 镜头解像力检测.docx
镜头解像力检测.docx
- 文档编号:4169513
- 上传时间:2022-11-28
- 格式:DOCX
- 页数:7
- 大小:481.56KB
镜头解像力检测.docx
《镜头解像力检测.docx》由会员分享,可在线阅读,更多相关《镜头解像力检测.docx(7页珍藏版)》请在冰豆网上搜索。
镜头解像力检测
镜头解像力检测
鏡頭解像力檢測
第一章:
鏡頭品質檢測
在這一課程當中,我們要針對“鏡頭的投影解像力量測”來做一個簡介。
任何產品的產出都需要經過檢驗,對於鏡頭,我們也有一套檢測其品質的方法。
所謂鏡頭的品質管理,首先要對鏡頭進行檢測,然後將這些鏡頭做品質上的分級,比方說最高級、次等級、最劣級,最後根據這些等級,下單到不同的國家。
那麼,如何才稱得上好鏡頭呢?
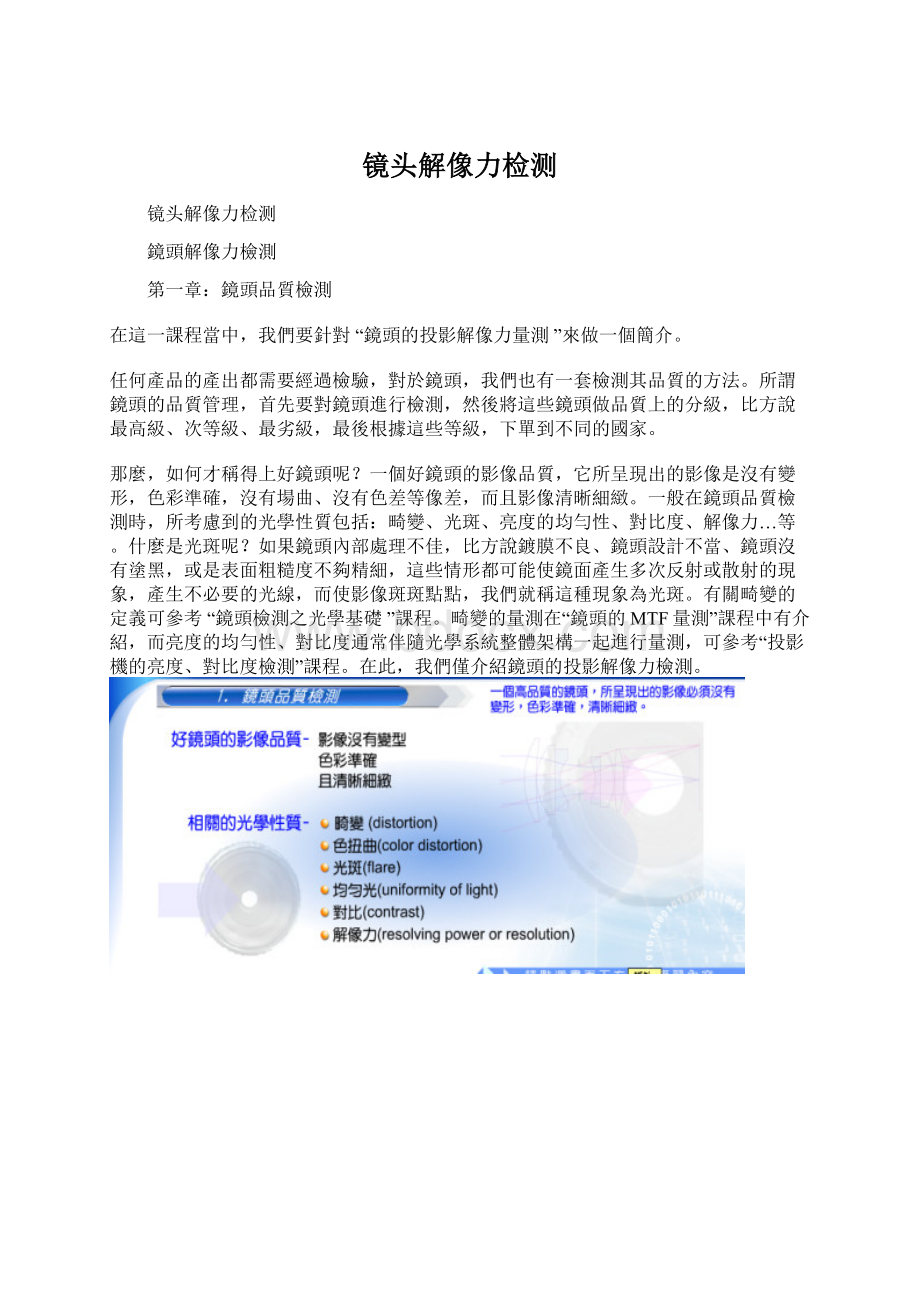
一個好鏡頭的影像品質,它所呈現出的影像是沒有變形,色彩準確,沒有場曲、沒有色差等像差,而且影像清晰細緻。
一般在鏡頭品質檢測時,所考慮到的光學性質包括:
畸變、光斑、亮度的均勻性、對比度、解像力…等。
什麼是光斑呢?
