 技术要求检验标准及其他要求.docx
技术要求检验标准及其他要求.docx
- 文档编号:3871025
- 上传时间:2022-11-26
- 格式:DOCX
- 页数:36
- 大小:99.15KB
技术要求检验标准及其他要求.docx
《技术要求检验标准及其他要求.docx》由会员分享,可在线阅读,更多相关《技术要求检验标准及其他要求.docx(36页珍藏版)》请在冰豆网上搜索。
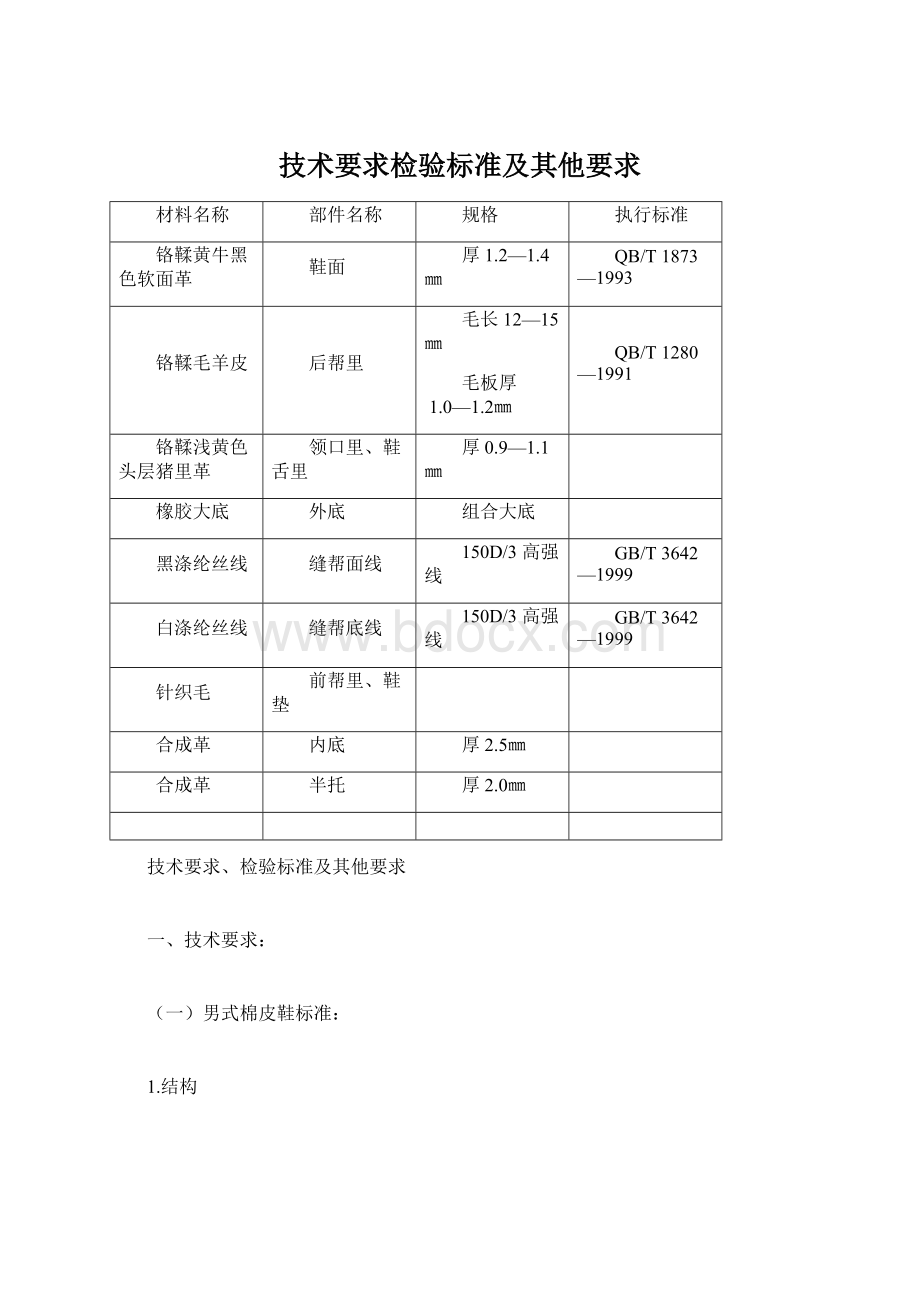
技术要求检验标准及其他要求
材料名称
部件名称
规格
执行标准
铬鞣黄牛黑色软面革
鞋面
厚 1.2—1.4㎜
QB/T 1873—1993
铬鞣毛羊皮
后帮里
毛长 12—15㎜
毛板厚 1.0—1.2㎜
QB/T 1280—1991
铬鞣浅黄色头层猪里革
领口里、鞋舌里
厚 0.9—1.1㎜
橡胶大底
外底
组合大底
黑涤纶丝线
缝帮面线
150D/3 高强线
GB/T 3642—1999
白涤纶丝线
缝帮底线
150D/3 高强线
GB/T 3642—1999
针织毛
前帮里、鞋垫
合成革
内底
厚 2.5㎜
合成革
半托
厚 2.0㎜
技术要求、检验标准及其他要求
一、技术要求:
(一)男式棉皮鞋标准:
1.结构
工商男棉皮鞋为胶粘结构,鞋面为铬鞣黑色黄牛软面革,前帮里为针织毛、后帮里为
铬鞣毛羊皮,鞋底为橡胶组合底。
2.要求:
(1)鞋号按 GB/T3293.1—1998 规定执行,鞋楦尺寸检测方法按 GB/T 3294—1998 执行
。
(2)材料要求:
材料规格应符合表 1 标准
表 1
鞋号
部位
230
235
240
245
250
255
260
265
270
275
280
290
偏差
±
互差
±
后帮高
86
88
88
90
90
92
92
94
94
96
96
100
2㎜
2㎜
前帮围高
26
27
27
28
28
29
29
30
30
31
31
33
1㎜
1㎜
乳胶海绵
领口衬
厚 2.0㎜
苯溶革
主跟
内包头
厚 1.8—2.0
厚 1.4—1.5
钢勾心
支撑内底
QB/1917—2000
3.样板
生产样板要保证外观式样、前后帮比例、绷帮裕度及其成品尺寸,其他可作适当调整
。
4.成品尺寸
成品尺寸符合表 2 标准
表 2单位:
㎜
部件
线道距边㎜
针码密度针/20㎜
缝制方法
规定
公差
规定
公差
合后缝
1.0
+0.5
8
±1.0
合缝一道
缝接领口
1.0
9
领口压于后帮缝线一道
领口里对接后帮里
2.0
7
领口里与后帮里对缝一道
翻缝领口
1.0
9
领口与领口里缝线一道
缝领口
1.0
9
沿领口下口缝线一道,橡筋一
并缝上,回 2—3 针
前帮盖缝装饰线
并线间距 1.0
9
接标线缝线两道
翻缝围盖
1.5
9
围压盖翻缝一道
缝围子线
第一道 3.0
第二道 4.0
9
在围子上缝线两道
部件
片留厚度
片宽
围子折边部位,鞋舌折边部位
0.3±0.1
11±1
压茬部位
0.3±0.1
7±1
滚口部位
0.6±0.1
7±1
后缝部位
0.5±0.1
4±1
5 .制帮
片边工艺技术标准应符合表 3 的规定
表 3单位:
㎜
帮面按样板折变,宽度不小于 5㎜。
