 ZGM113型中速辊式磨煤机安装工法docx.docx
ZGM113型中速辊式磨煤机安装工法docx.docx
- 文档编号:3861135
- 上传时间:2022-11-25
- 格式:DOCX
- 页数:17
- 大小:136.63KB
ZGM113型中速辊式磨煤机安装工法docx.docx
《ZGM113型中速辊式磨煤机安装工法docx.docx》由会员分享,可在线阅读,更多相关《ZGM113型中速辊式磨煤机安装工法docx.docx(17页珍藏版)》请在冰豆网上搜索。
ZGM113型中速辊式磨煤机安装工法docx
立式中速辗式磨煤机安装工法
涂祥鹏沈洪斌
K前言
中速綻式磨煤机是能将一定体积的原煤块研磨成细小的煤粉颗粒的机械设备。
它广泛应用在发电、冶炼等大型「•厂的喷煤系统。
其匚作原理如下:
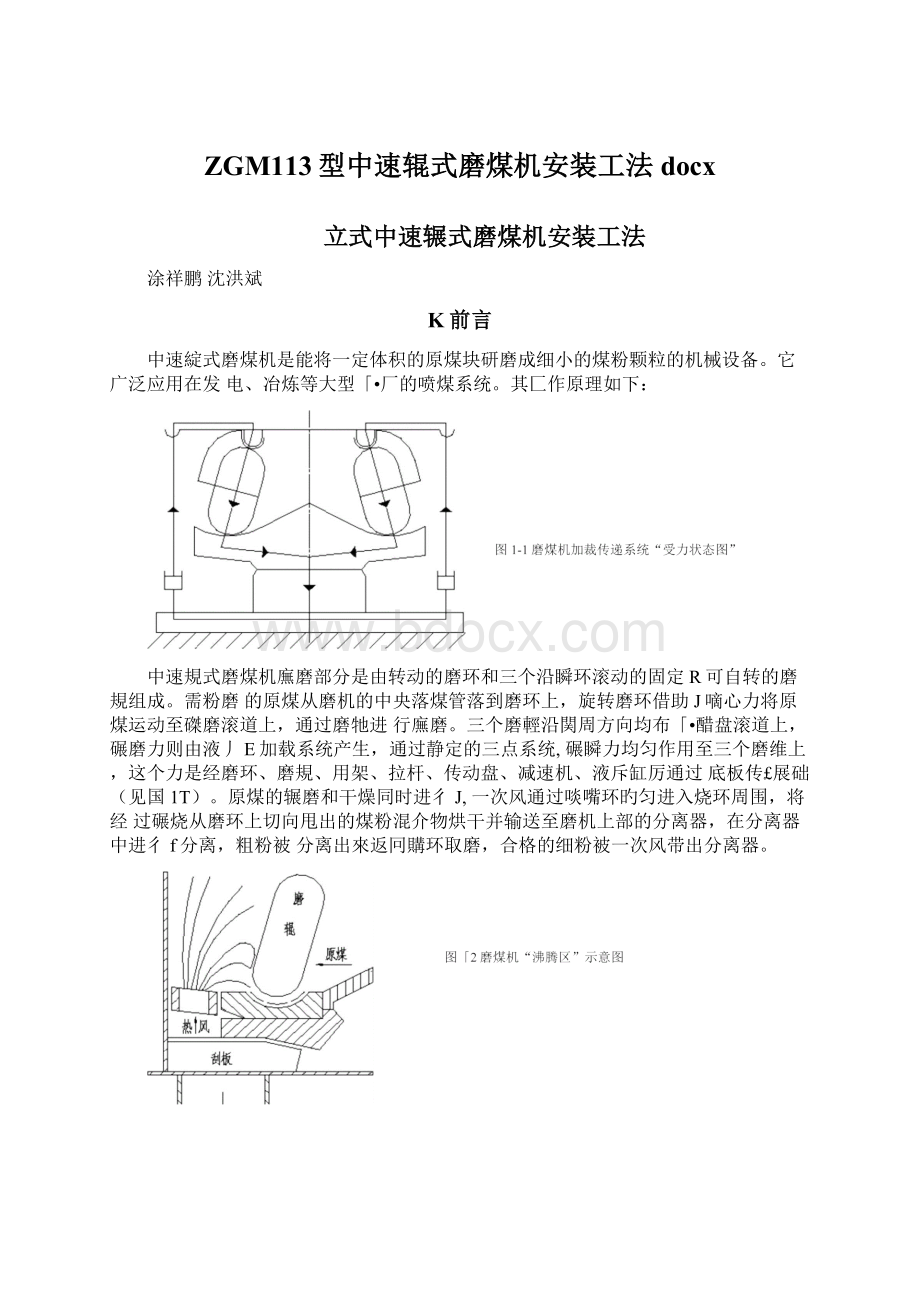
中速規式磨煤机廡磨部分是由转动的磨环和三个沿瞬环滚动的固定R可自转的磨規组成。
需粉磨的原煤从磨机的中央落煤管落到磨环上,旋转磨环借助J嘀心力将原煤运动至磔磨滚道上,通过磨牠进行廡磨。
三个磨輕沿関周方向均布「•醋盘滚道上,碾磨力则由液丿E加载系统产生,通过静定的三点系统,碾瞬力均匀作用至三个磨维上,这个力是经磨环、磨規、用架、拉杆、传动盘、减速机、液斥缸厉通过底板传£展础(见国1T)。
原煤的辗磨和干燥同时进彳J,一次风通过啖嘴环旳匀进入烧环周围,将经过碾烧从磨环上切向甩出的煤粉混介物烘干并输送至磨机上部的分离器,在分离器中进彳f分离,粗粉被分离出來返冋購环取磨,合格的细粉被一次风带出分离器。
难以粉碎且一次风吹不起的较亚石子煤、黄铁矿、铁块等通过喷嘴环落到-•次风室,被刮板刮进排渣箱,由人匸定期消理,淸除渣料的过程在磨运行期间也能进彳J;。
(见图1-2)
通融箱
2、工法特点
使用2米平尺进行台板安装测艮保证了台板面的安装粘:
度,防止了因为安装造成的台板面变形。
台板安装的三次合理顺序灌浆保证了设备的安装过程质虽。
磨總专用测最中心r.H,保证了瞎轮安装的中心耕度。
3、适用范围
本功法适用丁•中速立式辗式磨煤机设备安装。
4、工艺原理
1.此类馄式磨煤机的中心线非常有特点,不同于类球辭类僭煤机。
