 生产系统绩效管理体系.docx
生产系统绩效管理体系.docx
- 文档编号:4146080
- 上传时间:2022-11-28
- 格式:DOCX
- 页数:20
- 大小:375.10KB
生产系统绩效管理体系.docx
《生产系统绩效管理体系.docx》由会员分享,可在线阅读,更多相关《生产系统绩效管理体系.docx(20页珍藏版)》请在冰豆网上搜索。
生产系统绩效管理体系
生产绩效管理
一、生产效率责任制度的目的:
1、降低本钱
2、加强竞争力
3、依各车间,生产线班组,个人别分配应获取的利益目标,
促其努力达成目标。
二、经营有两个最终目的:
=>提高附加值或迅际效益是企业追求的目标也是责任。
1、追求利润
2、追求薪资
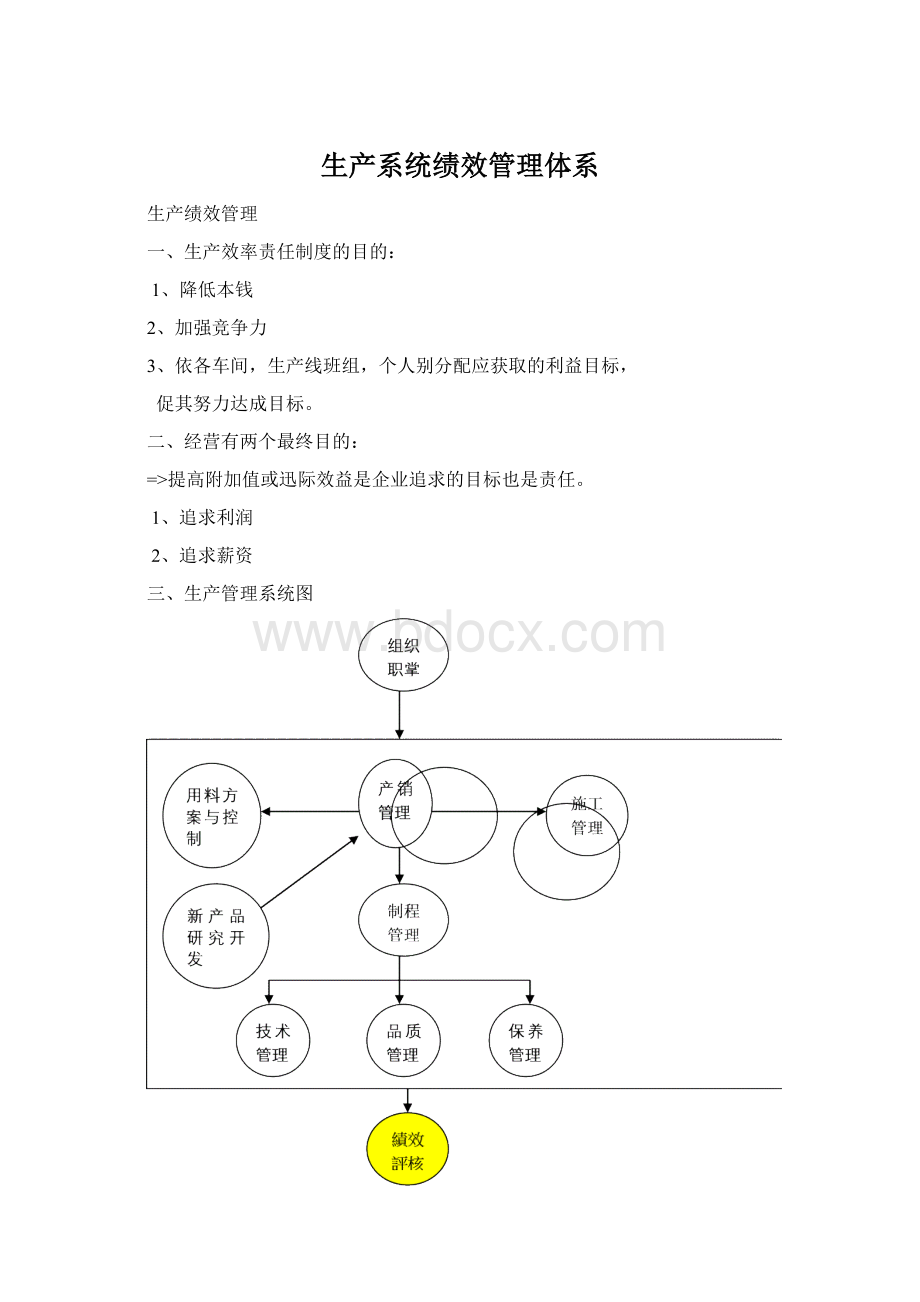
三、生产管理系统图
四.作業工時:
五、减少工作量及无效时间
1.增加工作量、减低生产力的因素
2.因设计及规格方面的瑕疵增加的工作量〔如过量/繁的材料〕
3.设计不良,造成生产流程不顺畅、不经济。
4.缺乏标准〔操作、质量〕增加不必要的工作。
5.因制造或操作方法不当增加的工作量
6.使用错误设备,或在不良情况下操作。
7.布流不良,浪费搬运。
8.不良的工作方法及工作士气、场所、进料品。
9.因管理者因素造成的无效时间
10.过多的产品种类,增加停用现象。
11.过多的设变,因停工或重工力的无效工时。
12.订货及生产方案欠佳,增加人员及设备停用时间。
13.设备故障使意外事件增加无效时间。
14.过多的会议或活动。
15.员工〔操作人员〕未控制内的无效时间
16.迟到、早退、怠工增加的无效时间。
17.工作粗心造成不良,发生重修、重做、报废、退货,本钱的浪费。
六、实施绩效制度应具备条件
1、完整的管理制。
2、设定的标准应具有合理性客观性。
3、每个成员对绩效将励制度应有相当的辽解。
4、应具有充分发挥潜力的评核工程。
七、生产绩效管理执行流程:
八、绩效评估的类别
1、团体绩效〔班組、科課、廠〕。
2、个人绩效。
九、设立绩效奖励制度步骤
1、设定的动机应先予明确。
2、实施的对象应先予确定。
3、评估的方式需先确认。
4、各项评核工程评分双重确实立。
5、事务流程及表单应能配合。
6、试算及修正。
7、订施行细那么。
8、实施结果的检讨与改良。
十、设订动机应先予明确化
1、内部作业人员待遇不平衡,需一套明确制度,予以调和。
2、工作量不高,透过绩效奖金,刺激员工主动去创造发挥
员工的潜能。
3、材料损耗太大,拟由绩效奖金来管制,以减少浪费,提
高收率。
4、不良率太高品质不稳定透过奖励来提起员工注意,以降
低不良品的发生。
5、交期达成差,拟由绩效奖金来促使有关人员管制进度。
6、对公司制度规率视假设舞睹,或不配合藉绩效制度,作业
检核奖惩来激发人员确实配合。
十一、实施的对象应先予确定
1、通常绩效奖金适合直接从事业生产或从事營业的从业人
员。
2、实施对象之级职以主任〔科长〕以下人员较適切,主任〔科长〕级以上人员应以经营达成或固定的经营津貼。
十二、评核的方式需先确认
1、评核类别
①团体绩效
②个人绩效
③間接部门绩效
2、评核方式
①论件计奖
②论件计酬
十三、评核工程的研订
①產量
②品质
③收率
④用料
⑤利益目标达成率