6.缝制要求应符合表 4 的规定
表 4
部位
要求
内底成型
铆勾心压型使内底成型符合楦底曲面
机片、砂主跟、内包头
主跟、内包头上口片留宽度(8—12)㎜,上口
片留厚度(0.3—0.4)㎜,下口片留厚度(0.8—
1.2)㎜,主跟、内包头上下口砂成顺坡型。
绷帮
主跟、内包头绷帮裕度不低于 8㎜,帮脚裕度不
低于 12㎜,绷正,符合楦型
热定型
后主跟、内包头应干透硬挺,脱楦后成鞋不变形
帮脚起毛
帮脚周边砂去涂饰层,砂平、砂均、起毛到位
粘外底
外底,帮脚刷处理剂一遍,均匀刷胶两遍,粘正
粘平,压合粘牢
外观修饰
底口胶污擦净,帮面修饰整洁、光亮
粘鞋垫
用胶粘牢、粘正、粘平等
鞋舌对缝鞋里
2.5
7
鞋舌里压于毛里对缝线一道
翻缝滚口
1.0
8
翻缝滚口缝线一道,缝后清边
一致
缝滚口线
1.0
+0.5
9
±1.0
沿滚口缝线一道
缝接前后帮
第一道 1.0
第二道 2.0
+0.5
9
±1.0
前帮压于后帮缝线两道,口门
处打结子线,并线三针
缝接腰裆毛
2.0
+0.5
6
±1.0
对缝一道
鞋帮按缝线压茬宽度不小于 8㎜。
各处线头剪净,鞋里面料边缘修齐,不得超出面边。
7.制底制底要求应符合表 5 规定
表 5
8.外观
成品外观质量应符合表 6 规定。
成品质量缺陷中的 1、2、3、4、5、9、10、13、14、15 荐为主要缺陷,其他项为次
要缺陷。
表 6
序
部位
缺陷项目 合格品
号
皮鞋
整体外观 端正、对称、平整、平服、平稳、清洁。
子口整齐严实,内底不露钉尖。
鞋
1
帮面
帮、鞋里、不允许明显变色、脱色。
鞋垫牢固。
用料不当 同双鞋相同部位的色泽、厚度、花纹基本一致。
允许有不显示轻微缺陷,但
成品
2
3
前帮围长短
不允许有裂浆、裂面。
前优于后,外优于里。
不超过公差、互差范围
尺寸
鞋帮
4
5
6
后帮高低
前帮长短不一
翻线
不超过公差、互差范围,内外怀部位同双鞋对比一致
前帮长度同双鞋对比不超过 2㎜
鞋里、鞋舌部位不超过 3 针,连翻线不超过 2 针
缝线
7
8
9
10
11
跳线
重针
缝线越轨、缝帮
裂口、断线
针眼针码过稀过
密
不准有。
鞋里、鞋舌部位不超过 3 针,不得连跳
鞋里、鞋舌部位不超过 3 针,连重不超过 2 针。
不准有
不准有
不准有
鞋里12死褶不准有
主跟
不到位、软、内
不准有
内包
头
13
包头鞋里脱壳
钢勾
歪、变形、断、
不准有
14
心
鞋底
15
松动
开胶
周边涂层未砂掉处,开胶深不超过 1.0㎜。
长度不超过 2㎜
粘合
16
露帮脚
深度不超过 1.0㎜,长度不超过 3㎜
外底17色泽、花纹同双鞋外底相同部位基本一致
指标名称
技术要求
成鞋耐折性能(预割口 5㎜,连续曲挠 4 万
次,裂口长度㎜)
≤12 折后无新断纹,折后不得出现裂面或
帮底开胶
外底耐磨性能(磨痕长度㎜)
≤8
剥离强度(N/㎝)
≥100
勾心抗弯钢度(KN/㎝)
符合 QB/T 1917 的要求
鞋底硬度(邵尔 A 度)
55—75
9.物理机械性能应符合表 7 规定
表 7
(二)女式棉皮鞋标准:
1.结构
工商女棉皮鞋为胶粘结构,鞋面为铬鞣黑色黄牛软面革,前帮里为针织毛、后帮里为
铬鞣毛羊皮,鞋底为 PU 成型底。
