 小原焊机ST21系列控制器 使用说明书二1.docx
小原焊机ST21系列控制器 使用说明书二1.docx
- 文档编号:3987048
- 上传时间:2022-11-26
- 格式:DOCX
- 页数:73
- 大小:612.79KB
小原焊机ST21系列控制器 使用说明书二1.docx
《小原焊机ST21系列控制器 使用说明书二1.docx》由会员分享,可在线阅读,更多相关《小原焊机ST21系列控制器 使用说明书二1.docx(73页珍藏版)》请在冰豆网上搜索。
小原焊机ST21系列控制器使用说明书二1
OBARA公司
ST21系列
1.5版
版本号SMO01(或更新版)
版本号SPO24(或更新版)
版本号SDO25(或更新版)
版本号TP-C024(或更新版)
Ⅴ.参考手册
ST21系列焊接控制器
为了安全地使用本产品,使用前,务必熟读安全注意事项,并在充分理解的基础上使用本产品。
阅读后,请将本手册保管在规定的场所。
1.概述
1.1产品概述
本设备的系统配置如下:
ST21:
控制器
TP-Net(网):
用于输入焊接数据,监控焊接顺序并显示报警信息
DP-Net:
用于监控焊接顺序并显示报警信息
PN/C(编程电缆):
用于将ST21连接到TP-Net或DPNet上的共用电缆。
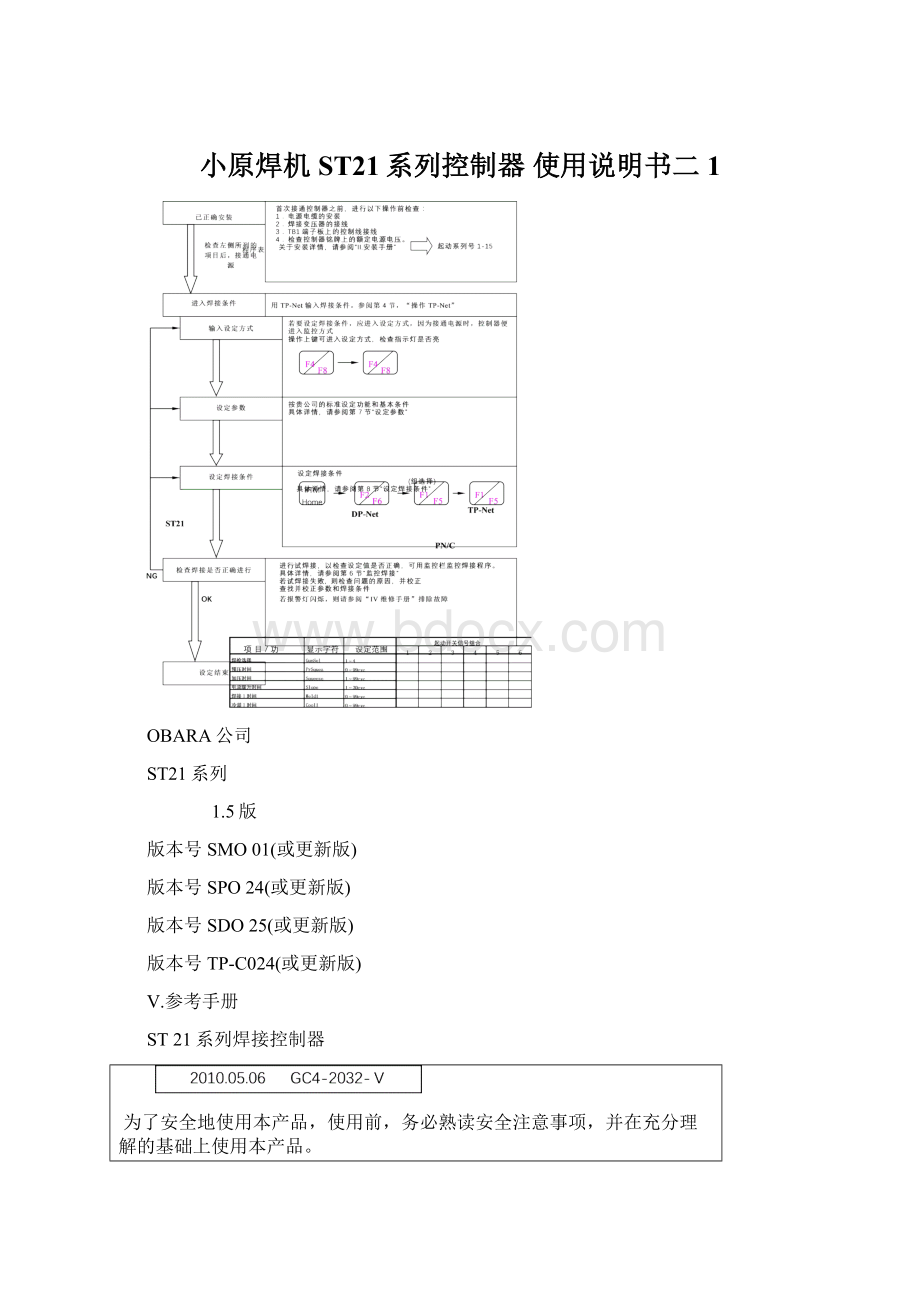
1.2流程图:
从输入焊接条件到焊接
1.3起动系列和焊接条件
下表是程序表的一部分。
表中左边的一栏含焊接条件参数,该行的序号表示起动系列序号。
通过TB1端子板上的起动开关来选择起动系列,就可在所选系列的焊接条件下进行焊接。
1.4焊接数据
用于ST21系列的焊接数据主要分成两大类:
参数(以选择功能)和焊接条件。
焊接条件数据的15个系列(条件)组成一个组。
4个组和参数组成一个单元。
控制器可以保存和控制60个焊接条件数据。
