 Eagle60近100种不良的分析及调节方法.docx
Eagle60近100种不良的分析及调节方法.docx
- 文档编号:4375672
- 上传时间:2022-12-01
- 格式:DOCX
- 页数:31
- 大小:117.47KB
Eagle60近100种不良的分析及调节方法.docx
《Eagle60近100种不良的分析及调节方法.docx》由会员分享,可在线阅读,更多相关《Eagle60近100种不良的分析及调节方法.docx(31页珍藏版)》请在冰豆网上搜索。
Eagle60近100种不良的分析及调节方法
AB339Eagle60
FullyAutomatic
GoldWireBallBonder
Revision:
B
Date:
02-13-2003
1stBondIssue
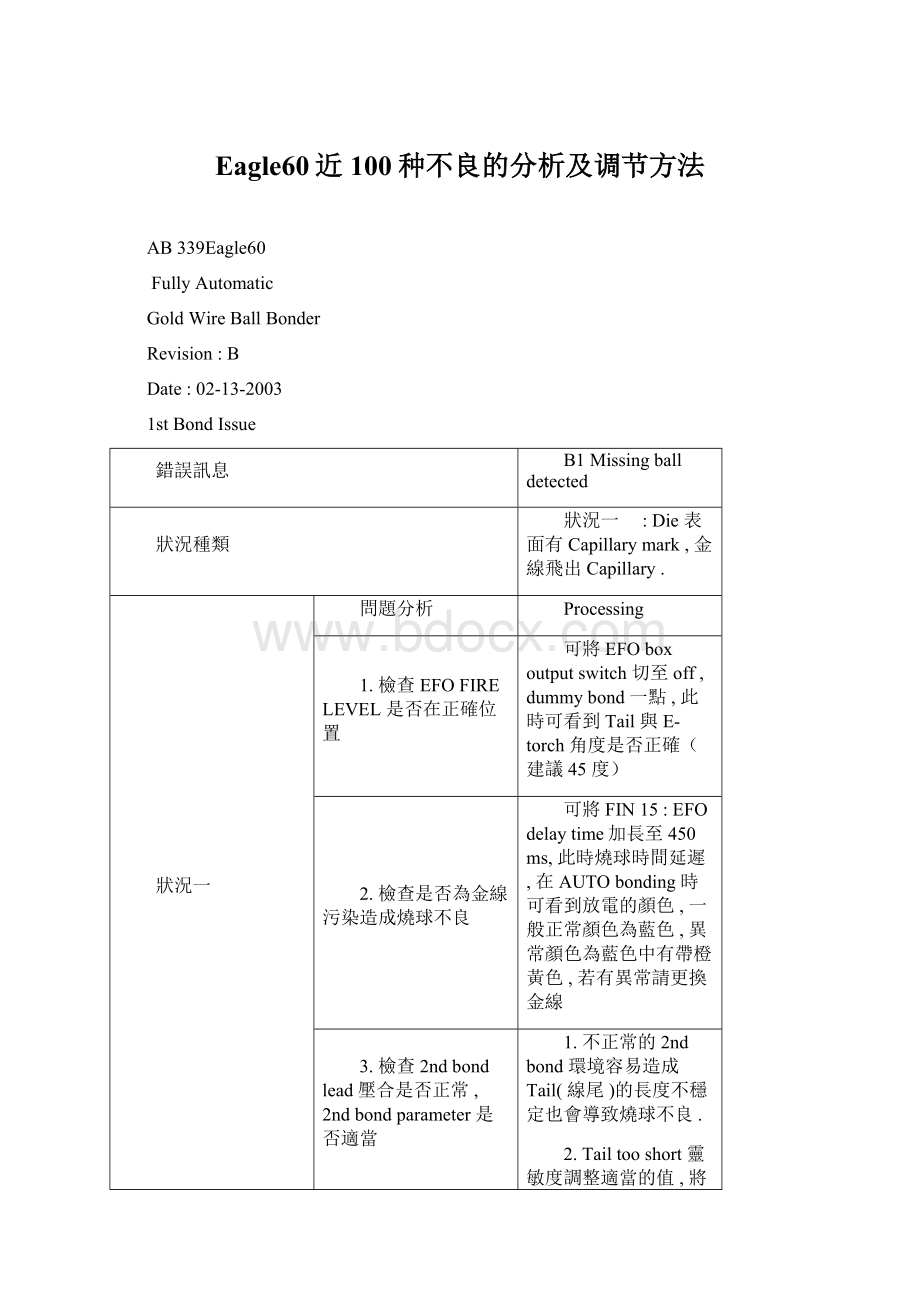
錯誤訊息
B1Missingballdetected
狀況種類
狀況一 :
Die表面有Capillarymark,金線飛出Capillary.