2.要求:
(1)鞋号按 GB/T3293.1—1998 规定执行,鞋楦尺寸检测方法按 GB/T 3294—1998 执行。
(2)材料要求:
材料规格应符合表 1
表 1
材料名称
部件名称
规格
执行标准
铬鞣黄牛黑色软面革
鞋面
厚 1.2—1.4㎜
QB/T 1873—1993
铬鞣毛羊皮
鞋里
毛长 12—15㎜
毛板厚 1.0—1.2㎜
QB/T 1280—1991
铬鞣浅黄色头层猪里革
领口里、鞋舌里
厚 0.9—1.1㎜
聚氨脂大底
外底
成型
黑涤纶丝线
缝帮面线
150D/3 高强线
GB/T 3642—2005
白涤纶丝线
缝帮底线
150D/3 高强线
GB/T 3642—2005
针织毛
前帮里、鞋垫
合成革
内底
厚 2.5㎜
合成革
半托
厚 2.0㎜
乳胶海绵
领口衬
厚 2.0㎜
苯溶革
主跟
内包头
厚 1.4—1.5
厚 1.2—1.4
钢勾心
支撑内底
QB/T 1917—2000
3.样板
生产样板要保证外观式样、前后帮比例、绷帮裕度及其成品尺寸,其他可作适当调整
。
4.成品尺寸
成品尺寸符合表 2 要求
表 2单位:
㎜
鞋号
215 220 225 230 235 240 245 250 255 260 偏差± 互差±
部件
线道距边㎜
针码密度针/20㎜
缝制方法
规定
公差
规定
公差
合后缝
1.5
+0.5
9
±1.0
合缝缝线一道,敲平粘贴补强带
缝前帮
1.0
9
前帮压于后帮缝线一道
缝装饰线
并线间距 2.0
9
按标示线缝线
缝接领口
1.0
9
前后帮压于领口,缝线一道
缝装饰条线
1.0
9
装饰条两侧缝线一道
缝拉链,缝
装饰条
1.0
9
拉链上下对齐、拉合自如,
两侧留边一致,前后帮压于拉链
缝线一道,装饰条一并缝上
部件
片留厚度
片宽
折边部位
0.3±0.1
11±1
压茬部位
0.3±0.1
7±1
后缝部位
0.5±0.1
4±1
部位
后帮高
124
124
126
126
128
128
130
130
132
132
2㎜
2㎜
5. 制帮
片边工艺技术标准应符合表 3 的规定
表 3单位:
㎜
帮面按样板折边,宽度不小于 5㎜。
6.缝制要求应符合表 4 的规定
表 4
部位
要求
内底成型
铆勾心压型使内底成型符合楦底曲面
机片、砂主跟、内包头
主跟、内包头上口片留宽度(8—12)㎜,上口
片留厚度(0.3—0.4)㎜,下口片留厚度(0.8—
1.2)㎜,主跟、内包头上下口砂成顺坡型。
绷帮
主跟、内包头绷帮裕度不低于 8㎜,帮脚裕度不
低于 12㎜,绷正,符合楦型
热定型
后主跟、内包头应干透硬挺,脱楦后成鞋不变形
帮脚起毛
帮脚周边砂去涂饰层,砂平、砂均、起毛到位
粘外底
外底,帮脚刷处理剂一遍,均匀刷胶两遍,粘正
粘平,压合粘牢
外观修饰
底口胶污擦净,帮面修饰整洁、光亮
粘鞋垫
用胶粘牢、粘正、粘平等
统口缝接鞋
里
1.0
9
统口皮压于鞋里缝线一道
缝口线
第一道 1.0
第二道并线 1.0
9
统口处缝线一道,拉链处并线
鞋帮按缝线压茬宽度不小于 8㎜。
各处线头剪净,鞋里面料边缘修齐,不得超出面边。
7.制底 制底要求应符合表 5 规定
表 5
8.外观
成品外观质量应符合表 6 规定