TP-Net可以单独保存的数据是控制器可保存数据的4倍。
TM数据:
控制器中存储的数据(焊接数据)
TP数据:
TP-Net中存储的数据,作为外部数据
参数:
可使控制器各功能得以选择或设定。
详情参见6.1节
2.操作DP-Net
2.1显示面板操作按键及其功能
操作面板键
名称
说明
StepReset(增)
启用步增功能时,清除步增计数
Reset
1.报警复位
2.清除焊接计数器
3.清除报警历史
4.暂停操作
Home
显示接通电源时出现的初始屏幕
?
?
?
?
每个键按它所指示的方向卷动显示的内容
Shift(移位)
当按下另一个键时,同时按住本键(例如:
Shift键+Scroll键)。
就可选择各功能,如输入/输出数据等等
指示灯(指示控制器的状态)
名称
说明
与TP-Net上各键相同
参阅TP-Net指示灯章节的说明
2.2操作流程图
3.操作TP-Net
3.1编程器操作面板布置图
3.2操作面板键的功能说明
操作面板键
名称
说明
F1-F4/F5-F8
功能键用于选择菜单
若选择F5至F8,按下相应的功能键+Shift键
F8键专门用于返回到先前的菜单
F-DispSelect
启用或禁止F1-F8的F-键操作本键,也可用于选择是否在显示器的下部显示功能说明
0-9&“”/A-F/ON&OFF
输入数据的键。
若输入A至F,按下Shift键+与要输入的数值相符的键
ON和OFF键操作,与Shift键无关
TM#/Home
显示和编辑当前连接TM#的键,选择待监控的控制器数值键
TM#+Shift键等于HOME键,为显示初始屏的快捷键
StepReset
当启用步增功能时,该键用于使步增计数器复位
名称
说明
Reset
该键用于:
1.使当前发出的报警复位
2.使焊接计数器上当前显示的打点数复位
3.清除正在显示的历史数据
4.暂停操作
?
?
?
?
