 轮胎压出岗位培训教案资料.docx
轮胎压出岗位培训教案资料.docx
- 文档编号:3826044
- 上传时间:2022-11-25
- 格式:DOCX
- 页数:8
- 大小:55.82KB
轮胎压出岗位培训教案资料.docx
《轮胎压出岗位培训教案资料.docx》由会员分享,可在线阅读,更多相关《轮胎压出岗位培训教案资料.docx(8页珍藏版)》请在冰豆网上搜索。
轮胎压出岗位培训教案资料
轮胎压出岗位培训教材
全钢胎的主要四大部件胎面、胎侧复合件、胎肩垫胶、三角胶芯均为挤出机生产的。
各部件有两复合挤出后经过冷贴胶片等方式操作,经辅线冷却,裁刀定长裁断然后摆放到百叶车上,或者不用裁断,直接卷取。
不同的挤出机可满足不同部件生产工艺要求,但其生产工艺要点基本相同。
一、压出生产工艺流程
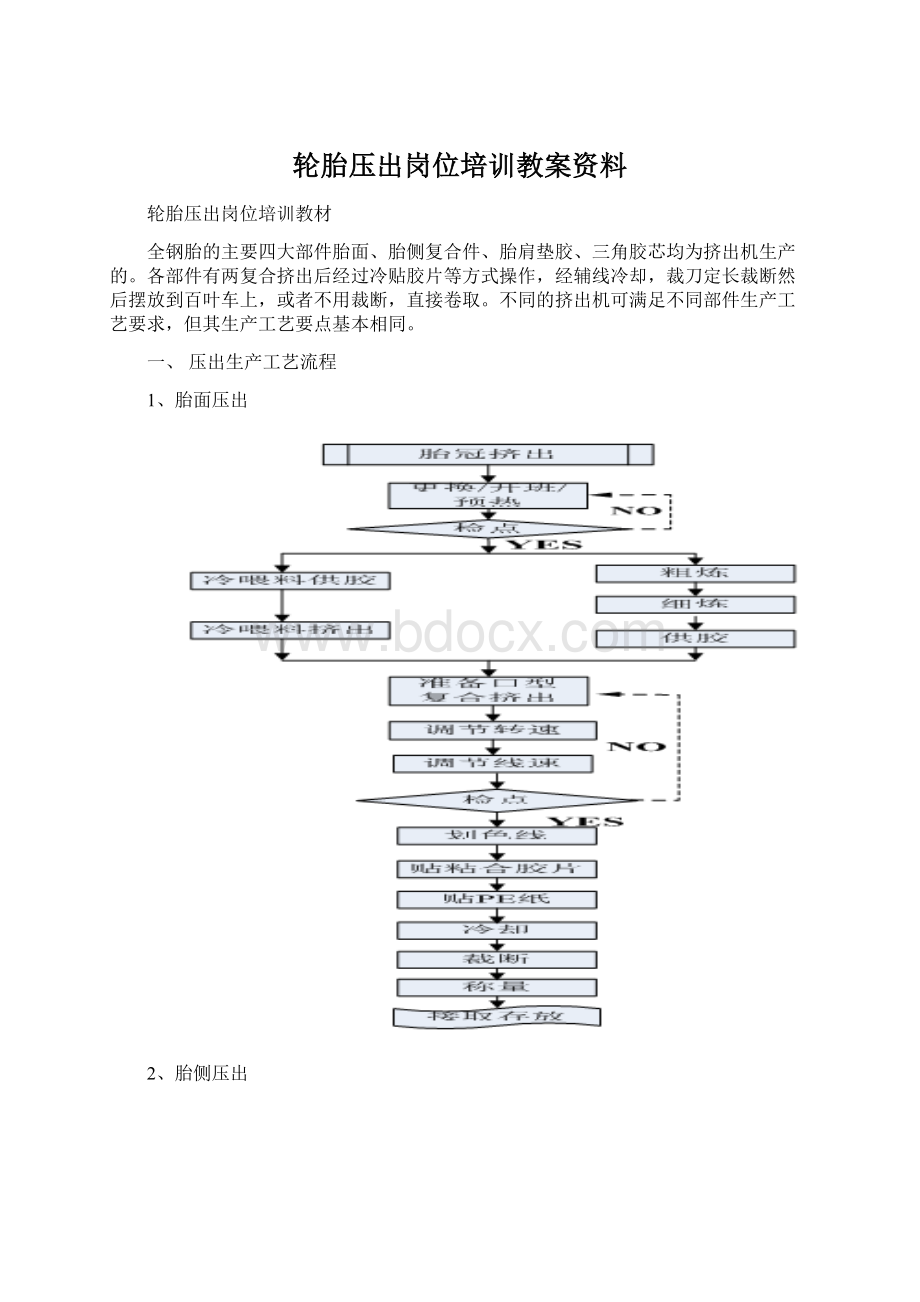
1、胎面压出
2、胎侧压出
3、垫胶压出
4、胶芯压出
二、压出工序工艺注意事项
1、炼胶
●检查混炼胶扉子与打字与要生产的胶部件所用胶料是否一致,并要严格检查胶料有无状态标识卡片(是否盖有合格印章);
●确认胶料进入车间存放时间是否达到2小时,并按胶料生产顺序用料;
●若胶料扉子或打字不清晰,或胶料存在其它质量问题,则立即停用该架胶料,交质检人员或报告技术人员处理;
●检查正确无误后,在扉子的胶种上画圈并签名后,方可投入使用;
●翻转正在使用胶料标示牌至正确位置;
●要求双架胶料同时供料,并依照高低门尼搭配使用的原则进行供胶。
●胶料不允许落地,严禁乱搭乱放;
●胶料表面隔离剂未干或有水的严禁使用;
●压出工序在生产过程中产生的各种机头胶、有胶豆回胶、挤料(堆料)产生的大块粘连单胶种部件等无法正常返回的胶料,均要以书面报告形式,报技术部门提出处理意见,质检人员确认、监督下才能处理,否则按质量事故处理;
●因设备故障或异常停机,严禁将开炼机上的胶料堆在开炼机托盘里,必须不断翻胶或左右割刀,但停机时间超过15分钟,开炼机、挤出机内胶料必须下片冷却;
●胶料粗炼、细炼和供胶胶片厚度不大于规定要求:
●粗炼胶片≤12mm;细炼胶片≤10mm;供胶胶片≤10mm;
●开炼机最大存胶量不得超过:
XKR-660开炼机≤180kg,XKR-550开炼机≤150kg(即:
在胶料无冷胶块状态下,两辊筒间存胶整体高度不得超过辊筒两侧挡胶板高度,局部最高不得超过两侧机架平台高度,如对存胶量存在争议,最终以重量标定为准);
●对于全钢子午胎生产过程中产生的无法分离的混合胶料(挤料、堆料等原因),不得掺用于全钢子午胎部件生产中,单独下片(标注“混合胶”)后返回到炼胶车间,按每车不超过5kg的比例掺用于垫带胶料生产中;
●更换胶料种类之前,必须将胶盘内的碎胶清理干净;