成品质量缺陷中的 1、2、3、4、5、9、10、13、14、15 荐为主要缺陷,其他项为次要缺
陷。
表 6
序
部位
缺陷项目 合格品
号
皮鞋1整体外观端正、对称、平整、平服、平稳、清洁。
子口整齐严实,内底不露钉尖。
鞋帮、鞋里、不允许明显变色、脱色。
鞋垫牢固。
帮面2用料不当同双鞋相同部位的色泽、厚度、花纹基本一致。
允许有不显示轻微缺陷,
但不允许有裂浆、裂面。
前优于后,外优于里。
成品尺
3
前帮围长短
不超过公差、互差范围
寸
鞋帮缝
4
5
6
后帮高低
前帮长短不一
翻线
不超过公差、互差范围,内外怀部位同双鞋对比一致
前帮长度同双鞋对比不超过 2㎜
鞋里、鞋舌部位不超过 3 针,连翻线不超过 2 针
线
7
8
9
10
11
跳线
重针
缝线越轨、缝帮
裂口断线
针眼
不准有。
鞋里、鞋舌部位不超过 3 针,不得连跳
鞋里、鞋舌部位不超过 3 针,连重不超过 2 针。
不准有
不准有
不准有
针码过稀过密
鞋里12死褶不准有
主跟内
不到位、软、内
不准有
13
包头
钢勾心
包头鞋里脱壳
歪、变形、断、
不准有
14
松动
鞋底粘
15
开胶
周边涂层未砂掉处,开胶深不超过 1.0㎜。
长度不超过 2㎜
合
16
外底17
18
露帮脚
色泽、花纹
缺胶、气泡
深度不超过 1.0㎜,长度不超过 3㎜
同双鞋外底相同部位基本一致
外围不准有,中间花纹上气泡深不超过 1㎜,直径不超过 1㎜
指标名称
技术要求
成鞋耐折性能(预割口 5㎜,连续曲挠 4 万
次,裂口长度㎜)
≤12 折后无新断纹,折后不得出现裂面或帮
底开胶
外底耐磨性能(磨痕长度㎜)
≤8
剥离强度(N/㎝)
≥60
勾心抗弯钢度(KN/㎝)
符合 QB/T 1917 的要求
鞋底硬度(邵尔 A 度)
55—75
9.物理机械性能应符合表 7 的规定
表 7
(三)男式单皮鞋标准:
1.结构
男式单皮鞋为胶粘结构,鞋面为铬鞣黑色黄牛软面革,前、后帮里为铬鞣浅黄色猪里
革,鞋底为橡胶组合底。
2.要求:
(1) 鞋号按 GB/T3293.1—1998 规定执行,鞋楦尺寸检测方法按 GB/T 3294—1998 执
行。
(2)材料要求:
材料规格应符合表 1
表 1
材料名称部件名称规格执行标准
铬鞣黄牛黑色正面革
鞋面
厚 1.2—1.4㎜
QB/T 1873—1993
大树皮纹压花革
前帮盖
厚 1.2—1.4㎜
铬鞣浅黄色头层猪里革
鞋里
厚 1.0—1.2㎜
组合底
外底
组合大底
铬鞣黄色羊皮鞋垫革
鞋垫
厚 1.0—1.2㎜
合成革
内底
厚 2.5㎜
纸板革
半托
厚 2.0㎜
乳胶海绵
鞋垫衬
厚 3.0㎜
苯溶革
主跟
内包头
厚 1.8—2.0
厚 1.5㎜
钢勾心
支撑内底
QB/T 1917—2000
鞋号
部位
230
235
240
245
250
255
260
265
270
275
280
290
偏差
±
互差
±
后帮高
62
64
64
66
66
68
68
70
70
72
72
76
2㎜
2㎜
前帮围高
24
25
25
26
26
27
27
28
28
29
29
30
1㎜
1㎜
3.样板
生产样板要保证外观式样、前后帮比例、绷帮裕度及其成品尺寸,其他可作适当调整。
