 CNC参数一览表.docx
CNC参数一览表.docx
- 文档编号:4062603
- 上传时间:2022-11-27
- 格式:DOCX
- 页数:25
- 大小:252.83KB
CNC参数一览表.docx
《CNC参数一览表.docx》由会员分享,可在线阅读,更多相关《CNC参数一览表.docx(25页珍藏版)》请在冰豆网上搜索。
CNC参数一览表
第二篇CNC参数
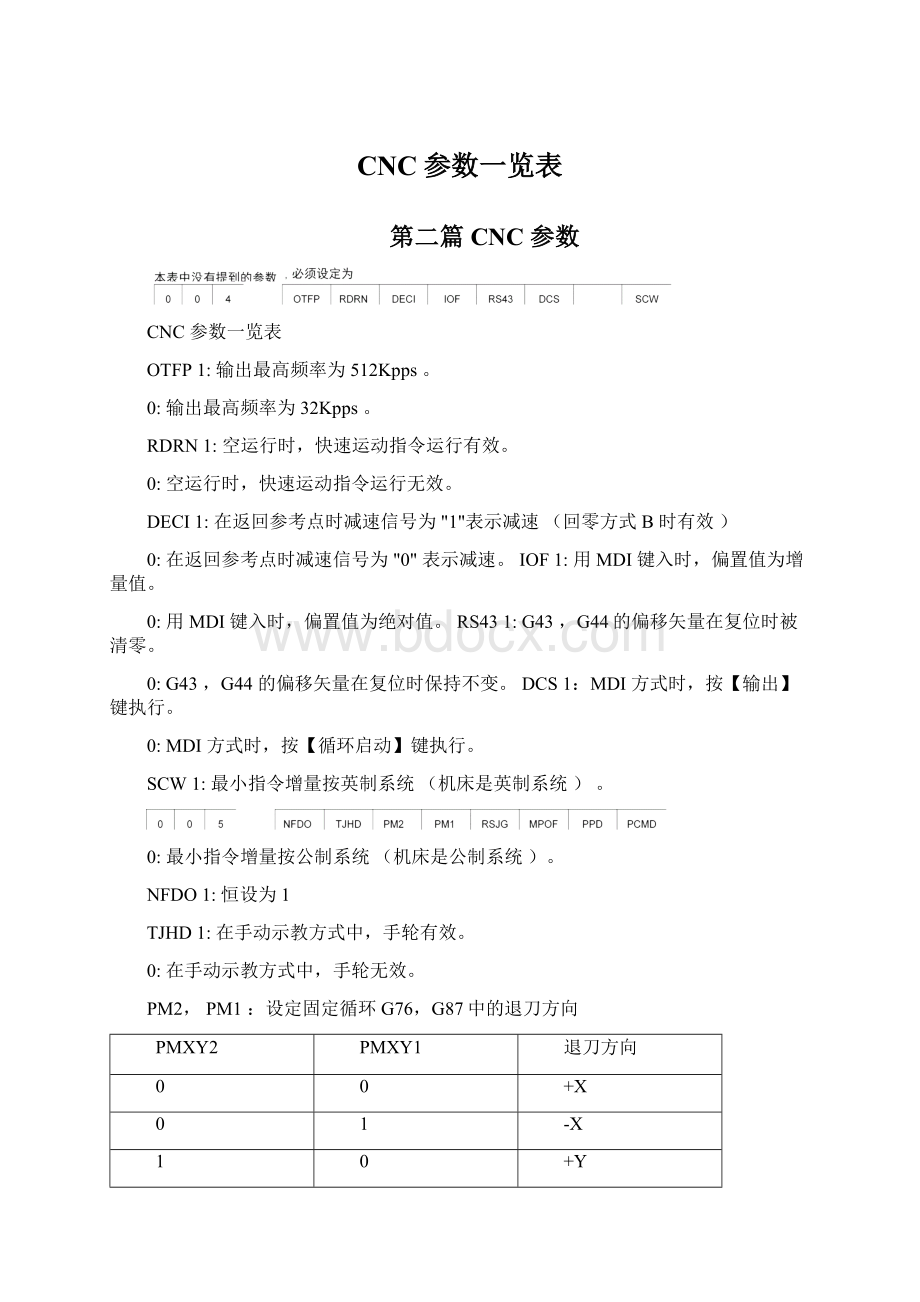
CNC参数一览表
OTFP1:
输出最高频率为512Kpps。
0:
输出最高频率为32Kpps。
RDRN1:
空运行时,快速运动指令运行有效。
0:
空运行时,快速运动指令运行无效。
DECI1:
在返回参考点时减速信号为"1"表示减速(回零方式B时有效)
0:
在返回参考点时减速信号为"0"表示减速。
IOF1:
用MDI键入时,偏置值为增量值。
0:
用MDI键入时,偏置值为绝对值。
RS431:
G43,G44的偏移矢量在复位时被清零。
0:
G43,G44的偏移矢量在复位时保持不变。
DCS1:
MDI方式时,按【输出】键执行。
0:
MDI方式时,按【循环启动】键执行。
SCW1:
最小指令增量按英制系统(机床是英制系统)。
0:
最小指令增量按公制系统(机床是公制系统)。
NFDO1:
恒设为1
TJHD1:
在手动示教方式中,手轮有效。
0:
在手动示教方式中,手轮无效。
PM2,PM1:
设定固定循环G76,G87中的退刀方向
PMXY2
PMXY1
退刀方向
0
0
+X
0
1
-X
1
0
+Y
1
1
-Y
RSJG0:
按复位键时,系统自动关闭M03、M04、润滑、冷却输出。
1:
按复位键时,对输出M03、M04、润滑、冷却输出没有影响。
MPOF1:
屏蔽电压低报警
PPD1:
用绝对零点编程(G92)也设置相对坐标值。
0:
用绝对零点编程(G92)不设置相对坐标值。
PCMD1:
输出波形是脉冲。
0:
输出波形是方波。
PRGB:
无意义。
TLCP1:
在与指定平面(G17,G18,G19)垂直的轴上进行刀具长度补偿。
(刀具长度补偿B)。
0:
与指定平面无关,在Z轴上进行刀具长度补偿(刀具长度补偿A)。
GST,OVRT≡0
ZMZ,ZMY,ZMX当接通电源时,X,Y,Z轴的参考点返回方向和原始的反向间隙方向。
1:
返回参考点方向及间隙方向为负。
0:
返回参考点方向及间隙方向为正。
0
0
7
G93N
G93N
SMZ
ZCZ
ZCY
ZCX
注:
电源接通后,当该轴向与本参数设定的反方向运动时,最初完成反向间隙补偿。
0:
刚性攻丝无加减速。
1:
刚性攻丝有加减速。
SMZ0:
程序段拐角处的速度控制参见编程篇的“进给功能”一章。
1:
所有含运动指令的程序段速度减速到零后,才执行下个程序段。
ZCX~ZCZ0:
返回机械零点需要减速开关及零位信号。
1:
磁开关回零方式C。
(在有机械零点时有效)
若机床零点在轴"正"端(从负向往正向回零)时,需设置№006参数ZMZ-ZMX为负向回零.若机床零点在轴"负"端(从正向往负向回零)时,需设置№006参数ZMZ-ZMX为正向回零.连接时,除需将接近开关连接到系统的减速信号端外,还需将其连接到系统的零位信号上.此种回零
方式需设置系统零位信号为24V.
PSG2,1主轴同位编码器的齿轮比1~8NTHD0:
无螺纹加工主轴转速控制。
1:
有螺纹加工主轴转速控制。
DIRZ~X0/1:
各轴电机旋转方向选择。
改变参数,可以改变电机旋转方向
0:
运行系统PC程序
VRYZ~X0/1:
各轴驱动器准备就绪信号电平选择。
DALZ~X0/1:
各轴驱动器报警信号电平选择。
:
设定为零。
:
恒定设定为1。
否则回零不对。
CPF4,3,2,1:
螺距误差补偿及反向间隙补偿的脉冲频率(各轴共用)。
补偿频率=(设定值+1)Kpps设定值=0~15
BDEC0:
反向间隙补偿方式A,以固定的频率(CPF4,3,2,1及BD8设置)输出。
1:
间隙补偿方式B,补偿数据以升降速方式输出,参数(CPF4,3,2,1及BD8设置)无效。
BD80:
反向间隙补偿以参数№010设定的频率进行补偿。
1:
反向间隙补偿以参数№010设定的频率的1/8进行补偿。
RVDL0:
轴运动方向改变时,方向信号与脉冲信号同时输出。
1:
轴运动方向改变时,先输出方向信号延迟一段时间后脉冲信号再输出。
SOT0:
开机后软超程限位立刻有效
1:
开机后软超程限位在返回参考点后有效。
KSGN0:
轴负向运动时,运动符号不保持。
1:
轴负向运动时,运动符号保持。
CM980:
无意义。
JOGS手动方式下主轴模拟速度选择
0:
模拟主轴速度由参数决定。
1:
模拟主轴速度取决于编入的S代码,如果开机没有S代码时,速度为0。
注:
参数CP4,3,2,1,BD8设置改变后需开关机后才有效。
APRS1:
返回参考点后作自动坐标系设定。
0:
不实现自动坐标系设定。
M301:
M30执行时,光标立刻返回开头(B型)。
0:
M30执行后,再次循环起动时光标返回开头(A型)。
EDTB1:
编辑插入机能A.
