
标准化
批准
日期
日期
日期
日期
日期
盘锦辽河油田环利
专用车制造有限公司
生产作业指导书
产品型号
HLZ5250TXL
指导书编号
HLZ5250TXL.7
阶段标识(D)
产品名称
洗井清蜡车
零(部件)名称
工具箱
第7页共10页
主要组成件
工序号
图号
工序名称
材料
采购规格型号
材料重量
工作单位
146
HLZ5160SQ5T.4-1
工具箱支撑架下料
Q235-A
槽钢【5
×2
下料车间
147
HLZ1310.5.1-6
工具箱框架下料、预制
角钢40×40×4
×8
148
HLZ1310.5.1-5
工具箱侧板下料
2mm钢板
×6
149
HLZ5250SQ8T.5.1
工具箱组焊
焊接一车间
150
HLZ1257.1.4-1
立柱弯板下料
Q235-A
槽钢【5
0.36×4
下料车间
151
HLZ1257.1.2-2
立柱插槽下料、预制
16Mn
3mm钢板
5.48×4
152
零部件喷涂
喷涂车间
辅料
序号
名称
规格型号
单位
数量
制造厂家
1
砂轮片
4寸
包
0.6
天津金桥焊材有限公司-
2
二氧化碳焊丝
JQMG50-6
卷
0.9
金桥焊材集团有限公司
3
4
工步
作业内容及要求
使用设备及工装
检验要求
检验设备
规格型号
设备工装调整规范
100
作业准备:
物料是否齐全正确,质量是否满足要求。
劳动保护是否配备齐全。
设备运行情况是否满足生产需求。
检具是否配带齐全正确。
外形尺寸符合图纸上的技术要求、焊道平整均匀
钢板尺/游标卡尺/角度尺
146
工具箱支撑架下料,放样;依据放样尺寸,用无齿据下料
无齿据角向磨光机
AG-400Y90L-2
无调节要求
147
下料,打磨毛刺
角向磨光机
Y90L-2
148
工具箱侧板下料,放样;依据放样尺寸,用无齿据下料
无齿据角向磨光机
AG-400Y90L-2
149
采用断续焊接,焊道饱满,并保证距离均匀。
焊机
ZX7-400
电流135A—145A
电压28V
150
立柱弯板下料下料,放样;依据放样尺寸,用无齿据下料
无齿据角向磨光机
AG-400Y90L-2
无调节要求
151
立柱插槽下料,放样;依据放样尺寸,用无齿据下料
无齿据角向磨光机
AG-400Y90L-


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 洗车 工艺
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《雷雨》中的蘩漪人物形象分析 1.docx
《雷雨》中的蘩漪人物形象分析 1.docx
-
《经济法基础》第三章章节练习与答案解析.docx
-
安徽省合肥市包河区卫生健康系统招聘试题及答案解析.docx
-
《河中石兽》复习过程.docx
-
版二级建造师《公路工程管理与实务》考前检测 附答案.docx
-
保密安全制度监理组5篇修改版.docx
-
北师大版届九年级上学期期末考试英语试题I卷.docx
-
PACE产品及周期优化法系统结构复习课程.docx
-
常规变电站常规设计.docx
-
初三欧姆定律计算题题型整理.docx
-
《测绘管理与法律法规》模拟试题一附答案.docx
-
2测风工岗位练兵技术比武.docx
-
《小学语文不同课型的教学模式参考》1.docx
-
15高考宁夏英语及答案教学内容.docx
-
ABS圆形笔筒课程设计说明书.docx
-
c语言程序填空题.docx
-
茶艺师高级三级教学计划大纲.docx
-
场平土石方工程施工项目组织设计.docx
-
《人力资源管理》期末试题及答案教学内容.docx
-
《河南省高等学校教师实验人员中高级专业技术职务任职资格申报评审条件试行.docx
-
01钢结构制作施工工艺标准文档.docx
-
IIR数字滤波器的设计流程图.docx
-
005纺丝作业指导书.docx
-
1991高考化学试题.docx
-
GMP审核检查表与审核员指南.docx
-
成本会计试题二.docx
-
14001讲师心态调整培训讲座讲义体验版共14页文档.docx
-
cpld矩阵键盘.docx
-
《金融服务营销》.docx
-
NHR100过程校验仪140408.docx
-
Q+ Web 改版设计小结.docx
-
八年级上册古诗词鉴赏含参考答案.docx
-
教育学自考复习资料.docx
-
解剖学实验报告总.docx
-
绿色矿山建设实施方案.docx
-
届四省名校高三第一次大联考英语试题含答案和解析.docx
-
金属材料硬度对照表之欧阳美创编.docx
-
秘书合同书.docx
-
经典团队精神演讲稿 全.docx
-
精品关于国内小c臂厂家的技术参数一览表.docx
-
民事公益诉讼的基本模式研究.docx
-
精选员工辞职报告范文汇总10篇.docx
-
建筑工程临时用水方案.docx
-
某购物中心绩效考核办法.docx
-
竞聘机关演讲稿四篇.docx
-
健康晚会主持词开场白串词.docx
-
九型人格测试题含答案.docx
-
教师诚信主题演讲稿.docx
-
某项目各岗位职责说明书doc 13页.docx
-
酒店经理年终总结范文酒店经理工作总结和工作计划写.docx
-
结构动力学习题解答一二章.docx