本棍式除煤机中心线不单单是水平方向中心线(注1),他还有一条币「要的铅垂方向的中心线(注2)。
此类魏式糜煤机安装关键便是其水平力向中心线与垂玄方向中心线是否能够在铅垂而内交介。
注1:
水平中心线贯穿了磨煤机减速机、磨煤机电机、电机盘车三人部分。
注2:
铅垂中心线贯穿煤粉分离器中心、磨綻运行中心、减速机传动盘中心、台板中心、三拉杆的形成中心。
2.根据实际生产情况,磨煤机台板安装过程中采用了2米平尺测磺加工面的方法,防止了因为安装造成台板变形的町能性,保证了台板的加匸及安装擀度。
为减速机的安装运行质最提供了保证。
3.濟規安装过程中三个磨規找正杆尖测竜炳眾中心的方法,保证了磨辘安装的中心度。
1.磨机安装的三次介理顺序灌浆保证了役备的安装过程质斎。
5、施工工艺流程及操作要点
5.1主耍冬部件
减速机台板(机朋)、联轴器、减速机、刮板装置、磨坏、喷嘴环、墨馄装置、床架装置、煤粉分离器、磨煤机机壳、拉杆及加我装置、加我油缸等。
5.21艺流程图及操作耍点
5.2.1屛煤机安装匸艺流程图
5.2.2操作耍点:
安装前详细阅读设备技术文件,安装过程中,严格按照设备技术文件进行。
A部件的加匸配介面,必须消理干净,均匀抹薄薄-层MoS2油脂,特别是台板、减速机输出法兰、传动盘、磨盘等部件的承力面。
B凡是起吊、检修用并fl在运行中不使用的螺栓孔.必须用螺栓或螺钉拧入予以保护。
C所有螺栓、螺钉的螺纹处都应消理干净,抹MoS2润滑脂,方能拧入。
D各焊接部位应严格按安装图纸耍求施匚特别是机用与机壳的焊接。
E濟煤机一次风进口、机壳、分离器的人孔门及密封连接处必须严密不得汹漏。
F磨煤机出厂前经试总组装,解体前进彳j•了编号,安装时按编号•或记兮进行。
G分别按项进行•检测记录,认真填写设备的总组装质晟检测K
H为防止磨煤机带静电,应从机座处引地线,并确保接地。
I进彳J:
磨煤机木体范围内的焊接操作时,必需接好地线,确保焊接电流不会通过磨辘、减速机、油缸、关节轴廉等关键部件,以避免造成损失。
J对灌浆「•作的耍求
第一次浇灌:
基础主体部分。
此过程中需耍结合水、电专业及土建对地脚螺栓盒、预埋件、地脚螺栓预留孔和电源穿线管等进彳J:
检査。
检查地脚螺拴盒是否固定牢固,定位是否准确。
并釆取有效措施,防止杂物落入螺栓盒及水、电管道内部。
第二次浇灌:
在齿轮箱台板和电动机台板找【E后进行。