狀況一
問題分析
Processing
1.檢查EFOFIRELEVEL是否在正確位置
可將EFOboxoutputswitch切至off,dummybond一點,此時可看到Tail與E-torch角度是否正確(建議45度)
2.檢查是否為金線污染造成燒球不良
可將FIN15:
EFOdelaytime加長至450ms,此時燒球時間延遲,在AUTObonding時可看到放電的顏色,一般正常顏色為藍色,異常顏色為藍色中有帶橙黃色,若有異常請更換金線
3.檢查2ndbondlead壓合是否正常,2ndbondparameter是否適當
1.不正常的2ndbond環境容易造成Tail(線尾)的長度不穩定也會導致燒球不良.
2.Tailtooshort靈敏度調整適當的值,將有助於檢知Tail長度正常與否,進而防止capillarymarkonpad的發生(建議值-5~0)
4.E-Torch太髒
1清潔E-Torch
5放電棒打火打在windowclamp上
1.調整windowclamp高度
6.參數設定不良
1.2銲點powerforcesearchspeed太大
2.Wireclamp(open/close)force不良
Remark
優點
缺點
Transducerfquency64kHZ
一銲點peeling多
二銲點浮動易解決
Transducerfquency138HZ
一銲點peeling少
二銲點浮動不易解決
錯誤訊息
B81stbondnon-stick
狀況種類
狀況一:
Die表面污染,銲針不良
狀況二 :
參數設定不良
狀況三:
transducer阻抗異常
狀況四 :
一銲點不黏假偵測,偵測回路有問題
問題分析
Processing
狀況一
1monitor看到diepad有灰塵或污染造成第一點打不黏
1.使用”Corrbnd”將此線重新補上
2暫時更改增加1stbondbasepower/force的數值,將此線補上後再恢復原來之數值
2.銲針污染或銲針壽命到期
1.更換銲針
4diffuser位置,氣量不正確
1重新調整
狀況二
1.檢查參數(power/force)是否超出設定範圍
1重新確認參數並銲線後歡察ballshear狀況
2溫度參數設定不良
狀況三
1contactlevel
2transducerout輸出不良
狀況四
3.已銲線完成卻出現錯誤訊息
1重新調整ball設定
2.將金線尾端確實接地.
3.檢查偵測回路是否為斷路.
4.檢查EFOboxstickdetectboard是否偵測錯誤,如發生故障請更換EFObox.
硬體檢查方法:
如圖A-B點應為0Ω,A-C點應為≧1MΩ
Remark
錯誤訊息
SmallBall
狀況種類
狀況一:
DiePad上出現小球
問題分析
Processing
狀況一
1檢查是否為金線污染造成燒球不良金線汙
1可將FIN15:
EFOdelaytime加長至450ms,此時燒球時間延遲,在AUTObonding時可看到放電的顏色,一般正常顏色為藍色,異常顏色為藍色中有帶橙黃色,若有異常請更換金線
2E-Torch太髒
1清潔E-Torch並dryrun4小時(萬不得已,請勿清潔)並請勿使用砂紙
3線尾太短
可將EFOboxoutputswitch切至off,dummybond一點,此時可看到Tail長度是否正常
1.調整線尾設定值
4diffuser位置,氣量不正確
1重新調整
錯誤訊息
OffCenterBall/GolfBall
狀況種類
狀況一:
線尾燒球不良,形成高爾夫球狀;在pad上可看到偏心球
問題分析
Processing
狀況一
1線尾太長
可將EFOboxoutputswitch切至off,dummybond一點,此時可看到Tail長度是否正常
2金線或線徑污染
1可將FIN15:
EFOdelaytime加長至450ms,此時燒球時間延遲,在AUTObonding時可看到放電的顏色,一般正常顏色為藍色,異常顏色為藍色中有帶橙黃色,若有異常請更換金線
2清潔線徑
3Airtensioner氣太低
1調整airtensioner氣流量
4放電器或線路連接不良
1檢查放電線路是否正常,否則重新接好
2更換EFOBOX
5檢查打火位置是否正常
可將EFOboxoutputswitch切至off,dummybond一點,此時可看到Tail與E-torch角度是否正確(建議45°)