该键按箭头所示方向滚动屏幕
Help
该键显示求助功能
内容含各功能键的详细说明
Shift
选择A至F和F5至F8的辅助键
指示灯(指示控制器状态)
名称
说明
Ready
TP完成初始处理,然后通过通信接收初始数据后,控制器随时准备接收焊接数据时,灯亮。
NoWeld
控制器处于“Weldoff”方式时,灯亮
Conti.Press
控制器处于“Weldoff…”方式中且焊枪压力控制在连续加压方式中时,灯亮。
Set
控制器处于数据设定方式时,灯亮。
SWStart
控制器的起动开关接通时,灯亮。
SteplastStdge
控制器进入最后一步时,灯亮。
Stepupfinish
控制器进入步增结束阶段时,灯亮。
Alarm
控制器检测出故障时,灯亮。
3.3功能键说明
按下功能键(F1-F8)将显示如下所示的相应屏幕。
按下Home键查返回到监控屏幕。
F1监控
显示当前焊接的监控数据和报警历史数据
F1步增变换
当使用步增功能时,允许变换当前设定的步号(步增变换)
F2输入/输出监控
显示输入/输出状态(通常不使用)
F3报警历史数据
显示报警历史数据(最后100次报警)
F2TM数据设定
显示存储在控制器的数据
F1-F4组选择
从F-1(第0组)至F4(第4组)中选择其中的一个组
F1编辑
允许设定焊接数据
F2功能拷贝
将焊接条件的具体项目数据独立拷贝。
例如:
将系列1中的热处理1数据拷贝到所有系列中
F3系列拷贝
在系列之间拷贝焊接条件数据
例如:
将系列1的数据拷贝到系列5
F4组拷贝
在组之间拷贝数据
F5组检验
比较组之间的数据
F5参数
选择参数,以便设定
F1编辑
允许设定所选的参数
F3TP数据编辑
允许编辑存储在TP-Net中的外部存储数据
F1单元编辑
选择要编辑的单元
1-4单元选择
从1至4选择其中的一个单元
F1-F4组选择
从F1(第0组)至F4(第4组)中选择其中的一个组
F1编辑,…F5组检验
与上述屏幕相同
F2单元拷贝
在单元之间拷贝数据
1-4单元选择
从1至4选择其中的一个单元
F1TM?
TP
将所选单元的数据从定时器拷贝到编程器上
F2TP?
TM
将所选单元的数据从编程器拷贝到控制器上
F3TP?
TP
将所选单元的数据拷贝到编程器的另一个单元
F4TM?
?
TP
将控制器的单元数据与编程器的单元数据相比较
F3参数
选择单元并变更单元中的参数
1-4单元选择
从1至4选择其中的一个单元
F4参数拷贝
选择单元并拷贝单元中的参数
1-4单元选择
从1-4选择其中的一个单元
F1TM?
TP,…F4TM?
?
TP
拷贝或比较参数
F4方式选择
变更控制器当前的有效方式
F1操作
将当前方式变换到焊接方式
F2无电流焊接
允许在不施加电流的情况下进行焊接顺序
F3继续增压
除了无焊接方式中的动作以外,本方式允许焊枪在接收到HoldEnd(保持结束)信号后继续加压
F4设定
在编辑任何参数或数据前,需要输入这一方式
3.4屏幕说明
3.5拷贝功能
用拷贝功能省去输入和编辑焊接数据的时间。
若输入焊接条件数据,请见下图。
功能拷贝:
将所选焊接条件项目数据拷贝到所有系列上。
系列拷贝:
将所选系列的焊接数据拷贝到另一个系列上。
组拷贝:
将所选组的焊接数据拷贝到另一个组。
组比较:
在组之间比较焊接数据,用于检验组拷贝是否成功完成时,它是很有用的。
拷贝功能说明图:
<程序表>
F2,3,4拷贝功能
3.6用滚动方式查看数据