第三次浇灌:
在磨煤机及氏配套部件全部安装验收厉进彳几
5.3安装顺序
总安装顺序为自下而上,先平面再立体。
按照设备安装工艺流程图,严格执行设备厂家及规范对每一步安装环节的耍求,确保安装质昴。
5.4基础验收
土建向安装单位递交交接单后,安装单位需耍进彳J•如下工作
5.4.1检测辭煤机基础强度必须达到设计强度的70%以匕,有无裂纹气泡等外部缺陷:
5.4.2检査展础是否清理干净,尤梵是地脚螺栓盒内是否波污染:
5.4.3检査基础上星线是否清晰、齐全,特别是纵横中心线;
5.4.4根据交接记录分别与设计尺寸、厂家图纸尺寸孩对无误;
5.4.5复测基础与设计相同,地脚螺栓孔的深度、垂直度。
尤其是拉杆台板的地脚螺栓盒垂肖•度,并II.各螺栓盒中心与0。
线(从电机一侧看)应成60°、180°、300°
5.4.6验收磨煤机基础的同时验收与其配套的减速机、电机、密封风机、高压油站、稀油站的基础;标高点士0.00mm的绝对标高为大沽鳥程+0.85m,减速机基础I耐H对标高为-255mm,电机基础向相对标再-190mm,拉杆台板皋础血相对-100mm
5.4.7设置安装基准点、基准线、埋设中心标板
5.5台板安装及二次灌浆
5.5.1清理台板表面上的油污、铁锈及防腐涂料等杂物,准备好垫块、垫铁、调整螺钉及测最匸具(含2m平尺).通知监理、业主及厂家复查加丁而是否变形.尤其是减速机台板,减速机台板平而度允许偏差小J:
0.1mm。
检査完毕填写检査报告,四方签字。
5.5.2依据图纸从磨煤机丛础上确泄出磨煤机中心线、纵轴线和相对标高,并利用0.2mm钢丝來固定轴线
5.5.3磨煤机电机及盘年底座垫铁采用有族铁做浆法,濟煤机台板按照设备厂家耍求,利用台板自身设计的螺栓,进行无垫铁顶丝找平。
垫铁安装介格后填写检査报告,四方签字认可。
5.5.4利出厂房内两台电动葫芦依次将减速机台板、电动机台板、拉杆台板、盘车装置台板安装就位,并校准地脚螺栓和地脚孔的位置。
5.5.5冬台板找正后按基础图上的说明对地脚螺栓进行预紧,并复查齐台板水平度,之后再按二次浇灌混凝上耍求浇灌混凝上。
5.5.6利用现有测量工具,框式水平、水准仪等对台板标高、轴线位置,水平度进行复检,偏差应达到设备安装规范及磨机随机安装说明书的耍求,完毕后填写检査报告,四方签字.