4.成品尺寸
成品尺寸符合表 2 要求
表 2单位:
㎜
部件
线道距边㎜
针码密度针/20㎜
缝制方法
规定
公差
规定
公差
合缝前腰围与内
腰帮
2.0
+0.5
8
±1.0
合缝部位正面对齐缝线一道
缝接围盖
1.0
9
前帮盖按线位压在围面,距
边缝线一道
合后缝
1.0
8
包跟后缝合缝一道
缝包跟
第一道 1.0
第二道 2.0
9
包跟压于后帮缝线两道
部件
片留厚度
片宽
鞋盖折边部位,鞋舌折边部位
0.3±0.1
11±1
压茬部位
0.3±0.1
7±1
滚口部位
0.6±0.1
7±1
后缝部位
0.5±0.1
4±1
5.制帮
片边工艺技术标准应符合表 3 的规定
表 3单位:
㎜
帮面按样板折变,宽度不小于 5㎜。
6.缝制要求应符合表 4 的规定
表 4
缝沿口条暗线
1.0
9
沿口条缝到鞋舌边上,口门
处打结子并线三针
缝沿口条明线
并线间距 1.0
9
靠沿口条边缝线一道
缝橡筋
第一道 2.0
第二道 3.0
橡筋压于鞋耳、面里之间缝
线两道
缝接后帮里
1.0
9
包跟里压于后帮里缝线一道
车大边
4.0
9
用 17㎜宽的沿口条上喇叭车
车鞋口
部位
要求
内底成型
铆勾心压型使内底成型符合楦底曲面
机片、砂主跟、内包头
主跟、内包头上口片留宽度(8—12)㎜,上口
片留厚度(0.3—0.4)㎜,下口片留厚度(0.8—
1.2)㎜,主跟、内包头上下口砂成顺坡型。
绷帮
主跟、内包头绷帮裕度不低于 8㎜,帮脚裕度不
低于 12㎜,绷正,符合楦型
热定型
后主跟、内包头应干透硬挺,脱楦后成鞋不变形
帮脚起毛
帮脚周边砂去涂饰层,砂平、砂均、起毛到位
鞋帮按缝线压茬宽度不小于 8㎜。
各处线头剪净,鞋里面料边缘修齐,不得超出面边。
7.制底
制底要求应符合表 5 规定
表 5
粘外底
外底,帮脚刷处理剂一遍,均匀刷胶两遍,粘正
粘平,压合粘牢
外观修饰
底口胶污擦净,帮面修饰整洁、光亮
粘鞋垫
用胶粘牢、粘正、粘平等
8.外观
成品外观质量应符合表 6 规定
成品质量缺陷中的 1、2、3、4、5、9、10、13、14、15 荐为主要缺陷,其他项为次要缺
陷。
表 6
部位序号缺陷项目合格品
皮鞋1整体外观端正、对称、平整、平服、平稳、清洁。
子口整齐严实,内底不露钉尖。
鞋帮、
鞋里、不允许明显变色、脱色。
鞋垫牢固。
帮面2用料不当同双鞋相同部位的色泽、厚度、花纹基本一致。
允许有不显示轻微缺陷,但不
允许有裂浆、裂面。
前优于后,外优于里。
成品
3
前帮围长短
不超过公差、互差范围
尺寸
鞋帮
4
5
6
后帮高低
前帮长短不一
翻线
不超过公差、互差范围,内外怀部位同双鞋对比一致
前帮长度同双鞋对比不超过 2㎜
鞋里、鞋舌部位不超过 3 针,连翻线不超过 2 针
缝线
7
8
9
10
11
跳线
重针
缝线越轨、缝
帮裂口、断线
针眼
不准有。
鞋里、鞋舌部位不超过 3 针,不得连跳
鞋里、鞋舌部位不超过 3 针,连重不超过 2 针
不准有
不准有
不准有
针码过稀过密
鞋里12死褶不准有
主跟
不到位、软、
不准有
内包
头
钢勾
心
13
14
内包头鞋里脱
壳
歪、变形、断、 不准有
松动
鞋底
15
开胶
周边涂层未砂掉处,开胶深不超过 1.0㎜。
