 150方坯圆钢轧制程序表.docx
150方坯圆钢轧制程序表.docx
- 文档编号:3729635
- 上传时间:2022-11-25
- 格式:DOCX
- 页数:27
- 大小:32.19KB
150方坯圆钢轧制程序表.docx
《150方坯圆钢轧制程序表.docx》由会员分享,可在线阅读,更多相关《150方坯圆钢轧制程序表.docx(27页珍藏版)》请在冰豆网上搜索。
150方坯圆钢轧制程序表
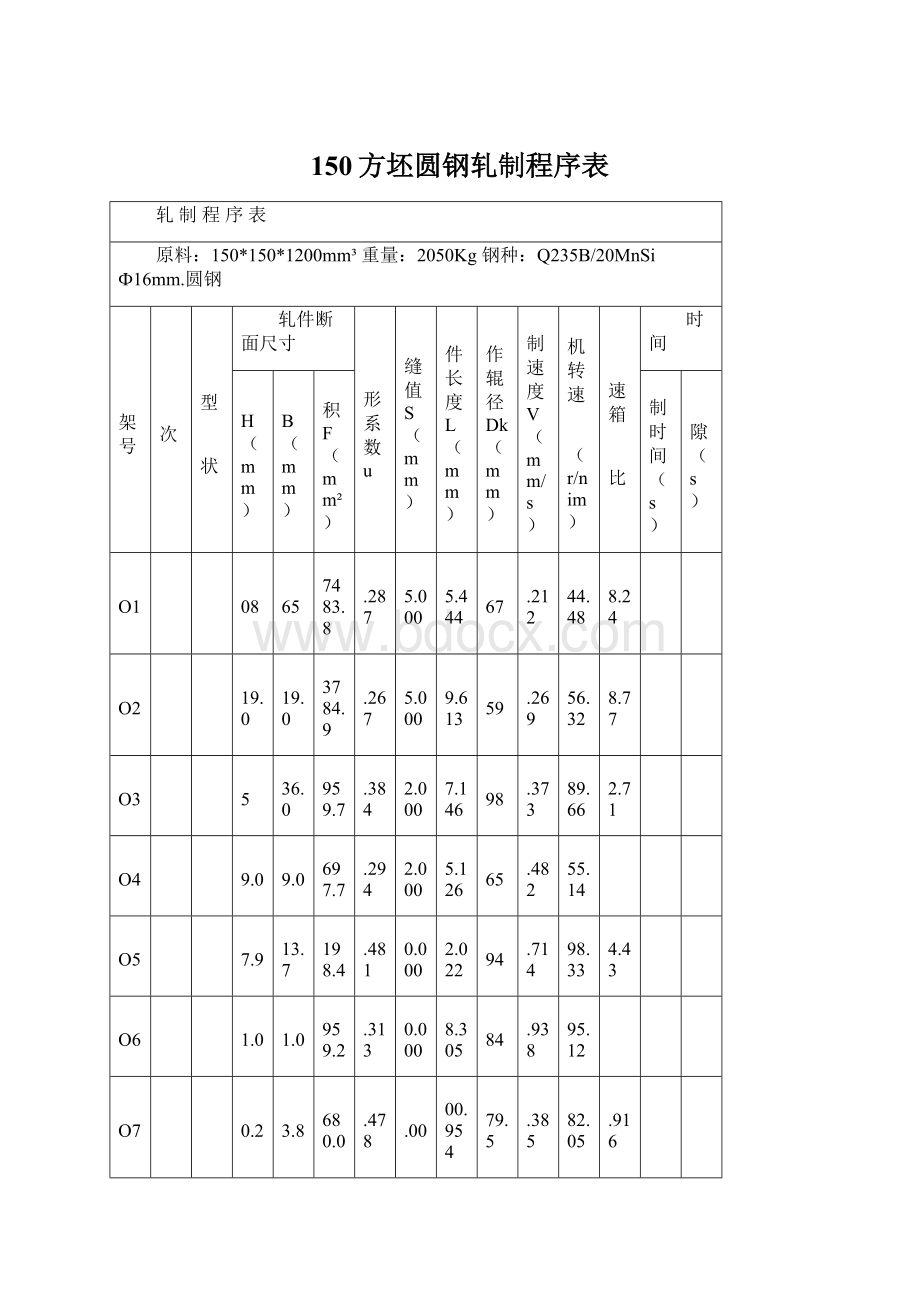
轧制程序表
原料:
150*150*1200mm³重量:
2050Kg钢种:
Q235B/20MnSiФ16mm.圆钢
机架号
道次
孔型
形状
轧件断面尺寸
变形系数u
辊缝值S(mm)
轧件长度L(mm)
工作辊径Dk(mm)
轧制速度V(mm/s)
电机转速
n(r/nim)
减速箱
速比
时间
高H(mm)
宽B(mm)
面积F(mm²)
轧制时间(s)
间隙(s)
NO1
1
箱
108
165
17483.8
1.287
15.000
15.444
567
0.212
344.48
48.24
NO2
2
箱
119.0
119.0
13784.9
1.267
15.000
19.613
559
0.269
356.32
38.77
NO3
3
椭
85
136.0
9959.7
1.384
12.000
27.146
598
0.373
389.66
32.71
NO4
4
圆
99.0
99.0
7697.7
1.294
12.000
35.126
465
0.482
355.14
NO5
5
椭
57.9
113.7
5198.4
1.481
10.000
52.022
494
0.714
398.33
14.43
NO6
6
圆
71.0
71.0
3959.2
1.313
10.000
68.305
484
0.938
395.12
NO7
7
椭
40.2
83.8
2680.0
1.478
7.00
100.954
379.5
1.385
482.05
6.916
NO8
8
圆
51.0
51.0
2042.8
1.312
7.00
132.452
373.8
1.818
472.70
5.089
NO9
9
椭
30.7
60.9
1467.1
1.392
5.50
184.374
384.9
2.531
526.21
4.19
NO10
10
圆
38.6
38.4
1165.8
1.258
5.70
231.942
380.7
3.185
499.32
3.125
NO11
11
椭
24
46.2
855.0
1.364
5.0
300.829
393.5
4.343
530.34
2.516
NO12
12
圆
30.0
30.0
711.9
1.201
5.0
330.912
387.8
5.216
481.65
1.875
NO13
13
椭
38
19.4
505.6
1.408
3.0
465.924
328.03
7.344
1189.96
2.7826
NO14
14
圆
24
24
452.4
1.117
3.0
520.437
334.65
8.207
1056.66
2.2564
NO15
15
椭
14.8
29
340.2
1.33
3.0
695.181
343.27
10.914
1097.26
1.8065
NO16
16
圆
19.2
19.2
286.5
1.204
3.0
833.386
339.08
12.960
954.80
1.308
NO17
17
椭
12.6
23.3
239.6
1.179
5.0
982.562
342.02
15.497
845.46
0.977
NO18
18
圆
16.21
16.21
206.3
1.161
1.0
1140.755
338.27
18
909.57
0.895
1#飞剪
切头长度:
≤250mm超前系数:
延时:
剪切模式:
曲柄是否使用飞轮:
是否
裙板控制
2#飞剪
切头长度:
≤150超前系数:
延时:
剪切模式:
回转是否使用飞轮:
是否
3#飞剪
倍尺长度:
超前系数:
延时:
剪切模式:
曲柄/回转是否使用飞轮:
是否
3#飞剪前夹送辊
延时:
定尺剪
切头长度:
定尺长度:
剪切根数:
轧制程序表
原料:
150*150*1200mm³重量:
2050Kg钢种:
Q235B/20MnSiФ18mm圆钢
机架号
道次
孔型
形状
轧件断面尺寸
变形系数u
辊缝值S(mm)
轧件长度L(mm)
工作辊径Dk(mm)
轧制速度V(mm/s)
电机转速
n(r/nim)
减速箱
速比
时间
高H(mm)
宽B(mm)
面积F(mm²)
轧制时间(s)
间隙(s)
NO1
1
箱
108.0
165.0
17483.8
1.287
15.000
15.444
567
0.239
388.35
48.24
NO2
2
箱
119.0
119.0
13784.9
1.267
15.000
19.613
559
0.303
401.35
38.77
NO3
3
椭
85
136.0
9959.7
1.384
12.000
27.146
598
0.419
437.72
32.71
NO4
4
圆
99.0
99.0
7697.7
1.294
12.000
35.126
465
0.543
400.08
NO5
5
椭
57.9
113.7
5198.4
1.481
10.000
52.022
494
0.804
448.54
14.43
NO6
6
圆
71.0
71.0
3959.2
1.313
10.000
68.305
484
1.055
444.40
NO7
7
椭
47.3
81.7
3063.1
1.292
7.00
88.250
319.5
1.364
563.90
6.916
NO8
8
圆
55.0
55.0
2375.8
1.289
7.00
113.754
313.8
1.758
544.50
5.089
NO9
9
椭
40.0
61.9
1987.6
1.195
7.00
135.936
324.9
2.102
517.72
4.19
NO10
10
圆
45.0
45.0
1590.4
1.25
6.00
169.920
320.7
2.627
488.89
3.125
NO11
11
椭
26.8
54.7
1147.2
1.386
4.500
235.509
393.5
3.642
444.74
2.516
NO12
12
圆
34.0
34.0
907.9
1.264
4.500
297.683
387.8
4.601
424.86
1.875
NO13
13
椭
22.0
41.0
697.2
1.302
3.7000
387.583
336.7
5.992
945.90
2.7826
NO14
14
圆
27.0
27.0
572.6
1.218
4.000
472.077
332.8
7.296
944.59
2.2564
NO15
15
椭
18.0
32.5
475.0
1.205
4.000
568.852
339.4
8.795
894.30
1.8065
NO16
16
圆
21.6
21.6
366.4
1.296
3.000
737.233
336
11.402
847.72
1.308
NO17
17
椭
15
26.5
303.7
1.206
2.000
889.103
340.6
13.756
753.61
0.977
NO18
18
圆
18.36
18.36
261.1`
1.163
1.500
1034.027
337.7
16.000
809.87
0.895
1#飞剪
切头长度:
≤250mm超前系数:
延时:
剪切模式:
曲柄是否使用飞轮:
是否
裙板控制
2#飞剪
切头长度:
≤150超前系数:
延时:
剪切模式:
回转是否使用飞轮:
是否
3#飞剪
倍尺长度:
超前系数:
延时:
剪切模式:
曲柄/回转是否使用飞轮:
是否
3#飞剪前夹送辊
延时:
定尺剪
切头长度:
定尺长度:
剪切根数:
轧制程序表
原料:
150*150*1200mm³重量:
2050Kg钢种:
Q235B/20MnSiФ20mm.圆钢
机架号
道次
孔型
形状
轧件断面尺寸
变形系数u
辊缝值S(mm)
轧件长度L(mm)
工作辊径Dk(mm)
轧制速度V(mm/s)
电机转速
n(r/nim)
减速箱
速比
时间
高H(mm)
宽B(mm)
面积F(mm²)
轧制时间(s)
间隙(s)
NO1
1
箱
108.0
165.0
17483.8
1.287
15.000
15.444
567
0.295
479.34
48.24
NO2
2
箱
119.0
119.0
13784.9
1.267
15.000
19.613
559
0.374
495.40
38.77
NO3
3
椭
85
136.0
9959.7
1.384
12.000
27.146
598
0.518
541.14
32.71
NO4
4
圆
99.0
99.0
7697.7
1.294
12.000
35.126
465
0.670
493.65
NO5
5
椭
57.9
113.7
5198.4
1.481
10.000
52.022
494
0.992
553.42
14.43
NO6
6
圆
71.0
71.0
3959.2
1.313
10.000
68.305
484
1.303
548.87
NO7
7
椭
47.3
81.7
3063.1
1.292
7.00
88.250
319.5
1.684
696.19
6.916
NO8
8
圆
55.0
55.0
2375.8
1.289
7.00
113.754
313.8
2.171
672.42
5.089
NO9
9
椭
40.0
61.9
1987.6
1.195
7.00
135.936
324.9
2.595
639.15
4.19
NO10
10
圆
45.0
45.0
1590.4
1.25
6.00
169.920
320.7
3.243
603.53
3.125
NO11
11
椭
26.8
54.7
1147.2
1.386
4.500
235.509
393.5
4.496
549.03
2.516
NO12
12
圆
34.0
34.0
907.9
1.264
4.500
297.683
387.8
5.681
524.59
1.875
NO13
13
椭
22.5
41.0
717.7
1.302
4.200
387.583
336.7
7.187
1134.54
2.7826
NO14
14
圆
29.2.0
27.0
626
1.146
6.200
444.170
332.9
8.240
1066.48
2.2564
NO15
15
椭
34.2
19.3
546.0
1.146
3.500
509.019
337.6
9.447
965.72
1.8065
NO16
16
圆
24
24
452.4
1.208
3.500
614.895
334.6
11.401
851.19
1.308
NO17
17
椭
17.4
28.0
375.0
1.206
2.400
741.563
339
13.755
757.11
0.977
NO18
18
圆
20.36
20.36
322.4`
1.164
1.500
863.179
336.7
16.000
812.27
0.895
1#飞剪
切头长度:
≤250mm超前系数:
延时:
剪切模式:
曲柄是否使用飞轮:
是否
裙板控制
2#飞剪
切头长度:
≤150超前系数:
延时:
剪切模式:
回转是否使用飞轮:
是否
3#飞剪
倍尺长度:
超前系数:
延时:
剪切模式:
曲柄/回转是否使用飞轮:
是否
3#飞剪前夹送辊
延时:
定尺剪
切头长度:
定尺长度:
剪切根数:
轧制程序表
原料:
150*150*1200mm³重量:
2050Kg钢种:
Q235B/20MnSiФ22mm.圆钢
机架号
道次
孔型
形状
轧件断面尺寸
变形系数u
辊缝值S(mm)
轧件长度L(mm)
工作辊径Dk(mm)
轧制速度V(mm/s)
电机转速
n(r/nim)
减速箱
速比
时间
高H(mm)
宽B(mm)
面积F(mm²)