a.展框中心线与基础中心线允许偏差不大于2mm:
b.减速机台板血,标止j偏基010mm,水偏差小J•0.11000:
c.电机底用加I.面,标高偏井5mm,水'卜偏差小J*0.2/1000:
d.加叔拉杆底座上表面,标高偏差0——10mm,水平偏差小J*0.1/1000:
5.5.5将探踞在外的加工面抹防锈油脂,并设木板保护,并按设讣留好备预留孔。
全部地脚螺栓盒上端用橡胶埶或泡沫塑料封死,防止灌浆时浆料落入螺栓盒内或联接螺栓几中。
并通知土建进行二次灌浆。
5.5.6二次灌浆
5.5.6.1台板安装验收介格后进行二次灌浆,灌浆料为无氯化物,防油无收缩灌乔强浆料。
5.5.6.2灌浆时应从一侧慢慢注入灌浆料,同时对灌浆料进行梳流,彻底排除台板下面气体,让灌浆灌注充实
5.5.6.3减速机台板内部浇灌必须达到标商零米。
5.5.6.1严格控制二次浇灌标高,除减速机台板内部外,比他部位标高均为图纸设计耍求的“-100mm”。
5.5・6.5若天气寒冷气温偏低,灌浆完成后应采取保温措施,进行养护,养护…周后检査灌注情况,用敲击法检査,不能存在空腔。
5.5.6.6理论匕灌注一周厉强度可达到70%以ho用专用仪器对灌浆料进行检测,确保灌浆强度达到耍求后再进行减速机等设备的安装就位
5.6减速机、电机、盘车安装
5.6.1二次灌浆强度符合耍求后,按设计耍求的紧固力矩紧固各地脚螺栓。
5.6.2按耍求检資减速机是否完好,是否冇制造缺陷等比他质最问题,确定无问题后进行安装
5.6.3彻底淸理减速机及其台板加工而,检査水平度。
平度介格后均与涂抹-层HoS2润滑脂。
5.6.4利用两台电动葫芦把减速机垫起适当高度,彻底淸理减速机底面的毛刺、杂物。
注意:
运输和拖拽时,只能用减速机匕运输用吊环
5.6.5将减速机放置在台板上,用台板四周的顶丝调整减速机位凰.便减速机底部边缘上的标记与台板上标记和吻介,其中心线的垠人允差为±0.4mm.
5.6.6安装偏差耍求
a.减速机与机tIE中心线偏基在±0.4mm以内:
B.未拧紧前用塞尺检査减速机与机框接触面,扛间隙应小j-0.1mm.否则处理接触面,要求接触面间决不允许加任何调整垫片;
c.减速机顶面水平度,允许偏差小J-0.2mm
d.机座上面标高偏差O'10mm;
e.锚固座上部台板与机框台板接触面不允许冇间隙,否则应调整台板
5.6.7电机整体吊装就位就位类同「•减速机。
5.6.8清理电动机底面和台板加1脚。
吊入电动机,在电动机和台板间加适量调整垫片至符合所耍求的轴标高・
5.6.9将两件半联轴器加热后分别装在电动机和减速机的轴上,按联轴器GB5015-85ZL9技术耍求找正电动机,并用螺栓固定。
5.6.10联轴器找正并连接后,安装上联轴器防护罩。
5.6.11连接电动机接线,注意事项:
A电动机接线后,检查电动机旋转方向,未确泄电动机转动方向Z前,不允许安装传动用的尼龙销!
确定电动机转向以后,电动机电源接线绝不允许更改!
B电动机启动前,将空气冷却器的放水线堵拆下.
5.6.12确保水平中心线贯穿了炳煤机减速机、磨煤机电机、电机盘车三大部分,并保证水平中心线与减速机铅锤中心线交介,为下一步磨煤机主体安装粘确度打下基础。
5.6.13减速机、电机及找止完毕后按图纸耍求顺序依次拧紧地脚螺栓和顶丝,周定减速机及电机盘车,此阶段切不可将盘车装置联上。
5.7传动盘的安装
5.7.1彻底消理减速机输岀法兰面、螺栓几和传动盘卜我仏
5.7.2首先将三个导向用的传动盘安装定位销拧入减速机的输出传动法兰"1250的M18螺孔中,定位销每间隔120°左右安置一个,拧紧程度以定位销不能晃动为准。
5.7.3起吊传动盘,使传动盘的中心与机座密封环的中心对准,同时使4)1250圆周上的4>52通孔对准上述的二根导向定心销。
缓慢落下传动盘,安装时耍极其注意,不得损伤密封环内孔上的锯齿。
传动盘落下过程中,严密注意传动盘中部2260密封止口与机座挡渣环上Q2254密时面间隙,必耍时适半调整描渣环径向位逊,保证安装过程中不损伤密対而,控制密封间隙圆周均匀。
5.7.4注意下部止【I进入减速机输出法兰上凸起的定位止II,直至贴切落实。
用塞尺检査传动盘与减速机输出法兰接合面是否密合,以判断其是否装好.