⑥业绩目标达成率
⑦作业检核
⑧案诉罚扣
⑨交辦事项
十四、各评核工程评分比重确实立
由於各单位工作性质不同管制重点也不同自無法同一评核工程评定,因此各单位有的正的评核工程,各考核工程所佔比率也有所不同。
十五、事务流程及表單应能配合
配合绩效奖金的实施有关事务各理表單应加以修正或增设,以便计算绩效奖金。
十六、试算及修正
正式实施绩效奖金之前,应依据3-6个月实绩先行试算,
然后再检讨修正,以符合实际,以利进行。
十七、订定施行细那么
绩效奖金评核制度,试算及修正后,认属合理,应将实施
的辦法明文规定。
十八、施行细那么包括工程
1、评核对象
2、评核工程
3、奖金来源
4、评核方式
5、其他奖罚规定
6、統计核算的作业规定
十九、实施结果的检讨与改良
实施后可能因评核工程不妥或评核标准不适当……造成绩
效獎金有所偏差,因此应依据实施成效,召集相关人员再检讨修正,以期达尽善尽美的地步。
廿、生产绩效主要评核工程及评核方式介绍:
〔一〕机台生产绩效:
综合评判机台设备之运用及能利用绩
效,以辽解机台实际生产效率状况,并藉以了解影乡绩效
之主要因素,俾拟订改善对策。
机台生产效率=机台开动率×机台动用率×产量达成率
〔=机械效率〕
1、机台开动率=机台全月可供生产时数×100%
全月总时数
其中:
〔1〕全月机台可供生产时间=全月总数时数—方案停
机时数。
方案停机时数包括公休、定期保养、及配合停机等预选方案
停机时数。
〔2〕全月总时数=24时×全月日数
2、机台动用率=×100%
其中:
〔1〕机台实际生产时间=机台全月楞供生产时数—非
生产时间
非生产时间包括预奋、改机、故障、制造异常〔待料、
异常处理、及其他生产异常所发生之处理时间〕。
3.产量达成率=×100%
其中“目标线速〞指机台在一定正常时间内之规定产速,不
受非生产时间之影响。
〔二〕人员效率:
分析人员于实际出勤时间内所从事工作绩效对
目标绩效之达成状况,以了解人员效率差异之问题点,俾做
最有效之调配运用。
人员效率=人员出勤率×人员产量效率
1、人员出勤率=×100%
2、人员产量效率=×100%
〔三〕用料收率:
分析各项原、副料投入与产出间之间单位耗用
绩效,以了解因机台效率、原料、制程、人为
等因素所造成之用料绩效差异原因,使能提出
改善,以达成降低本钱之目的。
用料收率=×100%
其中:
1、成品产出量包括合格成品、次级品及不良品量。
2、原料总投入量含主、副料及各项添加料品等工程。
〔四〕品质不良率:
藉各项品质异常工程发生量,统计其占生产
量比例之大小,以了解主要品质不良工程及
其影响,以谋求改善解决之对策。
品质不良率=×100%
其中“制程段产量〞包括正常品量和不良品量。
〔五〕A级成品率:
了解于产出成品中次级品和不良品比例,与
其造成之折价损失对A级产品生产本钱之影响,并分析造成品质降级之主要原因,并采取改善措施。
A级成品率=×100%
〔六〕交期达成率:
经由订单是否如期交货评估产销排程控制绩
效,并分析差异原因以求降低逾期件数。
交期达成率=×100%
1.实施效率的責任区分
实施上的劳力浪費,依其產生的責任可分类如下:
(1)因管理、督導者的理由
*因断缺材料的等待
*因机器故障的作業中断
*因材料不良的誤作等
(2)因作業者的理由
*因閒談的作業中断