查看TP-Net/DP-Net上的焊接数据说明:
注意,在纵向滚动屏幕,查看具体起动系列数据时,“GunSel”(焊枪选择)规定
的焊枪号数据(若属于焊枪系列)将显示出来,如下图所示,滚动屏幕显示起动系列
2的数据时,系列转换至“GunSel”规定的焊枪系列3,而待显示的数据属于Stelup
rate(步进率)。
用滚动键(右/左)查看焊枪系列数据后,按下Scroll键(上),可返回到最近显示的起动系列数据屏幕。
返回到最近显示的起动
按下滚动系列屏幕(上)
(键)
4.方式说明
4.1改变控制器
如4.3节所述,TP-Net上的功能键可改变控制器方式。
操作方式
使控制器进入操作方式,焊接数据不能在此方式中改变
无焊接方式
在不施加电流的情况下,执行焊接顺序
连续加压方式
按住起动开关从电磁阀输出信号
设定方式
允许变更焊接条件或其它预置的值,也可进行焊接
(1)无焊接方式顺序(报警输出选择取决于相应参数的设定)
起动开关
→
电磁阀
焊接电流
保持结束信号
→
4cyc
(min)
焊接顺序
PS
SQ
USL
W1
C1
W2
DSL
C2
W3
HO
HD
OF
无焊接指示信号
报警复位输入
(2)连续加压方式顺序
按住起动开关,控制器施加压力
起动开关
→
电磁阀
→
焊接电流
保持结束信号
→
焊接顺序
PS
SQ
USL
W1
C1
W2
DSL
C2
W3
HO
HD
OF
连续加压指示灯
报警复位输入
4.2设定方式注意事项
当心
变更焊接条件或参数前,一定要确保TP-Net上的“Set”(设定)灯亮。
变更焊接条件或参数不进入设定方式,可能导致报警。
5.监控焊接顺序
本方式让你监控焊接顺序或管理焊枪计数器或步增数据。
5.1焊接监控屏幕
注:
1.焊枪号和当前焊点计数取决于相应的参数设定值。
2.上述例子表示可进行4把焊枪的焊接和步增功能。
名称
功能
焊枪计数器
显示1-4各焊枪焊点总数
步增数据
第1个数据表示焊枪号,其余的依次为焊枪步增状态,焊接计数编号和焊接状态
操作数据
(例子)
B3F焊接W.10cyc
PF68%,C.Flow78%
B3F:
表示最近选择的起动系列数据:
B:
表示B方式(A或B)
3:
表示0组(0-3组)
F:
表示起动系列F(1-F)
焊接W.10cyc
每个顺序需进行的焊接循环数
PF68%:
功率系数
C.Flow78%:
通流比
总电流值
焊接电流1-3的平均值
电流值
焊接电流1-3各段值
一次电压
示出焊接期间的一次电压
线路电压
示出空载期间的电源电压
5.2焊枪计数器复位
使焊枪计数器复位,操作如下:
1.进入焊接监控屏幕。
2.滚动屏幕,在顶显示所需的焊枪号。
如复位到3号焊枪
3.按下Reset(复位)键,然后按下Return(返回)键,结束程序。
3号焊枪计数器复位
5.3步增复位
为了使步增复位,进行如下:
1.进入焊接监控屏幕。
2.滚动屏幕,在顶行显示所需的焊枪号。
3.按下StepReset键,然后按下Return键,以结束程序
如步增复位到4号焊枪
5.4步增重新设定
为了变更步增,进行如下:
1.进入设定方式
检查指示灯是否亮
2.滚动屏幕,在顶行显示所需的焊枪号。
要进入监控方式,按下F1键,要进入步增变更方式,再按下F1键
3.输入步增设定值,然后按下Return键结束程序,关于步增最大设定值,请参阅第7节“设定参数”
1.输入步增设定值
如步骤变换到4号焊枪的情况下
第1步?
