 折弯常见问题处理方法a.docx
折弯常见问题处理方法a.docx
- 文档编号:3948117
- 上传时间:2022-11-26
- 格式:DOCX
- 页数:13
- 大小:85.43KB
折弯常见问题处理方法a.docx
《折弯常见问题处理方法a.docx》由会员分享,可在线阅读,更多相关《折弯常见问题处理方法a.docx(13页珍藏版)》请在冰豆网上搜索。
折弯常见问题处理方法a
1.目的.
了解易模加工的範圍及性能
2.適用範圍.
工艺部
3.引用文件.
無
4.主要內容.
一﹐折床加工內容
1﹐L折
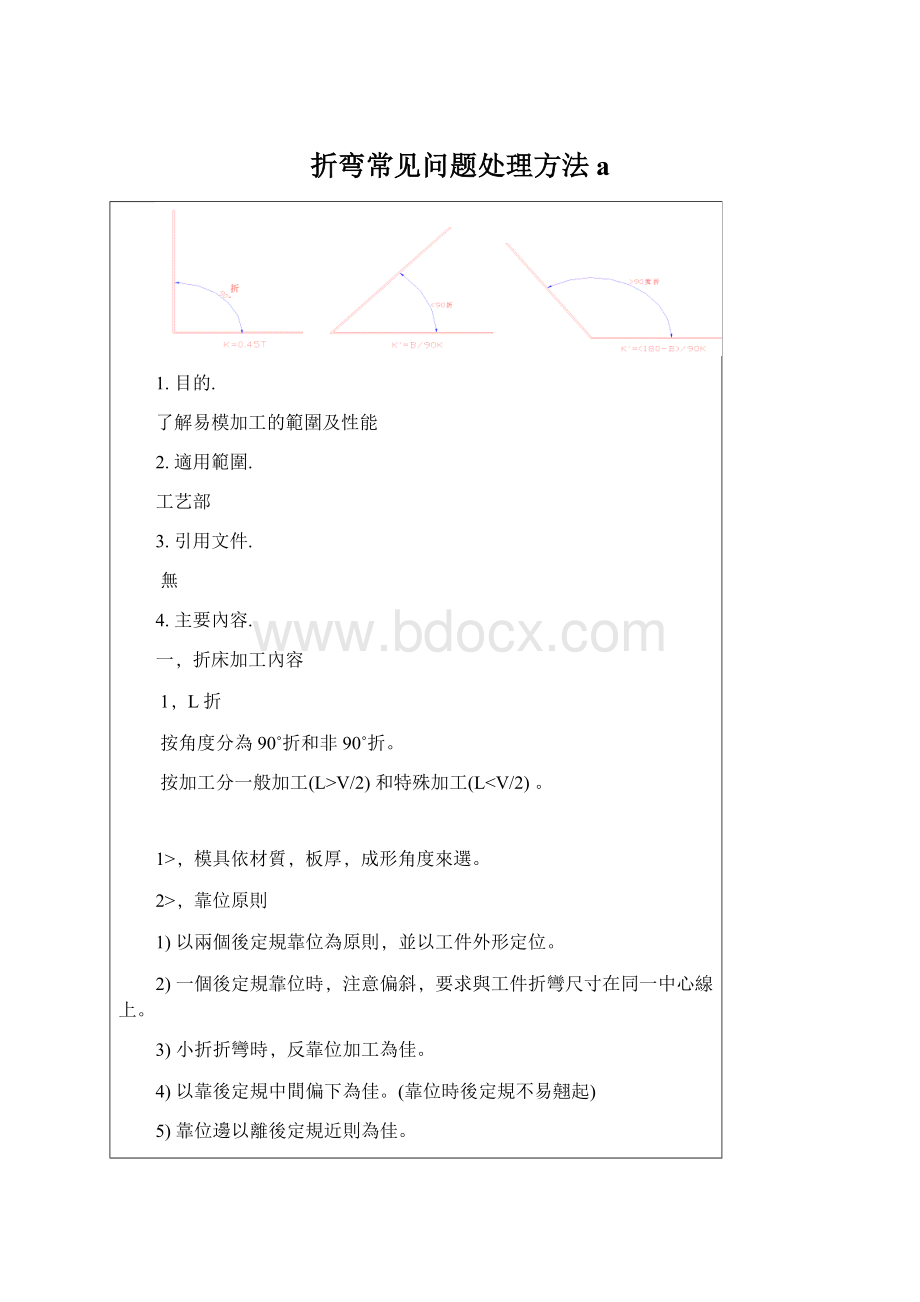
按角度分為90˚折和非90˚折。
按加工分一般加工(L>V/2)和特殊加工(L 1>﹐模具依材質﹐板厚﹐成形角度來選。 2>﹐靠位原則 1)以兩個後定規靠位為原則﹐並以工件外形定位。 2)一個後定規靠位時﹐注意偏斜﹐要求與工件折彎尺寸在同一中心線上。 3)小折折彎時﹐反靠位加工為佳。 4)以靠後定規中間偏下為佳。 (靠位時後定規不易翹起) 5)靠位邊以離後定規近則為佳。 6)以長邊靠位為佳。 7)以治具輔助靠位(斜邊不規則靠位)。 8) 3>﹐注意事項 1)要注意加工時的靠位方式和在各種靠位加工方式中後定規的運動方式。 模具正裝時折彎﹐後定規要後拉﹐以防止工件在折彎時變形。 大工件內部折彎時﹐因工件外形較大﹐而折彎區較小﹐使刀具和折彎區難以重合﹐造成工件定位難﹐或折彎工件損壞。 為避免以上情況發生﹐可在加工的縱方向加一定位點﹐這樣由兩個方向定位加工﹐使加工定位方便﹐並提高加工安全性﹐避免工件損壞,提昇生產效效率。 2﹐N折 N折要根據形狀不同採用不同的加工方式。 折彎時﹐其料內尺寸要大於4MM並且X尺寸的大小因模具外形而受到限制。 如果料內尺寸小于4MM﹐則採用特殊方法加工。 1>﹐根據料厚﹐尺寸﹐材質及折彎角度來選模。 2>﹐靠位原則 保證工件不與刀具發生干涉 1)保證靠位角度略小于90度。 2)最好用兩個後定規靠位﹐特殊情況除外。 3>﹐注意事項 1)折彎L折後﹐期角度要保證在90度或略小于90度﹐以方便加工靠位。 2)第二折加工時﹐要求靠位位置以加工面為中心來靠位。 3﹐Z折 又稱之為段差﹐即一正一反之折彎。 根據角度分斜邊段差和直邊段差。 折彎加工的最小尺寸是加工模具限制的﹐最大加工尺寸是由加工機臺的外形決定的。 一般情況下﹐Z折的料內尺寸小于3.5T時﹐採用段差模加工。 大於3.5T時﹐則採用正常加工方法。 1>﹐靠位原則 1)靠位方便﹐穩定性好。 2)一般靠位與L折相同。 3)二次靠位是要求加工工件與下模貼平。 2>﹐注意事項 1)L折的加工角度一定要到位﹐一般要求在89.5---90度。 2)後定規要後拉時﹐要注意工件的變形。 3) 加工的先後順序一定要正確。 4)針對特殊的加工﹐可用如下方法加工﹕ -------中心線分離法(偏心加工) -------小V加工(需增大折彎系數) -------易模成形 -------修磨下模 4﹐反折壓平 反折壓平又稱壓死邊。 1)死邊的加工步驟為: 先折彎插深至35度左右﹐再用壓平模壓平至貼平貼緊。 