如果鏡頭內部處理不佳,比方說鍍膜不良、鏡頭設計不當、鏡頭沒有塗黑,或是表面粗糙度不夠精細,這些情形都可能使鏡面產生多次反射或散射的現象,產生不必要的光線,而使影像斑斑點點,我們就稱這種現象為光斑。
有關畸變的定義可參考“鏡頭檢測之光學基礎”課程。
畸變的量測在“鏡頭的MTF量測”課程中有介紹,而亮度的均勻性、對比度通常伴隨光學系統整體架構一起進行量測,可參考“投影機的亮度、對比度檢測”課程。
在此,我們僅介紹鏡頭的投影解像力檢測。
第三章:
解像力
3-1解像力的定義
在進行解像力測試之前,我們必須了解何謂解像力?
何謂空間頻率?
解像力與空間頻率的單位都是:
lp/mm。
lp指的就是linepair。
以解像力測試標靶上的圖樣舉例說明,測試標靶的圖案是由一系列不同寬度間隔的黑白線對組合而成。
標靶上的數值,如32、50..等等數值,所代表的就是空間頻率值,表示在每一個mm的範圍內,有幾組黑白條紋線對。
比方說,在一個mm的範圍內有50組黑白條紋,那麼,它的空間頻率就是50lp/mm。
而所謂的解像力指的是可鑑別非常靠近的兩個物點之能力,簡單來說,就是可鑑別多少組黑白線對的能力,也就是可鑑別多少空間頻率值的能力。
對於空間頻率為N(lp/mm)之黑白線對而言,代表每一個mm就有N組黑白條紋,這也就是說每組黑白條紋的寬度為1/N(mm)。
我們想像:
如圖(A)所示,有一個光柵(或數個光狹縫),光可通過的線條區域,其光強度為1,光不可通過的線條區域,其光強度為0,也就是光強度分佈近似於0、1、0、1的矩形方波之光強度分佈,如圖(B)所示。
但是對於通過光柵或光狹縫之光線,在每條光柵狹縫邊緣處均會產生繞射,如圖(C)所示。
使得繞射光線並不會落在光通過之白光區,而是落在黑暗線區的邊緣,造成白光區不夠亮,黑光區不夠暗,降低了通過光柵後的黑白對比度。
當光柵的條紋數目愈密,條紋之黑白對比度愈差,那麼鑑別條紋的程度愈差,如圖(D)所示。
同樣的,由於光學系統本身含有像差,使得每對黑白條紋經過光學系統成像後,會變得較為模糊,不再是清晰的黑白條紋。
黑白條紋的光強度分佈不再是黑白分明近似矩行方波的分佈,而是呈現如圖(D)的餘弦光強度分佈。
所以條紋愈細,對比度相對地愈低,也就愈難被鑑別。
在測試標靶中,我們所看到的黑白條紋,有的是在成像面上沿著直徑方向排列之黑白條紋線對,另一部份則為沿著緣圓周之切線方向排列的黑白條紋線對。
分別代表用來測試徑向方向與測試切線方向的成像品質的解像力。
在圖中我們可以看到S和T兩個英文字母。
S是SagittalImage,或稱為RadialImage,指的是弧矢向、徑向的成像,為沿著直徑方向,也就是由圓心輻射狀射出之箭頭方向的影像。
T則是TangentialImage,也稱為MeridinalImage,表示子午方向的成像;也就是沿著圓周上任一點位置之切線方向的影像,此方向是和徑向垂直的。
檢測人員由中心往外層,記錄各點Sagittal(S)/Tangential(T)的解像力,這個解像力指的就是可鑑別的黑白線對之空間頻率。
3-2解像力規格需求的計算概念
解像力規格需求指的是對空間頻率的鑑別能力。
那麼,要如何計算解像力的規格需求呢?