0:
编辑插入机能B.
OFFVY1:
即使在MRDY信号输出之前DRDY信号为ON,也不产生驱动器报警0:
在MRDY信号输出之前DRDY信号为ON,产生驱动器报警。
EBCL:
无意义。
ISOT1:
在通电或急停后,没有返回参考点,手动快速移动起作用。
0:
在通电或急停后,返回参考点之前,手动快速移动不起作用。
G011:
电源接通时,为G01状态。
0:
电源接通时,为G00状态。
SBKM1:
在执行宏指令时单程序段有效
0:
在执行宏指令时单程序段无效
DNCB1:
DNC启动时有进行程序预存。
0:
DNC启动时无进行程序预存。
EDALM1:
P/S报警时,可编辑程序或存盘。
PODI1:
编程时,可小数点编程的地址在编程时没有编入小数点时,默认为有小数点。
例:
X100自动认为是X100.即100毫米。
应当注意的是,100μ应编为X0.1而不能编为X100。
PML3,2,1:
螺距误差补偿放大率。
设定的补偿值乘以此放大率,作为输出值。
PML2
PML1
放大率
0
0
×1
0
1
×2
1
0
×4
1
1
×8
(各轴共用)
当PLM3为1时,上述值×16
0
1
4
POD
G84S
FXCO
FXCS
ZRSZ
ZRSY
ZRSX
POD0:
小数点是否任意编入
1:
可以带小数点的地址必须编入小数点点输入.”
.否则会产生报警:
“007:
小数点输入错或无小数
注:
1.虽然F100.=F100但在POD=1时,也必须编入小数点(F100.)
2.由于Q可以代小数点,当给宏
DO置1时,Q也必须编入1.或001.如给宏变量
1,G65H01P#1132Q0.255
G84S=0
FXCO=
0
FXCS=
0
ZRSZ
1:
Z轴有机械零点。
(回零方式
B)
0:
Z轴无机械零点。
(回零方式
A)
ZRSY
1:
Y轴有机械零点。
(回零方式
B)
0:
Y轴无机械零点。
(回零方式
A)
ZRSX
1:
X轴有机械零点。
(回零方式
B)
0:
X轴无机械零点。
(回零方式
A)
#1132置低八位全为
CMRX
0
1
6
0
1
7
CMRXCMRYCMRZ
设定范围:
1~127。
0
1
8
CMDX
0
1
9
CMDY
0
2
0
CMDZ
CMDX,CMDYCMDZ
各个坐标的指令分频系数。
设定范围:
1~127
CRCDL
SCTTIM
0
2
2
CRCDL在刀具半径补偿C方式下,刀具忽略小移动量的限制值。
设定量:
0~16383单位:
毫米/分(毫米输出)
0~16383单位:
英寸/分(英寸输出)
0
2
3
SCTTIM设定从主轴指令执行到认为主轴转速到达的时间间隔。
设定量:
0~255单位:
毫秒
0
2
4
WLKTMZ
WLKTME:
输入信号去抖动宽度。
设定范围:
0~15
0:
0~16ms,1:
16~32ms,2:
32~48ms
螺纹加工时,测试主轴转速的圈数。
0
2
6
主轴转速波动范围(%)
螺纹加工时,允许主轴转速波动的范围
设定量30~15000单位:
毫米/分(毫米输出)
30~6000单位:
0.1英寸/分(英寸输出)。
LINTXLINTYLINTZ分别为X,Y,Z坐标线性加减速时间常数值(用于快速移动G00)
设定量:
8~4000(单位:
毫秒)
0
4
4
PSANGN
PSANGN主轴模拟输出调整数据(S模拟输出)。
设定方法如下
1.设定标准值625
2.指令S模拟代码最大输出值(10V)
3.测量输出电压
4.用下述公式重设PSANGN
PSANGN=10.00×625÷测量电压
5.