1>﹐選模方式 按5--6倍料厚選30度的插深下模的V槽寬度﹐根據加工死邊的具體情況選擇上模。 2>﹐注意事項 死邊要注意兩邊平行度﹐當死邊加工尺寸較長時﹐壓平邊可先折一翹角後壓平。 對于較短的死邊﹐可採用墊料加工。 5﹐壓五金 利用折床壓卯合五金件﹐一般要利用凹模﹐治具等輔助模具加工。 一般情況下有﹕壓螺母﹐壓螺柱﹐壓螺釘及其他一些五金件。 加工注意事項 1>﹐工件外形需避位加工時﹐要採取避位。 2>﹐加工完後要檢測扭力﹐推力是否達到標準及五金件與工件是否貼平貼緊。 3>﹐折彎後壓卯﹐要在機床旁邊壓時﹐要注意加工避位和模具的平行度。 4>﹐如果是脹卯時﹐還要注意脹卯邊不能有裂紋﹐脹卯邊不能高出工件表面。 6﹐易模成形 一般易模成形的加工內容包括﹕小段差﹐卡鉤﹐抽橋﹐抽包﹐壓彈片及一些不規則的形狀。 易模的設計原理參考“LASER切割易模設計原理” 易模一般用後定規定位或自定位。 用易模加工上述內容的加工﹐最重要的是其功能和裝配要求不受影響﹐外觀正常. 二﹐折床加工常見的問題及其解決方法 1>﹐加工時產生滑料現像 原因分析﹕ 1>﹐折彎選模時一般選(4—6)T的V槽寬。 當折彎的尺寸小于所選V槽寬的一半 時﹐就會產生滑料現象。 2>﹐選用的V槽過大 3>工艺处理 解決方法﹔ 2)中心線偏離法(偏心加工)。 如果折彎的料內尺寸小于(4—6)T/2時﹐小多少就補多少 2>﹐墊料加工。 3>﹐用小V槽折彎﹐大V槽加壓。 4>﹐選用較小的V槽。 2﹐內部折彎寬度比標準模具寬度要窄 原因分析﹕ 由于折床下模標準寬度最小為10MM﹐所以折彎加工部分開小于10MM。 若為90度折彎﹐則其長度尺寸不得小于√2(L+V/2)+T 此類折彎﹐定要把模具固定在模座上(即除了向上方向的自由度未限制外) 避免模具的位移而導致工件報廢或則造成安全事故。 解決方法﹕ 1>﹐加大尺寸(要與客戶協)﹐即增大內部折的寬度。 2>﹐易模加工 3>﹐修磨刀具(此舉導致加工成本上昇) 3﹐孔離折彎線太近﹐折彎會使孔拉料﹐翻料 原因分析﹕ 假設孔離折彎線的距離為L﹐當L<(4---6)T/2時﹐孔就會拉料。 主要是因為折彎 過程中﹐受到力的拉伸使材料發生變形﹐從而產生拉料﹐翻料現象。 針對不同板厚﹐按照現有標準模具的槽寬﹐其最小L值如下表﹕ 解決方法﹕ 1>﹐增大尺寸﹐成形後修磨折邊。 2>﹐將孔擴大至折彎線(必須對外觀﹐功能無影響﹐且客戶同意)。 3>﹐割線處理或壓線處理 4>﹐模具偏心加工 5>﹐修改孔位尺寸 4﹐抽形邊緣與折彎線距離L小﹐折彎後抽形處變形 原因分析﹕ 當L<(4---6)T/2時﹐由于抽形與下模接觸﹐折彎過程中﹐抽形受力而發生變形。 解決方法﹕ 1>﹐割線處理或壓線處理。 2>﹐修改抽形尺寸。 3>﹐採用特殊模具加工 4>﹐模具偏心加工 5﹐長死邊壓平後有翹起 原因分析﹕ 由于死邊較長﹐在壓平時貼不緊﹐從而導致其端部壓平後翹起。 ﹔這種情況發生﹐與壓平的位置有很大的關係﹐所以在壓平時要注意壓平的位置 解決方法﹕ 1>﹐在折死邊前先折一折翹角(見示意圖)﹐而後壓平。 2>﹐分多步壓平﹕ ------先壓端部﹐使死邊向下彎曲。 ------壓平根部。 注意﹕壓平效果與操作者作業技能有關﹐故在壓平時請留意實際情況。 6﹐大高度抽橋易斷裂 原因分析﹕ 1>﹐由于抽橋高度太高﹐材料拉伸嚴重導致斷裂。 2>﹐易模棱角未修磨或修磨不夠。 3>﹐材料的韌性太差或橋體太窄。 解決方法﹕ 1>﹐在斷裂的一邊加長工藝孔。 2>﹐增大抽橋寬度。 3>﹐修磨易模R角﹐增大圓弧過渡。 4>﹐加潤滑油于抽橋處。 (因此種方法會使工件表面臟污﹐故對AL件等無法採用) 7﹐易模加工時﹐加工尺寸會跑動 原因分析﹕ 由于工件在加工過程中受到向前的擠壓力﹐工件向前位移﹐導致前部的小翹角尺寸L加大。 解決方法﹕ 1>﹐將圖中的陰影部分磨掉。 一般是差多少就補多少。 2>﹐將易模自定位部分全部磨掉﹐改用後定規定位。 (如下圖示) 8﹐下料總尺寸(指展開)偏小或偏大﹐與圓面不相符。 原因分析﹕ 1>﹐工程展開錯誤。 2>﹐下料尺寸有誤。 解決方法﹕ 根據偏差方向上偏差總量及折彎刀數﹐計算出每折所分配的偏差。 如果計算出的分配公差在公差範圍內﹐則該工件是可以允收的。 -----如果尺寸偏大﹐則可以用小V槽加工。 -----如果尺寸偏小﹐則可以用大V槽加工。 9﹐抽孔卯合後脹裂或卯合不緊﹐變形 原因分析﹕ 1>﹐脹裂是由于抽孔沖子R角過小或翻邊的毛刺太大。 2>﹐卯不緊是由于抽孔脹開不到位。 3>﹐變形存在孔錯位或卯合方式不對造成。 解決方法﹕ 1>﹐改選用大R角的沖子。 注意抽孔翻邊時孔周圍的毛刺。 2>﹐加大壓力 沙拉孔加大加深 改用大R角的沖子。 3>﹐改變卯合方式及孔錯位的原因法掘。 10﹐螺柱壓卯歪斜或壓卯後工件變形 原因分析﹕ 1>﹐加工產品時沒有斷平工件。 2>﹐工件下表面受力不均勻或壓力過大。 解決方法﹕ 1>﹐壓螺柱時要端平工件。 2>﹐制作支撐架。 3>﹐重新調整壓力。 4>﹐加大下表面的受力範範圍﹐減小上表面的施力範圍。 11﹐段差後兩邊不平行 原因分析﹕ 1>﹐模具未校正。 2>﹐上﹐下模墊片未調整好。 3>﹐上﹐下模面取選擇不同。 解決方法﹕ 1>﹐重新校對模具。 2>﹐增減墊片。 (具體調整方法見“段差加工技術”) 3>﹐模具偏心。 4>﹐更換面取﹐使上﹐下模的面取一樣。 12﹐產品表面折痕太深 原因分析﹕ 1>﹐下模V槽小 2>﹐下模V槽的R角小 3>﹐材質太軟。 解決方法﹕ 1>﹐採用大V槽加工 2>﹐使用大R角的模具加工 3>﹐墊料折彎(墊鋼片或優力膠) 13﹐近折彎處在折彎後變形 原因分析﹕ 折彎過程中機臺運行快﹐工件變形過程中向上彎曲速度大於操作者手扶持工件運動的速度。 解決方法﹕ 1>﹐降低機臺運行速度 2>﹐增大操作者手扶持速度。 14﹐AL件折彎易產生裂紋 原因分析﹕ 因AL材有特殊的晶體結構﹐在折彎時平行紋路方向易產生斷裂。 解決方法﹕ 1>﹐下料時﹐考慮將AL材旋轉與折彎垂直方向切割(即使材料折彎方向與紋路垂直。 2>﹐加大上模R角。


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 折弯 常见问题 处理 方法