长度不超过 2㎜
粘合
16
露帮脚
深度不超过 1.0㎜,长度不超过 3㎜
外底17色泽、花纹同双鞋外底相同部位基本一致
指标名称
技术要求
成鞋耐折性能(预割口 5㎜,连续曲挠 4 万
次,裂口长度㎜)
≤12 折后无新断纹,折后不得出现裂面或
帮底开胶
外底耐磨性能(磨痕长度㎜)
≤8
剥离强度(N/㎝)
≥100
勾心抗弯钢度(KN/㎝)
符合 QB 1917 的要求
鞋底硬度(邵尔 A 度)
55—75
9.物理机械性能应符合表 7 要求
表 7
(四)工商女式单皮鞋标准:
1.结构
女式单皮鞋为胶粘结构,鞋面为铬鞣黑色黄牛正面革,鞋里铬鞣浅黄色头层猪里革,鞋
底橡塑底。
2.要求:
(1) 鞋号按 GB/T 3293.1—1998 规定执行,鞋楦尺寸检测方法按 GB/T 3294—1998
执行。
(2)材料要求:
材料规格应符合表 1
材料名称
部件名称
规格
执行标准
铬鞣黄牛黑色软面革
鞋面
厚 1.2—1.4㎜
QB/T 1873—1993
银色合成革
鞋里、鞋垫
厚 0.9—1.1㎜
本色合成革
包跟里
厚 0.9—1.1㎜
橡塑大底
外底
组合底
特克松
内底
厚 2.0㎜
灰板革
半托
厚 2.5㎜
乳胶海绵
鞋垫衬
厚 2.0㎜
苯溶革
主跟
内包头
厚 1.4—1.5
厚 1.2—1.4
钢勾心
支撑内底
QB/T1917—2000
鞋号
部位
215
220
225
230
235
240
245
250
255
260
偏差±
互差±
后帮高
60
60
61
61
62
62
63
63
64
64
2㎜
2㎜
表 1
3.样板
生产样板要保证外观式样、前后帮比例、绷帮裕度及其成品尺寸,其他可作适当调整。
4.成品尺寸
成品尺寸符合表 2 要求
表 2单位:
㎜
部件
线道距边㎜
针码密度针/20㎜
缝制方法
规定
公差
规定
公差
合后缝
1.5
+0.5
9
±1.0
合缝缝线一道,敲平粘贴补强
带
缝前帮
1.0
11
前帮压于后帮缝线一道
合包跟里后
缝
1.5
9
包跟里后缝缝线一道
缝接鞋里
1.0
11
后帮里压于包跟里缝线一道
缝口线
1.0
11
沿口线缝线一周,后筋皮一同
缝上
部件
片留厚度
片宽
折边部位
0.3±0.1
10±1
压茬部位
0.3±0.1
7±1
后缝部位
0.5±0.1
4±1
5. 制帮
片边工艺技术标准应符合表 3 的规定
表 3单位:
㎜
帮面按样板折边,宽度不小于 4㎜。
6.缝制要求应符合表 4 的规定
表 4
鞋帮按缝线压茬宽度不小于 8㎜。
各处线头剪净,鞋里面料边缘修齐,不得超出面边。
部位
要求
内底成型
内底粘缝楞条后,铆勾心压型使内底成型符合楦底曲面
机片、砂主跟、内包头
主跟、内包头上口片留宽度(8—12)㎜,上口片留厚度(0.3—0.4)㎜,下口
片留厚度(0.8—1.2)㎜,主跟、内包头上下口砂成顺坡型。
绷帮
主跟、内包头绷帮裕度不低于 8㎜,帮脚裕度不低于 12㎜,绷正,符合楦型
热定型
后主跟、内包头应干透硬挺,脱楦后成鞋不变形
帮脚起毛
帮脚周边砂去涂饰层,砂平、砂均、起毛到位
粘外底
外底,帮脚刷处理剂一遍,均


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 技术 要求 检验 标准 及其