FEDMX
设定新数据后,校验输出电压最大值是否为10V.
0
4
5
FEDMX切削进给上限速度。
设定量:
0~15000单位:
毫米/分(毫米输出)
SPDLC
6~6000单位:
0.1英寸/分(英寸输出)
0
4
6
SPDLC:
设定主轴速度偏置补偿值,也就是主轴速度指令电压的0偏置补偿值设定量:
0~+-8191单位:
VELO。
设定量0~2000单位:
0.001MM(MM输出)或0.0001英寸(英寸输出)
0
5
6
手动方式下主轴模拟速度最大值
0
6
1
手动方式下,模拟主轴速度的初值
默认值为100。
0
6
2
手动方式下,模拟主轴速度的增量
默认值为50。
0
6
4
JOGFL
JOGFL手动进给指令加减速低速下限(FL速度)。
设定量:
0~15000单位:
MM/分(毫米输出)。
0~6000单位:
0.1英寸/分(英寸输出)
0
6
5
PFINT
PFINT
电源接通时的切削进给速度初值。
0
6
6
SEQINC
SEQINC自动插入程序顺序号时的号码增量值。
设定量:
0~9999
0
6
8
BRATE0
BRATE0RS232接口设定的波特率。
设定量:
1200~115200(单位:
BPS)。
(12002400480096001920038400
576001152)。
注:
设定1152=115200
0
6
9
COMDEF
BRATE1RS232接口特性定义。
设定量:
BCD输入,低三位的BCD码(B2--BO)分别指定串口的不同特性,
B0:
奇偶校验(0-无校验,1-奇校验,2-偶校验);
B1:
数据停止位(1,2);
B2:
数据位(5,6,7,8)
0
7
0
0
7
1
LT1X1~LT1Z2:
各轴正/负向软限位。
设定量:
0~±9999999(单位:
0.001MM或0.0001英寸)。
设定从参考点到行程极限的距离,所设定的区域之外为禁止区。
通常,存储行程极限应当设在最大行程,如果机床可动部分进入禁止区,就产生超程报警。
2
方块区域N号顶点(1或2点,见图)
坐标轴(X,Y或Z)
因为在监测运动中的时间间隔,要计算出一个行程容差。
其大小在公制系统中为快速移动速度(取
作MM)的1/5倍,例如,快速移动速度如果为10M/MIN,那麽10×1/5=2MM。
此外,由于失步会使存在数
控系统中的位置和机床的实际位置之间有一些差值,所以在工作之前总要进行参考点返回,否则,在此种状态开始工作所显示的超程监测点将包括此差值。
注:
当某轴的正/负向软限位参数都设置为0时,该轴的软限位机能无效。
PRSXPRSYPRSZ
设定量:
0~9999999
0
7
9
0
8
0
PECINTZ
0
8
1
PECINTX,Y,Z每个坐标的螺距误差补偿间隙。
设定量:
8000~9999999单位:
0.001MM(MM输入)
4000~9999999单位:
0.0001英寸(英寸输入)。
注:
如果此参数设为"0",则螺距误差补偿不能实现。
0
8
2
4号扩展模块DI数量
0
8
3
4号扩展模块DO数量
0
8
4
4号扩展模块AI数量
0
8
5
4号扩展模块AO数量
0
8
6
4号扩展模块DI在X库中的偏移
0
8
7
4号扩展模块DO在Y库中的偏移
0
8
8
4号扩展模块AI在X库中的偏移
0
8
9
4号扩展模块AO在Y库中的偏移
0
9
0
5号扩展模块DI数量
0
9
1
5号扩展模块DO数量
0
9
2
5号扩展模块AI数量
0
9
3
5号扩展模块AO数量
0
9
4
5号扩展模块DI在X库中的偏移
0
9
5
5号扩展模块DO在Y库中的偏移
0
9
6
5号扩展模块AI在X库中的偏移
0
9
7
5号扩展模块AO在Y库中的偏移
0
9
8
6号扩展模块DI数量
0
9
9
6号扩展模块DO数量
1
0
0
6号扩展模块AI数量
1
0
1
6号扩展模块AO数量
1
0
2
6号扩展模块DI在X库中的偏移
1
0
3
6号扩展模块DO在Y库中的偏移
1
0
4
6号扩展模块AI在X库中的偏移
1
0
5
6号扩展模块AO在Y库中的偏移
1
0
6
7号扩展模块DI数量
1
0
7
7号扩展模块DO数量
1
0
8
7号扩展模块AI数量