*因忽視標准的无效作業
*因士气低落的速度緩慢
*因不注意的誤作
(3)因不可防止的理由
*停電
*火灾事故
在一般企業的損失时間比率〔对于總就業时間〕大致如下:
因管理、督导者的理由
5~20
因作业者的理由
20~50
因不可防止的理由
0
因此,对于「因作業者理由」的时間損失尚有許多改善的余地。
2.作業者責任的实施效率
影响作業实施效率的因素有
(1)微小的作業休止或空間
*在作業開始或終了附近,中午休息的前后或更換工作时容易发生。
*始業后或終業前的清掃或整理
*过份慎重的作業
*由于不注意的不良品發生或重修
*作業时的閒談或擅自离席
(2)作業速度
*动作的有效性〔各人对于作業的适性与熟練〕
动作正确
动作的組合没有浪費
身体部份的巧妙聯合
*动作的速度〔各人对于作業的努力与熱忱〕
(3)忽視標准作業方法
標准作業是在滿足設備、資材、品質、平安等諸条件中最經濟,亦即生產力最高的方法。
*設備能力的有效利用度
*周轉数的標准遲緩
*投入在設備的数量較規定為少
*加熱、枯燥或化学反應的时間較規定為多
*实際配置人数的过多或缺乏
*配置人数較標准為多
*机器操作台数標准為少
*动作的效率
*不遵守規定的作業程序
低效率的动作或不經濟的作業方法
廿二、制度介绍
1、实施对象:
纺纱厂运转作业人员及契约人员。
2、奖金基准:
以底薪以外之固定津贴或奖金约3500元/人
作为评核基准。
3、基数设计:
职位
作业人员
班员
统计人员
落纱长
副班长
班长
未满2个月
2~3个月
3个月以上
基点数
比照班员
依说明项
实际次数或工作量
标准次数或工作量
实际挡车台数
标准挡车台数
说明
①挡车人员基点数=
②落纱一般作业员=
4、评核方式
分组作业个人绩效考核工程
(1)、评核工程
工作量
〔产量〕
依年度设定之标准挡台数,标准用人数,由各主管视其实际挡车台数或用人数,每日于配合表上核定绩效基点数。
作业检核
评核
每人每月600元为根本金额,据作业检核评定是否扣罚款计算最后所得为作业检核加给。
(2)、计算方式
评核工程
计算方式
备注
〔一〕工作量〔用绩效基点数评订〕
1、每月个人绩效奖金总和=该月缴库完件换算
人工件×单价
2、每基点数单价=
3、每人每月绩效奖金所得=每人实际累计基点数
×基点数单价
4、个人每月所得=每月个人绩效奖金+作业检核
加给+〔伙食津贴〕+中夜班津贴+底薪
〔1—〕—客诉罚扣
注:
1、个人每日基点
①挡车员绩效基点数=
②落纱及一般人员基点数=
③班长:
倍,副班长、落纱长
倍,书记倍。
1、作业检核方式:
每日由干部〔班长以上〕对所负责之范围实施作业检核,将操作不良者之姓名及不良事实记录於“作业检核〞后送厂务凭以核发作业检核之加给。
2、作业检核加给核发标准
①每人每日20元,每月600元为限〔当月〕全勤者全数发给,未全勤者,依实际发给。
②每日每检不良一次〔含〕以上,当日加给停发,但当月不良超过10次〔不含〕者停发当月作业检核加给600元。
③检核工程依作业检核基准辨理。
1、以成品缴库量计量。
2、运转课长得视小组当末基点数之总和作±10%之调整。
〔2〕独立作业个人绩效绩效评核方式
评核工程
单价×每人每日工作量
作业检核
1、作业检方式:
每日由干部〔领班以上〕对所负责之范围实施作业检核,将不良者姓名及不良事实记录於“作业检核表〞后送厂务室,凭以扣罚薪资。
2、评核之依据“独立计件作业检核基准〞辨理。
某胶布厂生产部门绩效制度
1、实施对象
课科长、主任级〔含〕以下人员。
2、奖金标准
奖金每基数为绩效奖金1.300元,规章表单执行奖金100
元,共计元/基数。
3、职位基数设定
职位
课科长(副代〕
专员
值班主管
副工师
领班
技术员
作业员
助理技术员
契约员
女作业员
基数
4
3
4、评核工程
工程
产量
品质
收率
奖罚项目
规章表单
客诉
盘点
电脑表单
考勤
平时考核
比例
70%
15%
15%
罚扣
罚扣
罚扣
罚扣
减发
奖罚
5、评核方式
类别
公式
参加全人绩效奖金者
奖金=绩效奖金〔产量所得+品质所得+收率所得+各项罚扣额〕+其他津贴
未参加个人绩效奖金者
薪资=底薪+绩效奖金+其他津贴
6、计算公式
〔1〕先计算全课之全体奖金再依各评核工程之绩效达成率算出各班之绩效奖金。
1)、全课奖金额=
2)、机台〔种〕奖金额评核方式
①机台绩效奖金=每单位标准单价×〔1±产量收率达成加减
率〕×月实际产量+停机评核。
②停机评核=35元×停机日数×机台实际基数
③每单位标准单价=元×机台人员编制基数÷〔每台每
日标产能×28〕
3)、产量、收率达成加减率计算
①产量达成率=
×100%
②收率达成率=×100%
收率达成率
101.9%
101.5%
101.8%
101.1%
101.4%
100.7%
101%
100.3%
10%
99.7%
100.2%
99.3%
99.6%
98.9%
99.2%
98.5%
99.2%
98.1%
98.4%
98%
加减比率
%
+10
%
%
+6
%
%
+3
0
%
-
%
-3
%
-
%
-6
%
-
(2)各班之绩效奖金加减个人之奖罚工程,即为个人绩效奖金。
1.机班绩效资金=×
2.个人绩效奖金=个人所属机班绩效奖金±奖罚工程金额
3.机班绩效积分=机班绩效得分×
〔3〕机班绩效评核
1.产量绩效〔45分〕
①产量绩效〔45分〕
机班产量分数=45分×
×100%
②收率绩效〔12分〕
机班收率分数=12分×〔1±机台收率达成加减率×2〕
2.品质绩效评核分数
①自主检查评核方式〔9分〕
依“制程自主检查实施细那么〞办理
扣分=
②操作标准评核方式〔9分〕
计算式同①项。
3、品质异常确认,厂课间品质申诉及客户品质抱怨及申诉之评
核方式〔扣分〕
①厂长认可出货
依规定罚扣基准实施〔例如全批性色差,每件扣1分,
批内色差每件扣分〕。
②厂长、品管判退回处理
依规定罚扣基准实施〔例如厂长判送客户确认者,每
件扣1分,课间申诉每件扣1分〕。
4、机台清洁评分方式〔5分〕
依“机台清洁检查方法〞实施。
5、厂课长考核方式
生产绩效管理系统
三、奖励金计算与分配
计
算
1、每月就各机台用人费用降低,及主机故障
率之实际绩效分别计算奖金提拨额。
〔负效
益为罚扣额〕
2、各项提拨或罚扣额相抵之净额为实发奖金额,但假设相抵后为负值时,那么保存至次月抵扣。
分
配
当月实发奖金依职务分类设定之基数分配至个人
职务名称课长组长主办保养员助理
保养员
分配基数


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 生产 系统 绩效 管理体系