4diffuser位置,氣量不正確
1重新調整
7floatinglead
1
82nd打到異物
1清除異物,並重新銲線
9air不乾淨
1檢查過濾器是否變黃
錯誤訊息
SmashBall
狀況種類
狀況一:
所有的球皆為大扁球
狀況二:
偶發性大扁球
問題分析
Processing
狀況一
1impaceforce太大
1減少searchspeed,speedprofileBlk#0Acceleration40001000
2Shrht過低
3contactsearchthreshold為8的倍數
2Force不良
1減少bondforce參數設定
2作forceverification觀看是否須作forcecalibration
3確認FORCERADIO–1.12到-1.15之間
3超音波不良
1更換銅鏍絲,銲針
2Poweroffset是否任易變更
4ZDrive設定不良
重新調整校正ZDriveovershortundershort
狀況二
1晶片/熱壓板浮動
1調整熱壓板壓合
2EFO打火棒設定不良
1打火棒位置設定不良
3E-Torch污染
1用酒精清潔E-Torch,必要時更換之
4EFO放電不良
1更換EFO
5Die厚/Die高度
不一致`
1反應DieBond工程
6Airdiffuser太大
1調整airdiffuser設定
7共振
1XYtableturning
8pivotspring
1pivotspring不良
9noise
1Table和BH及W/H至EFO接地不良
錯誤訊息
NeckCrack
狀況種類
狀況一:
NeckCrack單一缺口
狀況二:
StressNeck缺口成一環狀
問題分析
Processing
1參數設定不良
1Revisedistance太大
2Revisedistanceangle太大可將RDA降低
3Reviseheight太低
4EFOCurrent太大
5線尾參數設定太小,造成打火過程中,打火打到銲針裡
2Capillary不良
1錯誤使用銲針規格
2觀察銲針印是否成圓形
3將銲針拿至顯微鏡下觀看是否髒汙或受損,更換新的銲針
3線夾不良
1線夾間隙太小
4金線問題
1更換較軟的金線
5放線不程不良
1降低feedpower
狀況二
1因二銲點的振動太大造成
1二銲點的power太大,或force太小
2二銲點浮動
2
Remark
錯誤訊息
Ballsift(I)
狀況種類
狀況一:
Pad上沒有球,且PRmonitor上畫面並無晃動(海筮甚樓效應)
問題分析
Processing
狀況一
1PR設定不良
燈光調校不良
1重新設定PR
Note:
1尋找特殊點
2選擇glaylevel
2OPTIC不良
1OPTIC固定螺絲鬆脫
2OPTIC內之鏡片鬆脫
3OPTICLEFTARM鬆脫
3CCD不良
1CCDALIGNMENT不良
2CCD螺絲鬆脫
3TOPPLATE鬆脫
1TOPPLATE鬆脫
4破真空氣量太大
1調整氣閥
5EPROXY未乾
1反應工程
6BondTipoffset
設定不良
1重新設定Setup內的BondTipOffset
錯誤訊息
Ballsift(II)
狀況種類
PRmonitor上畫面晃動(海筮甚樓效應)
問題分析
Processing
狀況一
1Airdiffuser不足
1提高airdiffuser氣量
2調整airdiffuser角度
2破真空太大,有熱氣造成第一銲點偏移
1校正破真空之air量於0.3~0.5LPM
3高壓空氣偏低,所轉換的真空不足,導致影像辨認系統(PRS)對晶體做SearchAlignmentPoint位置有偏差,造成整體1stbondposition有偏移現象
1更換孔徑較大的高壓空氣管,提高高壓空氣進入機器的氣壓量,且真空值有提高到標準值。
4BHCOOLING異常
1檢查是否有阻塞
5氣路異常
1檢查氣路是否正常
Remark
1BH停機過久,打第一顆會靠近M/CSide
2BH打熱後,Truseducor會向前,故球會向opraterside
2
ndBondIssue
錯誤訊息
B92ndbondnon-stick
狀況種類
狀況一 :
觀看打完二銲點完後是否有燒球
狀況二 :
打完二銲點後,並無燒球
問題分析
Processing
狀況一
1.Leadframe表面污染
1.由monitor看到leadframe有灰塵或污染造成第二點打不黏.