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 转基因粮食的危害资料摘编Word下载.docx
转基因粮食的危害资料摘编Word下载.docx
-
高中英语词组大全Word文档下载推荐.docx
-
卫计局年工作总结及新年工作计划Word格式.docx
-
贵州省煤矿安全管理人员安全资格证A考试概况Word格式.docx
-
系统集成项目招标文件Word文件下载.docx
-
电子商务考试题总汇打印版打印打印Word下载.docx
-
选调生考试备考言语理解与表达真题Word文档格式.docx
-
高考物理实验题专练 专练15Word文档格式.docx
-
加装奥迪A4L蓝牙电话功能Word文档下载推荐.docx
-
学年下学期好教育高三月考仿真卷A卷 语文 学生版后附详解Word文档下载推荐.docx
-
净化生产车间工程一般施工技术施工方案Word文档格式.docx
-
内蒙古呼和浩特市第六中学学年高一政治下学期期末考试试题Word下载.docx
-
证券行业客户经理电话营销技巧与实例Word文档下载推荐.docx
-
叶芝 苇间风文档格式.docx
-
最新中美贸易摩擦的原因及解决对策1论文Word文件下载.docx
-
意义的近义词Word格式文档下载.docx
-
上海市中考英语试题S.docx
-
专题12观点论证类设问.docx
-
附加安心重疾条款.docx
-
设计变更管理办法修改意见稿FINAL汇编.docx
-
毕业赠言毕业致词精选多篇.docx
-
银行新员工代表发言稿精选多篇.docx
-
北京市朝阳区届高三第一学期期末语文试题Word版含答案.docx
-
HL线切割使用说明书模板.docx
-
车工实训周记.docx
-
USBHID键盘扫描码.docx
-
Apmpoqu4调研报告.docx
-
最熟悉的陌生人作文八篇.docx
-
被动语态综合讲解.docx
-
部编版语文七上第五单元16猫同步练习试题.docx
-
软件体系结构作业2.docx
-
钢管管道安装焊接施工工艺.docx
-
微观经济学.docx
-
出口发盘还盘接受.docx
-
MT4 EA设计策略80条.docx
-
微生物习题及答案.docx
-
PEP五年级上册What Can You Do上课教学方案设计.docx
-
小学英语PEP人教版五年级英语下册教学设计学情分析教材分析课后反思.docx
-
职业卫生多选题.docx
-
Powerpoint实际应用制作技巧.docx
-
《会计基础》陕西试题及答案.docx
-
初三物理电总结习题.docx
-
质检部年终工作总结.docx
-
咸宁市中考语文试题及答案.docx
-
SMT岗位操作规范修改版.docx
-
初一语文上学期期末复习同步辅导题doc.docx
-
中储粮测量放线工程施工方案428.docx
-
TDLTE数字集群系统在无线政务网中的应用探讨.docx
-
中国非专利药产业市场专题调研及投资分析报告.docx
-
初中七年级初一生物第一章观察细胞的结构.docx
-
《密码学数学基础》习题集.docx