●对于压出工序更换规格后的牵头胶,任何人不得在生产线直接打卷(或其他形式)投扔到开炼机中,要求按规定直接上辅线冷却(对于由于设备原因造成的不能上辅线的,要求单独冷却存放),对于不合格的牵头部件的按返回胶处理要求处理;
●生产中胶料追溯卡片下联必须放于正在使用胶料最底层;
●生产时,必需使用翻胶辊。
2、压出联动线
●妥善保管口型盒、预口型、口型板,工作时要轻拿轻放,避免碰损。
遇有变形和其它问题,应及时找有关人员修理或更换;
●换口型板时,口型板预热温度不低于80度,检查口型板、预口型与所压半成品规格一致后方可安装在机头上;
●调节温控按钮,使挤出机各部位预热达到规定要求;
●调整好供胶宽度,供胶必须保证均匀,避免过载或缺胶;由于设备、胶料等客观原因不能使用传送带传递而需要打卷传递的胶料(包括粗炼后向供胶机传递胶料和供胶),每次打卷不超过5个,每个胶卷长度不得超过1000mm,直径不得超过250mm;
●调节阀门控制风量,保证胶部件达到规定存放时间时表面无水迹;
●生产每一种胶部件都要对工艺尺寸进行检查,并按照要求使用离线检测设备对半成品压出部件断面形状进行检查,并将取样的首中末件样品留在裁刀处,以便于质管人员查验。
且生产过程中要随时检查,以保证部件合格。
●检查部件压出的出胶温度是否达到规定要求,并通过压出速度等的调整保证压出温度。
温度测量以部件出口型100-200mm区域为点温计插入点,停留至少5秒钟后读取温度值,每次连续测量五次,取稳定后的最高温度值。
●冷却槽的冷却水应定期全部更换,正常生产情况下每5天更换一次,并进行记录,并协助质管员取水样对悬浮物和可溶性固体含量进行检测,检测不合格由质管部门通知相关车间对水箱重新清刷取样。
●若用百页车存放时,百页车必须清洁,每层只能存放一层半成品且摆放时要平整成线,不允许弯曲、叠压、变形。
不得伸出百页车外。
若用垫布卷取要保证部件不拉伸、不变形、不落地、不堆积、不打折、不粘连、不偏歪。
●下片时使用肥皂液作隔离剂,不得使用其它隔离剂。
●压出时返回的半成品在半成品表面标明胶种,复合部件应将使用胶料标明胶种,例如“GAG+GEB”。
●更换胶种及生产结束必须将机头打开,清除机身及机头胶,并按照规定宽度下片,冷喂料下片宽度小于100mm,热喂料下片胶尺寸小于300mm×1000mm,下片胶表面标明胶种、机台、班次、日期等内容,放在晾胶架上冷却后,放入规定的存放区存放,下次生产时按照小于5%比例掺用于同种胶料中。
●生产结束后将剩余胶料按标识位置并保留原质量追溯卡片放回存放区,摆放整齐。
●生产卡片按规格、班次、年、月、日、时、分、压出主手以及工装编号,填写好后,放在明显位置,填写时要认真、无错,同时要求必须注明状态标识。
对规格相近容易出现用混的半成品,例如11.00R20和12.00R20两种规格的不同系列的胎侧要加盖“高速”和“通用”印章。