Note1.使用“Corrbnd“將此線重新補上.
2.暫時更改增加2ndbondbasepower/force的數值,將此線補上後再恢復原來之數值
2壓板沒壓好造成lead浮動
1.用攝子下壓lead觀察是否浮動
Note1.調整壓板之關閉位置,使其將leadframe壓好.
2.將壓板底部貼上耐熱膠布,使其有效固定leadframe.
狀況二
3.已銲線完成卻出現錯誤訊息
1.將金線尾端確實接地.
2.調整“stickadj“之設定值,其數值約在12~15.
3.檢查偵測回路是否為短路.
4.檢查EFOboxstickdetectboard是否偵測錯誤,如發生故障請更換EFObox.
軟體檢查方法:
使用singlebond銲一條線,觀察此線的偵測數值,如偵測錯誤,則數值會顯示與設定相等之數值,此表示偵測回路發生問題.
硬體檢查方法:
如CASE17圖所示A-B點應為0Ω,A-C點應為≧1MΩ
錯誤訊息
B13Tailtooshort
狀況種類
狀況一 :
2ndbond完成後,金線在capillary內,或飛出capillary。
bondhead作taillength卻沒有線尾可燒球
狀況二:
留有正常線尾確報Tailtooshort
問題分析
Processing
狀況一
1LF浮動
2參數設定不良
1.Leadframe是否變形或浮動,造成2ndbond不穩定.
2.2nd銲點的Powerforce太大
狀況二
1假偵測
1.是否為偵測值(samplesize)設定不良造成誤偵測.(一般設定為–5~0)
錯誤訊息
AbnormalTail
狀況種類
狀況一:
2ndBond後線尾不正常
狀況二:
2ndBond後線尾正常
問題分析
Processing
狀況一
1.參數不良
1.Settingisnotappropriate(toosensitive)
2異物
1確認前一條線之2ndbond是否有異物
Note:
1.清除異物並拔除此線,重新燒球補線
狀況二
1參數不良
1重新設定AbnormalTail的門檻和靈敏度
錯誤訊息
WireandE-Torchcontaminated
狀況種類
狀況一:
觀看打火情況,打火顏色為黃色
狀況二:
觀看打火情況,打火顏色為藍色
問題分析
Processing
狀況一
1金線污染
1.在AUTObonding時可看到放電的顏色,一般正常顏色為藍色,異常顏色為藍色中有帶橙黃色,若有異常請更換金線
2.清潔金線路徑
狀況二
2假偵測
1重新設定WireandE-Torchcontaminated的門檻和靈敏度
錯誤訊息
EFOGapWide
狀況種類
狀況一:
二銲點打完後沒有線尾
問題分析
Processing
狀況一
1.觀看上一條線2ndbond是否髒汙異物
1.清除異物並拔除此線,重新燒球補線
2.如2ndbond無異物
1.調整2ndbond parameter
3熱壓板浮動,檢查2ndbondlead壓合是否正常
1.用攝子下壓lead觀察是否浮動
Note1.調整壓板之關閉位置,使其將leadframe壓好.