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 转基因粮食的危害资料摘编Word下载.docx
转基因粮食的危害资料摘编Word下载.docx
-
高中英语词组大全Word文档下载推荐.docx
-
卫计局年工作总结及新年工作计划Word格式.docx
-
贵州省煤矿安全管理人员安全资格证A考试概况Word格式.docx
-
系统集成项目招标文件Word文件下载.docx
-
消防设计技术审查的要点Word文档格式.docx
-
第三章 习题课 带电粒子在磁场或复合场中的运动Word格式.docx
-
湖南岳阳中考英语模拟卷含答案Word文档格式.docx
-
电子商务考试题总汇打印版打印打印Word下载.docx
-
选调生考试备考言语理解与表达真题Word文档格式.docx
-
高考物理实验题专练 专练15Word文档格式.docx
-
加装奥迪A4L蓝牙电话功能Word文档下载推荐.docx
-
学年下学期好教育高三月考仿真卷A卷 语文 学生版后附详解Word文档下载推荐.docx
-
净化生产车间工程一般施工技术施工方案Word文档格式.docx
-
内蒙古呼和浩特市第六中学学年高一政治下学期期末考试试题Word下载.docx
-
证券行业客户经理电话营销技巧与实例Word文档下载推荐.docx
-
叶芝 苇间风文档格式.docx
-
最新中美贸易摩擦的原因及解决对策1论文Word文件下载.docx
-
意义的近义词Word格式文档下载.docx
-
上海市中考英语试题S.docx
-
专题12观点论证类设问.docx
-
附加安心重疾条款.docx
-
设计变更管理办法修改意见稿FINAL汇编.docx
-
毕业赠言毕业致词精选多篇.docx
-
银行新员工代表发言稿精选多篇.docx
-
北京市朝阳区届高三第一学期期末语文试题Word版含答案.docx
-
HL线切割使用说明书模板.docx
-
车工实训周记.docx
-
USBHID键盘扫描码.docx
-
Apmpoqu4调研报告.docx
-
最熟悉的陌生人作文八篇.docx
-
被动语态综合讲解.docx
-
人教版六年级下册第2单元《百分数二教学设计与意图.docx
-
人教版七年级下册语文课后字词详解版.docx
-
感恩教育主题班会课件设计.docx
-
高三生物必修一知识点归纳总结.docx
-
人教版实用精品七年级语文下册第三单元测试题含答案.docx
-
高速公路养护工作调研报告范本.docx
-
钢结构施工方案09836.docx
-
人教版小学四年级语文下册期末复习.docx
-
人教版英语九年级Unit12单元练习含答案.docx
-
高校辅导员个人工作总结通用版.docx
-
钢筋混凝土管道施工方案1.docx
-
人教课标本三年级下册作文教案.docx
-
高校思想政治理论课学习辅导完整.docx
-
人力资源个人年度工作总结优秀范文大全.docx
-
人力资源管理师考试机考模拟试题及答案.docx
-
高新技术账务处理.docx
-
高标准基本农田建设项目可行性申请报告.docx
-
人力资源手册之人事日常管理1.docx
-
人民医院标准化建设工程创建鲁班奖项目策划书.docx