●压出卷取半成品使用塑料纸或废帘线进行捆绑,禁止使用胶带。
三、压出工艺常见缺陷分析及对策
缺陷名称
成因分析
原因对策
胎侧复合挤出弯曲偏行
1、断面不对称,厚与薄两边流速不
平衡。
1.修改口型设计,
2.减小薄边的阻力
半成品表面粗糙
1.机头温度低;
2.挤出速度过快,或牵引速度过小;
1.胶料塑化不足,或粘度过大;
2.提高机头温度;
3.调慢螺杆转速或加快牵引速度;
4.控制胶料粘度达标,严格返回胶掺比,调整挤出温度。
半成品断面尺寸不达标
1.厚度、宽度均不达标;
2厚度达标,宽度合要求;
1.超标则调快牵引速度,反之则反;
2.调节牵引速度和机头温度超宽时,则调快牵引速度,稍降机头温度,反之则反。
半成品
有焦烧
1.胶料配合不当,焦烧时间短;
2.挤出温度过高,或螺杆转速高;
3.挤出阻力大,有积胶或死角。
4.调整配方,延长焦烧时间;
5.降低机头、螺杆温度,或降低螺杆转速;
6.清除机头积胶,改善口型
锥角及阻力。
断面有
气泡或
海锦
1.挤出速度太快;
2.机头温度过高;
3.供胶中断或不足;
4.原材料水份、挥发份太多;
5.机内有渗漏。
6.调慢挤出速度;
7.降低机头温度;
8.加大供胶量,保持均匀供胶;
9.加强原材料检控;
10.检修设备。
挤出两条时,左右不对称
1.流道设计不合理
2.液压系统故障
3.口型框架变形或之间配合不良
4.口型板不对称或变形
5.重新制造或修理
6.找出原因、及时修理
7.校正
8.校正并修理
半成品长度不稳定
1.冷却不充分;
2.联动线各段拉伸不一。
3.强化分段冷却;
4.改善联动线速度匹配,减小阻力。
半成品复合面尺寸达不到设计要求
1.预口型设计不合理
2.口型板设计不合理
3.螺杆转速和供胶尺寸不达标
4.胶料门尼相差较大
5.预口型或口型板变形、以及之间配合不良
1)改变预口型形式
2)采用与预口型板相应的口型设计
3)严格按所需胶料多少来确定转速配比
4)控制胶料混炼程度和掺用回丝比例。
5)检查后校正


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 轮胎 压出 岗位培训 教案 资料
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 转基因粮食的危害资料摘编Word下载.docx
转基因粮食的危害资料摘编Word下载.docx
-
高中英语词组大全Word文档下载推荐.docx
-
卫计局年工作总结及新年工作计划Word格式.docx
-
贵州省煤矿安全管理人员安全资格证A考试概况Word格式.docx
-
系统集成项目招标文件Word文件下载.docx
-
电子商务考试题总汇打印版打印打印Word下载.docx
-