第5步
6.设定参数
6.1参数表
项目/功能
显示
设定范围/信息
脉冲选择
P1PulseSel
ON:
允许OFF:
禁止
A或B方式选择
P2ABMode
ON:
A方式OFF:
B方式
报警信号常开/常闭(NO/NC)选择
P3ALMOut
ON:
常开OFF:
常闭
脉冲启动
P4OneShoot
ON:
允许OFF:
禁止
保持结束延迟信号选择
P5HoldOut
ON:
允许OFF:
禁止
报警信号的保持结束延迟作业选择
P6HoldDly
ON:
允许OFF:
禁止
报警输出信号选择
P7ALMMode
0:
报警脉冲输出
1:
报警连续输出
2:
报警连续输出,且焊接停止
3:
跳过报警输出
最大步增系列选择
P8StepType
0:
禁止
1:
最大焊枪系列
2:
4/15系列
脉冲起动优先级选择
P9SWMode
ON:
脉冲SW优先级选择
OFF:
焊接顺序优先级选择
日语或英语显示选择
PaJapanese
ON:
日语
OFF:
英语
变压器匝数比系列选择
PbTransType
0:
1系列
1:
最大焊枪系列
2:
4/15系列
重复动作选择
PcRepeatSel
ON:
允许OFF:
禁止
检测出电流时的重焊动作选择
PdReWeld
ON:
允许OFF:
禁止
压力调节选择
PeVPMode
0:
禁止
1:
允许%设定
2:
允许直接数字设定
压力调节控制电压选择
PfVPType
0:
控制范围0-5V
1:
控制范围0-10V
警告报警输出选择
PgCaution
ON:
允许OFF:
禁止
变压器的温度继电器检查顺序
PhGunChang
ON:
允许(焊接开始时检查)
OFF:
禁止(始终检查)
无焊接顺序时的报警输出信号选择
PiTestWALM
ON:
允许报警输出信号
OFF:
禁止报警输出信号
最大焊枪号选择
缩回选择
阀选择器选择
焊接联锁选择
PjGunSel
00-04:
最大电磁阀选择
11-14:
允许缩回
21-24:
允许反向导线缩回
31-34:
允许阀门选择器
41-44:
允许焊接联锁
步增最大值选择
PkMaxStep
0:
禁止
1-16:
步增最大数值选择
显示等级选择
PLDispLevel
0:
显示所有功能
1:
显示有限功能
降压变压器
PmRef.Volt
0:
200V线电压
1:
220V线电压
2:
380V线电压
3:
400V线电压
4:
420V线电压
5:
440V线电压
6:
460V线电压
7:
480V线电压
允许/禁止焊接选择
PnTestMode
0:
允许焊接(标准)
1:
禁止焊接
2:
禁止焊接和电磁阀控制
3:
允许电缆短路检查
控制器编号
PoTMNumber
1-99:
控制器编号设定
焊枪分配选择
PpGunNumFix
ON:
在奇数系列中,固定在1号焊枪在偶数系列中,固定在2号焊枪
(现有焊枪的最大号是1时,所有系列使用1号焊枪)
OFF:
可以设定在任何数
通电检测
PrCurDetect
ON:
允许OFF:
禁止
步增二系列选择
PsStepF2out
ON:
允许(“Ps”及“P8”步增系列选择是ON(1或2))
OFF:
禁止
二次侧电流检测
Pw2ndCurSel
ON:
2次侧电流检测
OFF:
1次侧电流检测
6.2参数功能说明
功能名称
要求/功能
脉冲选择
ON:
允许
OFF:
禁止
功能:
按脉冲数规定的次数循环重复Cool1至Weld2
A或B方式选择
ON:
A方式
OFF:
B方式
功能:
在A方式中,接通4个开关中的1个开关将从系列1至4中选择焊接条件,同时接通2个或2个以上的起动开关时,最小的系列将优先于其它系列
在B方式中,4个起动开关的组合输入系列1至15的焊接条件
报警信号NO/NC(常开/常闭)选择
ON:
常开
OFF:
常闭
功能:
根据报警发生率在常开和常闭之间选择报警输出方法
脉冲起动
ON:
允许
OFF:
禁止
功能:
将脉冲起动设定在ON,使控制器能够从起动开关接收脉冲输入
保持结束延迟信号选择
ON:
允许
OFF:
禁止
功能:
设定在ON,可使保持结束信号在报警信号输出后(或在输出的同时)输出信号。
该报警被分类为警告报警(如当前报警)。
报警信号的保持结束延迟作业选择
ON:
允许
OFF:
禁止
功能:
在警告报警(如当前报警)后,延迟保持结束信号30个周期。
(保持延迟管理)
报警输出信号选择
0:
允许报警脉冲输出
1:
允许报警连续输出
2:
报警连续输出,且焊接停止
3:
跳过报警输出
功能:
出现警告报警(如当前报警)时,本功能按预置的参数控制报警输出时间。
若设定为0可使报警信号输出时间固定在30个周期。
若设定为OFF时,报警输出取决于起动开关
最大步增系列选择
0:
禁止
1:
最大焊枪系列
2:
4/15系列
功能:
若设定为0将禁止步增功能。
由步增系列的参数规定。
设定为1可使的焊枪号(1-4)
若设定为2可以使步增系列固定在4(A方式)/15(B方式)
脉冲起动优先选择
ON:
脉冲起动优先选择
OFF:
焊接顺序优先选择
功能:
在焊接或冷却期间关断起动开关时,焊接顺序将在当前进行的循环中停止,并跳到保持状态,不管剩余的焊接和冷却过程如何。
日语或英语显示选择
ON:
日语
OFF:
英语
功能:
在英语和日语之间切换显示语言
变压器匝数比系列选择
0:
禁止
1:
最大焊枪系列
2:
4/15系列
功能:
匝数比,设定为0,使系列1为变压器匝数比
匝数比,设定为1,使焊枪号(1-4)由变压器匝数比的参数规定
若设定为2可选择4(A方式)/15(B方式)系列
重复动作选择(连点焊)
ON:
允许
OFF:
禁止
功能:
保持起动开关接通将重复执行程序(从加压起),关断起动开关将中止焊接顺序
此时的保持结束信号输出时间取决于OFF时间
检测出电流低时的重新焊动作选择
ON:
允许
OFF:
禁止
功能:
当检测出电流过小时,执行补焊。
补焊后,若电流仍太低,则发出“电流过小”报警。
当脉冲SW优先级选择设定在ON时,是否执行补焊取决于起动开关的状态。
压力调节选择
0:
禁止
1:
允许%设定
2:
允许直接数字设定
功能:
在百分数设定和直接(N:
牛顿)设定之间选择焊枪压力设定方法。
最高焊枪压力和空气压力需要在直接设定中精确设定。
压力调节控制电压选择
0:
控制范围0-5V
1:
控制范围0-10V
功能:
当使用SMC比例阀控制器时,设定为“0”
当使用CKD比例阀控制器时,设定为“1”
当使用空气压力调节器时,请按电压技术规范要求选择
警告报警输出选择
ON:
允许
OFF:
禁止
功能:
规定是否允许警告报警的脉冲输出。
设定在ON,允许报警脉冲输出
变压器的温度继电器检查顺序
ON:
允许
OFF:
禁止
功能:
若始终监测所附焊枪的变压器温度继电器,变换焊枪将暂时断开变压器温度继电器的电路,并导致控制器报警,尽管它在正常状态。
相应地,在空转期间,变压器的温度继电器不被检测
无焊接顺序的报警输出信号选择
ON:
允许报警输出信号
OFF:
禁止报警输出信号
功能:
无电流焊接顺序和连续加压时,保持结束信号在报警信号脉冲输出后再输出
将它设定在OFF将禁止报警信号脉冲输出且无报警信息显示
最大焊枪号选择
缩回选择
阀选择器选择
焊接联锁选择
01-04:
最大电磁阀值选择
11-14:
允许缩回
21-24:
允许反向线缩回
31-34:
允许阀选择器
41-44:
允许焊接联锁
功能:
当上面的数字是0时,SOL3和SOL4不能用作SOL,
缩回功能:
SOL7(B2)输出响应缩回起动开关SW7(端子板TB1上的B8)的输入,SOL8(B3)输出响应缩回起动开关SW8(B9)的输入。
焊接期间的阀选择器(焊接选择器功能):
按下T1后,MV3(端子板TB1上的B7)输出。
按下T2后,MV4(B8)输出,详细资料请参阅13.1(.2)节
焊接联锁功能
起动SW1-SW4,输出起动应答信号,正在焊接信号