5.7.5带上传动盘内与减速机输出法兰相连接的螺栓.检査传动盘与机朋寤対的间隙是否均匀.然肩取下三根导向定心销,把螺栓全部带上,在对称方向上拧紧,紧定力矩5300Nm。
待螺栓全部拧紧后将止动垫圈扳边。
5.8刮板装置安装
5.8.1把刮板装胃装到传动盘上,调格刮板下部和机座顶面的间隙,正常间隙6\0mma
5.8.2检査刮板外侧与-•次风室内业之间的间隙,间隙必须AriOmma
注意:
各处防松垫片勿忘扳边。
5.9机用密封装克的安装
此类唐煤机安装的关键部位就是密封装盘(也叫“迷宫”),此装置安装质量的好坏T[接影响运行的平稳和煤粉的渗漏,其安装过程及耍求如下:
5.9.1机朋就位询,先将加载油缸组件置减速机旁,按机用图纸所示位置将四块槽钢放在基础上,利用电动葫芦把机用置「槽钢上就位.
5.9.2通过椚钢上的垫片组來调整机座顶而标高至“+2.110m”,以减速机输出法兰上而为里准找正机座的上部,机座顶板平血允许的水平谋差小J:
6mm。
5.9.2减速器输出法兰和传动盘接触WiZ间不得白间隙:
5.9.3用线锤找正机朋密封环中心孔与减速机输出法兰同心度,允许偏差0.05mm。
用同上的方法找正机座的把渣环。
机座中心和标疝合格后,将机座和调整垫恢、槽钢-•起焊接固定。
然后按《磨煤机台板卑础图》的要求将机用地脚与机用慕础底板焊接。
5.9.4迷宫密封间隙,径向在0.1—0.25mm之间,两侧间隙偏差小丁•0.05mm:
5.9.5传动盘与迷宫上环间隙为1.5——5.9mm:
5.9.6底座密封环与迷宫环间隙,两侧径向偏差小J-lmmo
5.9.7按《辭煤机台板基础图》耍求进行二次灌浆,二次灌浆强度符合耍求后即可进行下面的安装。
5.10机壳安装
5.10.1吊机丸就位在机座上,机壳在机座上的安装位盘,已山制造厂在机座上用定位铁块作出定位标记。
安装时根据图纸对准方位。
5.10.2找正机壳中心位置,检査机壳圆度和标高,机壳下部中心找正以传动盘上面止口为基准。
找正挣环内径,(静环在厂内试组装时已点焊在机壳上,赫环与机壳的间隙用C20圆钢填塞并焊接),机壳上部找正以减速机输出法兰中心为丛准吊线进行。
上、卜邯的中心允许偏差小找正时注意消除机壳变形的彩响,检査刮板装置的刮板外侧和一次风室内壁间隙是否大于lOmino再用线锤复査机壳上拉杆密封中心线与拉杆朋中心位置豆合情况,允许偏差小J:
3mm.
5.10.3验收合格后,将机売同机座按耍求焊接。
5.11磨环及喷嘴坏安装
5.11.1清理传动盘上平面、磨环下平面,涂抹一层MoS2油脂.安装传动销(三个),将磨环锥盖板卸下,吊魔环及喷嘴环就位•炳环内的12块衬板制造厂厂内已组装完毕.现场检査乐紧螺栓是否拧紧。
5.11.2用塞尺检査传动盘和炳环接触面,确认接触R好。
检査喷嘴环与粗粉导流环间的间隙是否为6mm,允许误差为5.9mm,丿彳:
作好记录。
5.11.3把密封報、法兰盖及锥形罩按图纸耍求,用螺栓尚定在僭环上。
5.12磨規装置安装
5.12.1本型号磨煤机为三个儒猊。
淸理饺轴衣而并涂上MoS2汕脂,按图纸正确方向穿过饺轴座与轮架的饺轴几屮。
在饺轴朋侧面安装钱轴K板。
将饺轴朋上双耳止动垫圈扳边。
5.12.2按图将擁線安装保持架固定在机壳I:
在辘架卜.安装憔辘起吊I••貝,把磨维装克吊入机壳就位。
5.12.3仔细安装磨規,为了防止磨辘翻倒及下面找正工作的方便,应使磨馄安装保持架上的螺孔与握架上的螺孔中心交汇,然后将磨辘与保持架用螺栓固定。
注意:
磨维就位时应将辘芯上的放油几Z—转到最低点,以便安装就绪后将磨辘中的防锈油排放干净,規套、衬瓦均为高钻铸铁制造,在安装时不得掩击、焊接、加热,以防脆裂。
5.13压架及较轴装置安装
5.13.1安装前先将压架与拉杆、饺轴连接的部位仔细地涂上MoS2脂。