选调生考试备考言语理解与表达真题Word文档格式.docx
-
高考物理实验题专练 专练15Word文档格式.docx
-
加装奥迪A4L蓝牙电话功能Word文档下载推荐.docx
-
学年下学期好教育高三月考仿真卷A卷 语文 学生版后附详解Word文档下载推荐.docx
-
净化生产车间工程一般施工技术施工方案Word文档格式.docx
-
内蒙古呼和浩特市第六中学学年高一政治下学期期末考试试题Word下载.docx
-
证券行业客户经理电话营销技巧与实例Word文档下载推荐.docx
-
叶芝 苇间风文档格式.docx
-
最新中美贸易摩擦的原因及解决对策1论文Word文件下载.docx
-
意义的近义词Word格式文档下载.docx
-
上海市中考英语试题S.docx
-
专题12观点论证类设问.docx
-
附加安心重疾条款.docx
-
设计变更管理办法修改意见稿FINAL汇编.docx
-
毕业赠言毕业致词精选多篇.docx
-
银行新员工代表发言稿精选多篇.docx
-
北京市朝阳区届高三第一学期期末语文试题Word版含答案.docx
-
HL线切割使用说明书模板.docx
-
车工实训周记.docx
-
USBHID键盘扫描码.docx
-
Apmpoqu4调研报告.docx
-
最熟悉的陌生人作文八篇.docx
-
被动语态综合讲解.docx
-
部编版语文七上第五单元16猫同步练习试题.docx
-
软件体系结构作业2.docx
-
钢管管道安装焊接施工工艺.docx
-
ALLEGRO地基本指令及后处理Word文档下载推荐.docx
-
1下列词语中加点的字的读音正确的一组是Word下载.docx
-
在开拓创新中发展的陕西戏剧Word文档格式.docx
-
《鸟》导学案教材Word下载.docx
-
C283 一般安全检查记录表Word文档下载推荐.docx
-
##镇经济发展情况汇报文档格式.docx
-
责任书之教师强责任发言稿Word格式文档下载.docx
-
2安全生产责任制及考核制度文档格式.docx
-
3DMAXS快捷键大全Word格式文档下载.docx
-
2办公楼设计任务书Word下载.docx
-
21个小学常用主题班会说课讲解Word格式文档下载.docx
-
242526号独栋Word下载.docx
-
《数字图像处理》实验指导书16720Word下载.docx
-
25t锅炉烟气脱硫脱硝改造技术方案新Word格式文档下载.docx
-
ABB励磁系统检修作业指导书600MWWord文档下载推荐.docx
-
114234226徐洪飚Word文件下载.docx
-
《舌尖上的中国》完整文案文档格式.docx
-
《职工工伤与职业病致残程度鉴定标准》标准Word格式.docx
-
《各种各样的岩石》教案Word下载.docx