2.將壓板底部貼上耐熱膠布,使其有效固定leadframe
4金線污染
1在AUTObonding時可看到放電的顏色,一般正常顏色為藍色,異常顏色為藍色中有帶橙黃色,若有異常請更換金線
5金線路徑污染
1清潔金線路徑及Wireclamp和airtensioner
6銲針不良
1觀察銲針印是否正常成一圓形,否則更換之
REMARK
何謂EFOGapWide
EFOGapWide=/=EFOVoltage
1EFOGapWide是一種偵測電壓門檻
2是一種對於燒球的偵測
3需要多少電壓來突破空氣層
錯誤訊息
二銲點位置偏移
狀況種類
狀況一:
二銲點銲線前虛擬線位置正常,但銲完線後所有二銲點向同一方向偏移
狀況二:
二銲點銲線前虛擬線位置不正常,且銲完線後部分二銲點偏移
問題分析
Processing
狀況一:
1參數設定不良
1.檢查AutoMenu之Locallead是否打開
2.檢查TeachMenu->EditProgram->AutoTeachwire->EditVLLMap是否打開
3.檢查SetupMenu->ZoomOffCentre大小倍率是否同心
2人為變更
1.檢查是否人為疏忽在調整第二點位置程式錯誤造成的點斜邊
狀況二
1.Vll燈光設定不佳
1.檢查VllSetting是否使用GrayLevel(T型Lead不適用)
a.至TeachAutoEditWireVllLoadVll檢查燈光設定。
b.至TeachAutoEditWireVllVllSetting檢查是否使用GrayLevel。
2.VllAutod功能被開啟
1Function15PRControlVllAutoThreshold功能被開啟
a此功能一般只使用在Lead較寬的Leadframe上,可克服Lead有變色或輕微變形時,Vll仍可找到Lead中心而不停機。
3.ZoomOffCenter偏移。
1SetupZoomOffCenter位置
a.至ZoomOffCenter後使用B項目,在Lead上打一個鋼印後用十字線中心對準圓心。
b.此功能在校正低倍率的焦距中心點與Capillary中心點的偏移量
4.CameraAliment步驟不確實。
1CameraAliment水平度檢查
a.在Die上選擇一個特殊點,利用十字線的X軸左右邊緣分別對準特殊點給予點後按Enter,Table會自動左右移動,目視檢查十字線的X軸左右邊緣是否對準特殊點。
5XYTable不良
1.重做TableAutoTune。
至SetupCalibrationTuneTable
a.選擇TuneTableXTable(密碼:
3398),約需20分鐘。
b.選擇TuneTableYTable(密碼:
3398),約需20分鐘。
6OPTIC不良
6.更換新Optic重新設定BondTipOffset為X:
Y=60000,0。
重新CameraAliment調整。
LoopingIssue
錯誤訊息
ExcessiveLoopCORRECT
狀況種類
1狀況一:
問題分析
Processing
狀況一
參數不良
Loopcorrect太大
錯誤訊息
FirstKinkStraighten
狀況種類
狀況一:
線往後拉直
問題分析
Processing
狀況一
1參數不良
1Trajectoryprofile設定不良
2loopcorrection太小
2線夾太緊
1用隙片調整線夾開合大小至2mil–1.5mil間
錯誤訊息
Saggingwire線弧下陷
狀況種類
狀況一:
銲線過程中線弧下陷
狀況二:
銲完整個unit後,線弧下陷
問題分析
Processing
狀況一
1參數不良
1synchronousoffset負值太大
狀況二
1銲完線後導線架彎曲變形
1indexclampforce過大
2W/H和outputmagazine調校不良
錯誤訊息
LoopBaseInconsistency
狀況種類
狀況一:
loopbase不一致
問題分析
Processing
狀況一
參數設定不良
SearchDelay不協調
錯誤訊息
InconsistentLooping弧高不一致
狀況種類
狀況一:
弧度高高低低
問題分析
Processing
狀況一
1參數設定不良
1Trajectory選擇不適當
2F16Block3looptoptol設定不良,一般設定8
2摩擦力過大
1放線路徑不正確,摩擦力過大
2銲針不良,摩擦力過大
3線夾間隙不良
3熱壓板浮動,檢查2ndbondlead壓合是否正常
1.用攝子下壓lead觀察是否浮動
Note1.調整壓板之關閉位置,使其將leadframe壓好.