5.13.2清理较轴座并涂上MoS2脂,将狡轴座用螺栓安装固定在床架底部,注意保证正确方向,双耳止动垫圈先不扳边。
5.13.3缓慢将压架落入磨机壳内就位,保证饺轴座与磨牝輕架相对位置,校核压架打机处导向装宣间的间隙前后两侧面是否为4.5±0.5mmo
5.13.4拆下磨規安装保持架,此时磨辐应在磨盘滚道中.从上部引铅垂线来定出磨煤机中心,调节导向板后的调整垫片,使三个找正杆尖端与磨中心线相交,三个尖端K标高和对屮偏羞不超过3mm即可,5.13.5调整压架与机克导向装置间的间隙,使机克承我侧导向板与压架定位面间隙为咨,机壳非承载侧导向板与丿E架定位面间隙为3〜5mm,间隙的调整应以三个無辘找正杆对中为准,然后把斥架导向装置用螺栓紧固在机壳上。
此时三墨總运行中心与传动盘中心及减速机中心应在同一铅锤线上,并r•水平中心线相交合。
5.14安装磨馄密封风管
清理密封风系统,关节轴承、螺栓涂抹MoS2油脂后,把屛辘密封风管安装在磨線辘架h.并密封严密。
在分离器安装之前,先将密対风管固定在机応上.
5.15拉杆加载装置安装
5.15.1加我油缸组件L1KJ-减速机旁。
用销轴连接油缸卜部轴承和拉杆台板,并锁死。
确保安装位置与图纸相符。
5.15.2拆卸压架上部盖板,将拉杆小心穿过压架推力关节轴承轴孔和机応拉杆密封装置。
5.15.3用连接套连接上下拉杆及油缸与拉杆,观察上卜螺纹的旋入长度。
连接时不准旋转油缸活塞杆。
5.15.4安装拉杆推力关节轴承、拉杆螺母及卡板。
盖上圧架上部的顶起盖板,通过调整连接油缸与拉杆的连接套,保证拉杆顶部与斥架顶起盖板底部间隙为5rrm・调整好厉在连接套处旋入止动用的沉头螺钉。
注恿:
以上调节过程中只可以旋转连接套。
5.15.5按图纸要求安装测最标尺。
5.16分离器安装
5.16.1清理机禿法兰上面,将密対用的石棉绳按S型放在机壳法兰螺栓孔的内侧,并涂密封胶。
根据分离器出粉II的角度确定分离器位置,并将分离器放在机克上,川螺栓将法兰连接在一起。
5.16.2将5.14步骤中安装的磨規密封风管与分离器中的环形风管连接,并仔细密封好。
5.16.3磨馄密封风管安装过程中,将磨辘汕温测吊装置的电缆线穿入环形密封风管道,并从相应的密封风管电缆线出口处引出°
5.16.4磨煤机及其配套部件全部安装完成后,通知业主、监理及厂家进行验收,并做好验收记录。
5.16.5全部验收合格厉进彳j•三次灌浆。
灌浆的部位,需耍采取保护措施,并派专人监骨防止误灌。
5.17润滑和液压系统的安装
稀油站和液压油站为整体到现场,现场主耍是安装符道,在安装询,检査现场的施1】环境达到耍求,严格按照设备技术文件和现行的规范执行。
特别注意何油管的坡度耍达到设计耍求,安装过程中,耍保持设备和管道内清洁,随时进彳了安装口的対城,防止杂物进入系统内。
5.18密封风机的安装
密對风机是在密封环内提供比系统压力大的斥缩空气,防止系统内的煤粉喷泗在厂房内,其安装可与磨煤机安装同时进行,安装请看有关密封风机的详细资料。
5.19密肘风管路安装
待密封风机就位后,按设计院图纸安装密封风机出II至磨煤机的密封风管。
5.20防爆蒸汽管路安装
按设计院图纸把防爆蒸汽的气源接到炳木体的防爆蒸汽管道上。
5.21安装机座平台、分离器平台
灵活拿握机朋平台、扶梯、分离器平台的安装,以利整台磨的装配。
5.22安装测吊及监测尤件
测点管座焊接,用户按磨煤机本体测点布置图安装各测凤及监测元件。
5.23稀油站安装(详细参见稀汕站制造厂家使用和维护说明)
未就位前先清理稀油站外部。
检金连接油管内部的清洁度,如不合格必须处理。
安装稀油站时,应使比稳周,否则运行时易振动。
注恿事项:
♦油管及法兰必须采用机弧焊。
♦电源、冷却水管、控制阀门、保护装宣、仪表等安装山用户自定。
♦绝不允许用水冲洗稀油站.特别是稀油站上的电气接线盒.