首先,對於數位相機而言,我們必須要知道CCD的像素(也就是pixel數目)以及CCD的規格尺寸。
對於投影機而言,我們則必須要知道該LCD面板的畫素(pixel數目)和LCD面板的尺寸。
以1280*1024畫素的投影機來舉例:
因為線對是由一黑一白所組成,代表要表現出黑白影像兩個光點,至少需要兩個畫素。
所以將畫素除以2,代表此LCD面板在水平方向最多可解析到(1280除以2等於640組)黑白條紋線對,在垂直方向最多可解析到(1024除以2等於512組)黑白條紋線對;對於長寬比為5比4的LCD面板而言,LCD面板在水平方向的長度計算:
是將LCD對角線的尺寸0.9吋,乘以25.4mm,再乘以五分之四所得到的結果,得到18.29mm值,而在垂直方向則等於(0.9*25.4*3/5=13.72mm);最後,我們將水平方向的線對640lp除以水平方向的長度18.29mm,得到35lp/mm,也就是說:
這個鏡頭在水平方向,至少必須達到35lp/mm的需求,才能滿足最低解像力空間頻率的需求。
同理,也可計算出垂直面的解像力需求之空間頻率值為37linepair。
所以35lp/mm和37lp/mm就分別是這個鏡頭在水平和垂直方向的解像力空間頻率需求值。
第四章:
解像力檢測
4-1檢測工作和檢測記錄
這是一個測試標靶的不同空間頻率之黑白線對分佈圖。
在這些同心圓上可以看到許多條紋,在檢測時,檢測人員必須檢測每一圈上A~H各位置點可以解像的能力有多少。
一般的檢測工作包含描述鏡頭、記錄焦距範圍、焦距狀態和投影距離,然後由中心往外層,將每一圈的Sagittal和Tangential方向的可被鑑別的最高空間頻率的黑白線對記錄到檢測記錄表。
4-2檢測之考量
在進行投影解像力的測試時,有幾個需要注意的事項:
我們不能單單只把鏡頭擺上去做測試,也必須考慮光線的折射、PBS及X-cube的擺設位置,也就是說,檢測的所有設備以及其他光學元件必須和當初光學設計者要求的規格和裝置一模一樣!
目前關於投影檢像力的量測,仍由檢測人員的肉眼來進行檢測,尚無標準量化的數據。
由於這與個人的眼睛鑑別能力大有關聯,如何發展與製定一套針對量產檢測之自動檢測設備為目前產業界的需求。


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 镜头 解像力 检测
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《雷雨》中的蘩漪人物形象分析 1.docx
《雷雨》中的蘩漪人物形象分析 1.docx
-
《经济法基础》第三章章节练习与答案解析.docx
-
安徽省合肥市包河区卫生健康系统招聘试题及答案解析.docx
-
《河中石兽》复习过程.docx
-
版二级建造师《公路工程管理与实务》考前检测 附答案.docx
-
保密安全制度监理组5篇修改版.docx
-
北师大版届九年级上学期期末考试英语试题I卷.docx
-
PACE产品及周期优化法系统结构复习课程.docx
-
常规变电站常规设计.docx
-
初三欧姆定律计算题题型整理.docx
-
《测绘管理与法律法规》模拟试题一附答案.docx
-
2测风工岗位练兵技术比武.docx
-
《小学语文不同课型的教学模式参考》1.docx
-
15高考宁夏英语及答案教学内容.docx
-
ABS圆形笔筒课程设计说明书.docx
-
c语言程序填空题.docx
-
茶艺师高级三级教学计划大纲.docx
-
场平土石方工程施工项目组织设计.docx
-
《人力资源管理》期末试题及答案教学内容.docx
-
《河南省高等学校教师实验人员中高级专业技术职务任职资格申报评审条件试行.docx
-
01钢结构制作施工工艺标准文档.docx
-
IIR数字滤波器的设计流程图.docx
-
005纺丝作业指导书.docx
-
1991高考化学试题.docx
-
GMP审核检查表与审核员指南.docx
-
成本会计试题二.docx
-
14001讲师心态调整培训讲座讲义体验版共14页文档.docx
-
cpld矩阵键盘.docx
-
《金融服务营销》.docx
-
NHR100过程校验仪140408.docx
-
Q+ Web 改版设计小结.docx
-
八年级上册古诗词鉴赏含参考答案.docx
-
卸料平台监理实施细则.docx
-
一个月打算表28天生效.docx
-
新概念第一册单词听写表中英文.docx
-
一名物理学家的教育历程优秀教学设计教案.docx
-
新能源行业战略合作合同协议书范本.docx
-
一年级语文下册第17课《动物王国开大会》教学设计共三课时.docx
-
初中信息技术基础练习题.docx
-
医师执业变更执业多机构备案申请及填写模板最新完整版.docx
-
初中语文 关于文竹系列的散文.docx
-
工业品买卖合同范文标准版10篇.docx
-
刑法中的被害人承诺研究毕业论文.docx
-
公共政策分析试题.docx
-
创业计划书范例87704.docx
-
以欣赏为习题的精选作文八篇.docx
-
学生会主席团未来工作计划3篇.docx
-
大班毕业班工作总结大班毕业班教学个人总结.docx
-
大明朝官职详细列表1汇总.docx
-
大学城校园文化艺术节可行性分析报告.docx
-
一般工程需要报验的部位和验收时的检查项目.docx