1
0
9
7号扩展模块AO数量
1
1
0
7号扩展模块DI在X库中的偏移
1
1
1
7号扩展模块DO在Y库中的偏移
1
1
2
7号扩展模块AI在X库中的偏移
1
1
3
7号扩展模块AO在Y库中的偏移
1
1
4
8号扩展模块DI数量
1
1
5
8号扩展模块DO数量
1
1
6
8号扩展模块AI数量
1
1
7
8号扩展模块AO数量
8号扩展模块DI在X库中的偏移
8号扩展模块DO在Y库中的偏移
8号扩展模块AI在X库中的偏移
8号扩展模块AO在Y库中的偏移
9号扩展模块DI数量
9号扩展模块DO数量
9号扩展模块AI数量
9号扩展模块AO数量
9号扩展模块DI在X库中的偏移
9号扩展模块DO在Y库中的偏移
9号扩展模块AI在X库中的偏移
9号扩展模块AO在Y库中的偏移
10号扩展模块DI数量
10号扩展模块DO数量
10号扩展模块AI数量
10号扩展模块AO数量
10号扩展模块DI在X库中的偏移
10号扩展模块DO在Y库中的偏移
10号扩展模块AI在X库中的偏移
2
0
0
1
3
7
10号扩展模块AO在Y库中的偏移
1
3
8
11号扩展模块DI数量
1
3
9
11号扩展模块DO数量
1
4
0
11号扩展模块AI数量
1
4
1
11号扩展模块AO数量
1
4
2
11号扩展模块DI在X库中的偏移
1
4
3
11号扩展模块DO在Y库中的偏移
1
4
4
11号扩展模块AI在X库中的偏移
1
4
5
11号扩展模块AO在Y库中的偏移
附1:
K1000M
3轴数
控系统螺距误差补偿参数及设定
PECORGX
PECORGXX坐标螺距误差补偿零点。
设定量:
0~127
X坐标螺距误差补偿量设定。
设定量:
0~±7
4
0
0
PECORGY
PECORGYY坐标螺距误差补偿零点。
设定量
0~127
Y坐标螺距误差补偿量设定。
设定量:
0~±7
6
0
0
PECORGZ
PECORGZZ坐标螺距误差补偿零点。
设定量0~127
6
0
1
Z坐标螺距误差补偿量设定。
设定量:
0~±7
7
2
8
附2:
K1000M3轴数控系统标准参数及含义
参数号
标准值
意义
参数号
标准值
意义
1
X
44
1000
主轴模拟输出调正
2
X
45
4000
切削进给上限速度
3
X
46
0
主轴模拟零漂补偿
位参数
47
50
指数加减时间常数
4
11000000
48
0
指数加减速下限
5
10000000
位参数
49
1000
G73的退刀量
6
00000000
位参数
50
1000
G83的切削始点
7
01000000
位参数
51
400
快速倍率最低速率
8
00000000
位参数
52
200
回零点时的低速
53
0
X轴间隙补偿量
9
00000000
位参数
54
0
Y轴间隙补偿量
10
01110001
位参数
55
0
Z轴间隙补偿量
11
00000000
位参数
56
9999
手动方式下主轴模拟速度最大值
12
10000110
位参数
57
0
未用
13
01000000
位参数
58
0
未用
1400001111
位参数
59
0
未用
15
1
X轴指令倍乘比
60
61
0
100
未用
手动模拟主轴速度初值
16
1
Y轴指令倍乘比
62
50
手动模拟主轴速度增量
17
1
Z轴指令倍乘比
63
0
未用
18
2
X轴指令分频系数
64
0
手动加减速低速
19
2
Y轴指令分频系数
65
200
切削速度初值
20
2
Z轴指令分频系数
66
10
自动顺序号增量
21
0
未用
67
0
恒线速控制下的主轴转速
下限值
22
0
刀补C微动省略极限
68
9600
串口波特率
23
255
SAR延迟时间
69
722
接口特性定义
24
2
信号滤波时间
70
9999999
+X向软件限位
25
20
未用
71
9999999
+Y向软件限位
26
20
未用
72
9999999
+Z向软件限位
27
50DNC
启动时,预存程序
73
-9999999
-X向软件限位
74
-9999999
-Y向软件限位
占缓存的百分比
75
-9999999
-Z向软件限位
28
6000
未用
76
0
回零后X向自动坐标值
29