5.24高压油系统安装(详细参见制造厂家使用说明书)
5.24.1高压汕站、汕缸、汕管路按安装图纸安装。
5.24.2液斥系统的部件是桔密部件,为保证其使用安全,系统内部必须淸洁,油管内部必须经过酸洗除锈、钝化处理,并n清理干净厉方可连接装配。
安装中环境必须清洁,严防系统内部掉进灰尘。
5.24.3液压油管酸洗说明
a.用洗涤剂清洗管内径。
b.用清水清洗管内径,斥缩空气吹净。
c.用5%浓度的柠檬酸浸泡油管(也可按锅炉钢管酸洗工艺)。
d.用清水冲洗2'3小时。
e.用床缩空气作通球试验。
(管路通径的85%)
f.连接好管路,注满匸作油。
5.25第三次浇灌混凝土
本体基础范朗内的全部部件均安装完毕,经检査、验收全部合格后方可浇灌。
5.26铭牌安装
焊在机壳木体上的易观察处。
5.27注油
5.27.1注油注意事项
a.润滑油油膜的承戯能力是非常匝耍的指标,其检测费用很高,H—般取位无检测手段。
用户应优选供油厂家,防止不介格油品混入,危及设备安全。
b.购进汕的常规抬标必须満足耍求,尤具耍满足油的粘度指数。
c.注油Z前和试运行润滑油站Z后,在磨启动询,必须化验油的主耍指标,其指标必须符合润滑油脂明细表中的指标.
d.注汕时,环境必须淸洁、防止灰尘落入油内。
e.油必须经过过滤机过滤方可注入。
5.27.2减速机及稀油站注油
a.注油前,放尽减速机、稀油站内残油。
b.由减速机检查北取出吸潮剂、检査内部是否存在异物。
c.加注新油参见减速机制造厂家使用说明书。
5.27.3高压油站注油
a.油泵站放尽防锈油。
b.加注新油参见高压油站制造厂家使用说明书。
5.27.4磨辘注油
a.打开曆編放油堵・放尽内部的防锈油.之后拧上油堵.注意装好防松热板(防锈油不得过早放掉).
b.加注新汕参见第二篇《磨煤机维护、检修说明》。
5.28烧机各系统调试
调试I:
作是磨煤机启动前的必须匸作,包括润滑系统,高斥油系统等调试。
5.28.1完成润滑系统、高斥油系统的电气、控制接线丁作,检資电动机旋转方向是否符合耍求。
5.28.2校核一次仪表•
5.28.3检査润滑系统与高爪油系统的各个阀体与滤汕器位買是否止确。
5.28.4润滑系统的调试
按照减速机及稀油站制造厂家的使用说明书进行.
5.28.5高压油系统的调试
按照高压油站制造厂家的使用说明书进行。
5.28.6其它
A—次风及密封风机的调试。
B分离器折向门调整,分离器折向门角度初始设定为45°的位置。
C拉杆测吊:
标尺的调整。
D密封风管蝶阀调密,将梵初始设定在刻度为60°的位賈・
E密封检查:
利用一次风与密封风机调试的机会,检查磨煤机密封情况。
5.29单机无负荷试车
5.29.1单机试车前准备
⑴所冇设备试车现场必须清理打打干净,确保现场淸洁、道路畅通。
⑵试车现场划出警戒线,与试车无关人员不得进入现场。
⑶掌握操作程序、方法和安全条例。
⑷认真检査设备安装是否牢固,润滑装置是否完好,加油油位是否介理。
(5)检査清理设备上的杂物,将设备擦试干净,保证设备清洁、无
(6)备齐试车所用各种匸具、计量器具、记录表格等。
⑺试车中有可能发生火情的部位必须备足消防器具。
⑻准备好照明设施,以备夜间运转光照充足。
5.29.2试车条件:
1设备及电气、仪表、安装完毕;
2基础及各部联接螺栓紧固;
3电动机、减速器、轴承座润滑部位已按规定加入润滑油,并调试完乐
4电气信号、电气控制保护、绝缘符合电气说明书的耍求;
5手动盘车,无界常现象:
6电机接线正确.接地私好:
7传动联接处安全可靠:
8紧急事故开关畑、仃效:
9冷却水系统管道C接通并试斥合格。
(10)1叫粉描板应无东西卡塞,摆动必须灵活自如.