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 如何打造酒店企业文化2刘田江doc.docx
如何打造酒店企业文化2刘田江doc.docx
-
律师提供著作权法律服务业务操作指引.docx
-
18秋福建师范大学《经济法》在线作业一.docx
-
施工现场危险源.docx
-
山东省潍坊市昌乐县学年七年级地理下学期期中学业质量评估试题.docx
-
新视野大学英语视听说教程第二版第一册完整答案.docx
-
精校版重庆市 初中毕业水平暨高中招生考试中考英语试题AB卷Word版含答案解析.docx
-
新视野大学英语视听说教程第二版第一册完整答案.docx
-
江苏省刘国钧中学1112学年高二语文上学期期末考前辅导试题卷苏教版会员独享.docx
-
山东省潍坊市昌乐县学年七年级地理下学期期中学业质量评估试题.docx
-
西安交通大学18年课程考试《管理会计》作业考核试题.docx
-
施工安全保证体系.docx
-
南开17秋学期《科学启蒙尔雅》在线作业2.docx
-
秋福师《大学英语1》在线作业二.docx
-
231695 北交《运输物流管理》在线作业2 15秋答案.docx
-
梁原学区安全管理工作实施方案.docx
-
环保管理台帐明细.docx
-
我国三大翻译证书考试概览.docx
-
东大17秋学期《大学英语二》在线作业31.docx
-
静态分析指标.docx
-
山东金瀚控股金瀚置业绩效考核指标库.docx
-
B0301A国际贸易.docx
-
人教版八年级数学上册同步练习试题及答案第11章《三角形》 同步练习及答案111.docx
-
秋福师《概率论》在线作业二.docx
-
17秋福师《高级英语阅读二》在线作业一.docx
-
西南大学17秋0764《工程建设监理》在线作业参考资料.docx
-
生活宝典之社会大转盘一.docx
-
专卖店管理.docx
-
100个CFO的八年之资金管理篇.docx
-
东北师范古代汉语三16秋在线作业2.docx
-
专业技术人员公共危机管理考试.docx
-
东大17秋学期《大学英语二》在线作业31.docx
-
xxx自动化系暑期社会实践总结可编辑版.docx
-
广东省深圳市高三第二次调研考试语文试题答案详解.docx
-
单片机抢答器.docx
-
测试文档第2学期.docx
-
22匀变速直线运动的速度与时间的关系练习题及答案.docx
-
中级经济基础复习题5311.docx
-
学生篮球运动会秩序册.docx
-
田径运动会裁判员细则.docx
-
六年级下学期班主任工作计划.docx
-
难忘的一件事初中作文600字九篇.docx
-
北京市市政基础设施长城杯工程评审管理办法.docx
-
收银机操作流程.docx
-
筷子的文化.docx
-
幼儿园突发事件应急预案管理制度.docx
-
认识半导体和测试设备精编版.docx
-
中秋节给员工的祝福寄语五篇.docx
-
如何利用化学名分子式结构式来检索化学文献.docx
-
河南省信阳市息县第一高级中学高三语文第七次适应性测试.docx
-
钢筋工程作业指导书.docx