2.將壓板底部貼上耐熱膠布,使其有效固定leadframe
錯誤訊息
WireSway甩線
狀況種類
狀況一:
線甩但是loopbase一致
狀況二:
線甩且loopbase跟著不一致
問題分析
Processing
狀況一
放線路徑摩擦問題引起
1清潔放線路徑
2清潔線夾
3清潔airtensional
4調整FeedPowerTimepower
5更換銲針
放線路徑動作不良
1Wire spoolTensional設定15LPM
2金線軸(wirespool)動作不良
Wireclamp動作不良
1調整wireclampgap到2mil
2設定wireclampblock參數
參數不良
1二銲點的power過大,force太小引起,調小power,並加大force
2加Pull
金線不良
1更換金線
狀況二
氣量過大
邊緣的氣量太大(Airblowatmarginallyprofileortoostrong)
參數設定不良
Pull設定不良
Remark
Wirespool12
-------------
PullRatio
@@@
Loopparameter
RH45→36
-----------
Clearwireclamp
@
Slopstraightness
@@@
XYmotorspeed
-----------
Clearwirepath
@
Searchspeed
384→128
@@@@
Feedpower
-----------
Firelevel
--------------
SPC
@@@
ChangeGoldwire
-----------
Tailbreak
@
Wiremotorspeed
-----------
EFOgapvoltage
-------------
Wireclampgap
3mil→2mil
@
Spanlength
@@@
Wireclampforce
------------
@有改善
----無改善
ErrorCodeMassage
Snakewire蛇線
狀


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- Eagle60 100 不良 分析 调节 方法
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 如何打造酒店企业文化2刘田江doc.docx
如何打造酒店企业文化2刘田江doc.docx
-
律师提供著作权法律服务业务操作指引.docx
-
18秋福建师范大学《经济法》在线作业一.docx
-
施工现场危险源.docx
-
山东省潍坊市昌乐县学年七年级地理下学期期中学业质量评估试题.docx
-
新视野大学英语视听说教程第二版第一册完整答案.docx
-
精校版重庆市 初中毕业水平暨高中招生考试中考英语试题AB卷Word版含答案解析.docx
-
新视野大学英语视听说教程第二版第一册完整答案.docx
-
江苏省刘国钧中学1112学年高二语文上学期期末考前辅导试题卷苏教版会员独享.docx
-
山东省潍坊市昌乐县学年七年级地理下学期期中学业质量评估试题.docx
-
西安交通大学18年课程考试《管理会计》作业考核试题.docx
-
施工安全保证体系.docx
-
南开17秋学期《科学启蒙尔雅》在线作业2.docx
-
秋福师《大学英语1》在线作业二.docx
-
231695 北交《运输物流管理》在线作业2 15秋答案.docx
-
梁原学区安全管理工作实施方案.docx
-
环保管理台帐明细.docx
-
我国三大翻译证书考试概览.docx
-
东大17秋学期《大学英语二》在线作业31.docx
-
静态分析指标.docx
-
山东金瀚控股金瀚置业绩效考核指标库.docx
-
B0301A国际贸易.docx
-
人教版八年级数学上册同步练习试题及答案第11章《三角形》 同步练习及答案111.docx
-
秋福师《概率论》在线作业二.docx
-
17秋福师《高级英语阅读二》在线作业一.docx
-
西南大学17秋0764《工程建设监理》在线作业参考资料.docx
-
生活宝典之社会大转盘一.docx
-
专卖店管理.docx
-
100个CFO的八年之资金管理篇.docx
-
东北师范古代汉语三16秋在线作业2.docx
-
专业技术人员公共危机管理考试.docx
-
东大17秋学期《大学英语二》在线作业31.docx
-
五年级作文之五年级上册期末考试作文.docx
-
中华人民共和国物权法.docx
-
物流管理论文 顺丰快递发展策略分析.docx
-
园林专业中职升高职考试大纲.docx
-
县基础设施项目策划报告书.docx
-
湘版四年级上册美术最新教案.docx
-
项目经理如何抓好质量管理.docx
-
小学二年级语文教案《狐假虎威》教学设计之二.docx
-
小学生做家务心得体会.docx
-
孝泉师范学校实训中心灾后重建项目可行性研究报告.docx
-
新部编版七年级语文上册期末考试题附答案.docx
-
熊家冢员工手册.docx
-
学生会办公室工作总结.docx
-
学生实训报告书国际商务函电.docx
-
学校管理心理学形成性考核册14全部答案.docx
-
学校中小学及幼儿园新冠肺炎疫情防控开学返校工作方案2篇.docx
-
学院各部门维修汇总情况.docx
-
样板售楼处服务管理方案.docx
-
研究计划书范例.docx