(11)淸理班转喷嘴和喷嘴外环间隙中的界物,动静间隙8mm
(⑵磨觇加載装置备能器Lt允氮4MPa,(电磁溢流阀已调试好)。
(⑶憔線不漏油,并抬起來磨辘。
(⑷淸理导向块与导向板间隙中界物,间隙满足耍求。
(15)全部连锁保护及报警信号投入。
5.29.3试车步骤
(1)电机与减速机联轴器脱开,手动盘车无界常
(2)点动电机,检査旋转方向,电动机在正确方向下连续运转2小时
(3)启动液压站、润滑站,确认油站、油路匚作止常,保证用油已达到磨煤系统各液压、润滑部位,并满足正常匸作要求后,将磨机磨棍抬起!
!
!
(4)启动电机电机、减速机,炳煤机进行


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- ZGM113 中速 辊式磨煤机 安装 docx
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 如何打造酒店企业文化2刘田江doc.docx
如何打造酒店企业文化2刘田江doc.docx
-
律师提供著作权法律服务业务操作指引.docx
-
18秋福建师范大学《经济法》在线作业一.docx
-
施工现场危险源.docx
-
山东省潍坊市昌乐县学年七年级地理下学期期中学业质量评估试题.docx
-
新视野大学英语视听说教程第二版第一册完整答案.docx
-
精校版重庆市 初中毕业水平暨高中招生考试中考英语试题AB卷Word版含答案解析.docx
-
新视野大学英语视听说教程第二版第一册完整答案.docx
-
江苏省刘国钧中学1112学年高二语文上学期期末考前辅导试题卷苏教版会员独享.docx
-
山东省潍坊市昌乐县学年七年级地理下学期期中学业质量评估试题.docx
-
西安交通大学18年课程考试《管理会计》作业考核试题.docx
-
施工安全保证体系.docx
-
南开17秋学期《科学启蒙尔雅》在线作业2.docx
-
秋福师《大学英语1》在线作业二.docx
-
231695 北交《运输物流管理》在线作业2 15秋答案.docx
-
梁原学区安全管理工作实施方案.docx
-
环保管理台帐明细.docx
-
我国三大翻译证书考试概览.docx
-
东大17秋学期《大学英语二》在线作业31.docx
-
静态分析指标.docx
-
山东金瀚控股金瀚置业绩效考核指标库.docx
-
B0301A国际贸易.docx
-
人教版八年级数学上册同步练习试题及答案第11章《三角形》 同步练习及答案111.docx
-
秋福师《概率论》在线作业二.docx
-
17秋福师《高级英语阅读二》在线作业一.docx
-
西南大学17秋0764《工程建设监理》在线作业参考资料.docx
-
生活宝典之社会大转盘一.docx
-
专卖店管理.docx
-
100个CFO的八年之资金管理篇.docx
-
东北师范古代汉语三16秋在线作业2.docx
-
专业技术人员公共危机管理考试.docx
-
东大17秋学期《大学英语二》在线作业31.docx
-
旅游心理学的基本知识.docx
-
建设项目材料设备认质认价管理制度.docx
-
广州市存量房买卖合同书范本docx.docx
-
检测项目收费标准.docx
-
精品文档任职自荐书尊敬的领导您好感谢您在百忙之中审阅我的这份自荐材料一个人概word范文模.docx
-
防洪抗汛先进事迹作文字.docx
-
计算机应用基础统考随堂练习秋华工答案.docx
-
精选精析11读后续写类25篇二届高考英语模拟题之书面表达精选精析一.docx
-
井下安全员试题.docx
-
供应室技能考核操作标准.docx
-
科技发展感悟与心得.docx
-
计划免疫程序共10篇完整篇doc.docx
-
建设项目竣工环境保护doc.docx
-
改性聚合聚苯板AEPS外墙外保温施工方案最新版本.docx
-
洛阳市城市道路交通管理条例.docx
-
绿色荧光蛋白GFP原核表达分析.docx
-
难忘的军训生活再见了教官们专题优秀作文10篇.docx
-
房地产合作开发模式研究.docx
-
国际税收选择题汇总.docx