也通过B3输出。
焊接准备就绪(WeldReady)输入(B7)延迟挤压时间。
详细资料请参阅14.1(.2)节
步增最大值选择
0:
禁止
1-16:
步增最大数选择
功能:
规定最后一步内进行的步增数(最大数)
显示级选择
0:
显示所有功能
1:
显示有限功能
功能:
使焊接以最小设定数据执行
降压变压器
0:
200V线电压
1:
220V线电压
2:
380V线电压
3:
400V线电压
4:
420V线电压
5:
440V线电压
6:
460V线电压
7:
480V线电压
功能:
该参数需要根据焊接电源电压设定
允许/禁止焊接


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 小原焊机ST21系列控制器 使用说明书二1 小原焊机 ST21 系列 控制器 使用 说明书
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 如何打造酒店企业文化2刘田江doc.docx
如何打造酒店企业文化2刘田江doc.docx
-
律师提供著作权法律服务业务操作指引.docx
-
18秋福建师范大学《经济法》在线作业一.docx
-
施工现场危险源.docx
-
山东省潍坊市昌乐县学年七年级地理下学期期中学业质量评估试题.docx
-
新视野大学英语视听说教程第二版第一册完整答案.docx
-
精校版重庆市 初中毕业水平暨高中招生考试中考英语试题AB卷Word版含答案解析.docx
-
新视野大学英语视听说教程第二版第一册完整答案.docx
-
江苏省刘国钧中学1112学年高二语文上学期期末考前辅导试题卷苏教版会员独享.docx
-
山东省潍坊市昌乐县学年七年级地理下学期期中学业质量评估试题.docx
-
西安交通大学18年课程考试《管理会计》作业考核试题.docx
-
施工安全保证体系.docx
-
南开17秋学期《科学启蒙尔雅》在线作业2.docx
-
秋福师《大学英语1》在线作业二.docx
-
231695 北交《运输物流管理》在线作业2 15秋答案.docx
-
梁原学区安全管理工作实施方案.docx
-
环保管理台帐明细.docx
-
我国三大翻译证书考试概览.docx
-
东大17秋学期《大学英语二》在线作业31.docx
-
静态分析指标.docx
-
山东金瀚控股金瀚置业绩效考核指标库.docx
-
B0301A国际贸易.docx
-
人教版八年级数学上册同步练习试题及答案第11章《三角形》 同步练习及答案111.docx
-
秋福师《概率论》在线作业二.docx
-
17秋福师《高级英语阅读二》在线作业一.docx
-
西南大学17秋0764《工程建设监理》在线作业参考资料.docx
-
生活宝典之社会大转盘一.docx
-
专卖店管理.docx
-
100个CFO的八年之资金管理篇.docx
-
东北师范古代汉语三16秋在线作业2.docx
-
专业技术人员公共危机管理考试.docx
-
东大17秋学期《大学英语二》在线作业31.docx
-
矿井通风安全试题库.docx
-
劳动保障站工作汇报多篇范文.docx
-
李白生平风格用.docx
-
历史中考复习知识要点中图版.docx
-
联合排水试验.docx
-
辽宁省葫芦岛市届高三上学期协作校第二次考试语文试题.docx
-
临终关怀医院建设可行性研究报告.docx
-
六年级健康教育教学计划.docx
-
六年级语文上册教案 第1单元2丁香结部编版.docx
-
炉给煤机棚煤锅炉灭火反事故演习策划方案.docx
-
九年级物理上实验报告.docx
-
酒店餐饮部经理工作总结.docx
-
论文四高.docx
-
绿化检验批质量验收记录.docx
-
酒田战法78则K线图解.docx
-
麦克里兰通用素质模型完整版.docx
-
均匀及非均匀量化.docx
-
看懂真值表.docx
-
煤矿安全生产论文15篇.docx