6000
未用
77
0
回零后Y向自动坐标值
30
6000
未用
78
0
回零后Z向自动坐标值
31
0
未用
79
0X
轴螺补间隔
32
0
未用
未用
80
0Y
轴螺补间隔
33
0
81
0Z
轴螺补间隔
82-8904
号模块参数
34
896
未用
90-9705
号模块参数
35
896
未用
98-10506
号模块参数
36
896
未用
106-1130
7号模块参数
37
0
插补中断间隔
114-1210
8号模块参数
38
8000
X轴快移速率
122-1290
9号模块参数
39
8000
Y轴快移速率
130-1370
10号模块参数
40
8000
Z轴快移速率
138-145011
号模块参数
41
100
X轴直线加减常数
200
0X
轴螺补零点
42
100
Y轴直线加减常数
400
0Y
轴螺补零点
43
100
Z轴直线加减常数
600
0Z
轴螺补零点


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- CNC 参数 一览表
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 广东省普通高中学业水平考试数学科考试大纲Word文档下载推荐.docx
广东省普通高中学业水平考试数学科考试大纲Word文档下载推荐.docx
-
计算题测试文档格式.docx
-
会计年终总结范文精选10篇Word文件下载.docx
-
基坑支护及降排水方案Word格式文档下载.docx
-
古代诗歌鉴赏一剪梅学案Word文档格式.docx
-
国标舞考级Word文件下载.docx
-
机电工程质量验收规范是什么Word文档下载推荐.docx
-
技术员工作自我评价文档格式.docx
-
交警支队车棚改造工程施工合同文档格式.docx
-
护士变更注册申请审核表与示范文本Word文档下载推荐.docx
-
最新学校新冠肺炎疫情防控应急预案Word文件下载.docx
-
GB50204钢筋规范之欧阳总创编Word格式文档下载.docx
-
《半期整改措施》Word格式.docx
-
诊断 症状学腰背痛关节痛汇总.docx
-
英美文学欣赏The Analysis of Shelleys Ode to the West Wind.docx
-
增值税营改增所得税消费税车购税测试题.docx
-
整理二级建造师管理真题.docx
-
英语三级重点高频词汇导入背单词APP使用.docx
-
浙教版学年九年级数学上册第2章测试题及答案.docx
-
证件照教学设计方案.docx
-
优品课件之《从锁国走向开国的日本》教案.docx
-
整理北京交通大学万用表组装实验报告.docx
-
质量管理计划.docx
-
有机化学鉴别.docx
-
整理照明灯饰灯具行业分类英语词汇.docx
-
濉溪县城市总体规划公示.docx
-
智能化工程质量验收记录表.docx
-
学生会纪检部工作总结.docx
-
幼儿园保教主任发言稿.docx
-
跆拳道协会工作总结.docx
-
中国茶叶店连锁市场竞争分析与竞争战略研究报告.docx
-
学宪法讲宪法主题演讲稿800字精选5篇弘扬宪法精神演讲稿5篇.docx
-
高三英语kinglear教案.docx
-
改革开放30年我国高中政治教科书的发展与沿革.docx
-
高中英语动词搭配.docx
-
高速MOSFET门极驱动电路的设计应用指南有图完整版.docx
-
二年级综合实践活动课程教案.docx
-
古诗欣赏大全.docx
-
发动机润滑系统保养.docx
-
高一英语下学期期中段考试题.docx
-
格力电缆隧道及电缆沟施工方案.docx
-
关于创新思维的基本方法.docx
-
甘肃省武威市白银市定西市平凉市酒泉市临夏州张掖市中考语文试题有答案.docx
-
高一英语主谓一致 讲义.docx
-
个人研修工作总结.docx
-
关于个人自查整改报告范文.docx
-
反对校园暴力演讲稿.docx
-
感谢妈妈的话.docx
-
高中化学竞赛题原子晶体.docx
-
高考英语词汇高频词组汇总.docx
-
高中化学实验装置之欧阳道创编.docx