轧制时间(s)
间隙(s)
NO1
1
箱
108.0
165.0
17483.8
1.287
15.000
15.444
567
0.312
506.97
48.24
NO2
2
箱
119.0
119.0
13784.9
1.267
15.000
19.613
559
0.396
524.54
38.77
NO3
3
椭
85
136.0
9959.7
1.384
12.000
27.146
598
0.548
572.48
32.71
NO4
4
圆
99.0
99.0
7697.7
1.294
12.000
35.126
465
0.709
522.39
NO5
5
椭
57.9
113.7
5198.4
1.481
10.000
52.022
494
1.050
585.77
14.43
NO6
6
圆
71.0
71.0
3959.2
1.313
10.000
68.305
484
1.379
580.88
NO7
7
椭
47.3
81.7
3063.1
1.292
7.00
88.250
319.5
1.783
737.12
6.916
NO8
8
圆
55.0
55.0
2375.8
1.289
7.00
113.754
313.8
2.298
711.76
5.089
NO9
9
椭
40.0
61.9
1987.6
1.195
7.00
135.936
324.9
2.747
676.59
4.19
NO10
10
圆
45.0
45.0
1590.4
1.25
6.00
169.920
320.7
3.433
638.89
3.125
NO11
11
椭
26.8
54.7
1147.2
1.386
4.500
235.509
393.5
4.759
581.14
2.516
NO12
12
圆
34.0
34.0
907.9
1.264
4.500
297.683
387.8
6.014
555.34
1.875
NO13
13
椭
22.0
41.0
697.2
1.302
3.7000
387.583
336.7
7.831
1236.20
2.7826
NO14
14
圆
27.0
27.0
572.6
1.218
4.000
451.534
332.9
9.535
1234.09
2.2564
NO15
15
椭
19.1
31.0
453.3
1.263
2.1
524.683
338
12.045
1229.84
1.8065
NO16
16
圆
22.41
22.41
390.1
1.162
1.5
693.106
325
13.996
1075.80
1.308
NO17
17
椭
0.977
NO18
18
圆
0.895
1#飞剪
切头长度:
≤250mm超前系数:
延时:
剪切模式:
曲柄是否使用飞轮:
是否
裙板控制
2#飞剪
切头长度:
≤150超前系数:
延时:
剪切模式:
回转是否使用飞轮:
是否
3#飞剪
倍尺长度:
超前系数:
延时:
剪切模式:
曲柄/回转是否使用飞轮:
是否
3#飞剪前夹送辊
延时:
定尺剪
切头长度:
定尺长度:
剪切根数:
轧制程序表
原料:
150*150*1200mm³重量:
2050Kg钢种:
Q235B/20MnSiФ25mm.圆钢
机架号
道次
孔型
形状
轧件断面尺寸
变形系数u
辊缝值S(mm)
轧件长度L(mm)
工作辊径Dk(mm)
轧制速度V(mm/s)
电机转速
n(r/nim)
减速箱
速比
时间
高H(mm)
宽B(mm)
面积F(mm²)
轧制时间(s)
间隙(s)
NO1
1
箱
108.0
165.0
17483.8
1.287
15.000
15.444
567
0.288
467.97
48.24
52.3
NO2
2
箱
119.0
119.0
13784.9
1.267
15.000
19.613
559
0.365
483.48
38.77
NO3
3
椭
85
136.0
9959.7
1.384
12.000
27.146
598
0.506
528.61
32.71
NO4
4
圆
99.0
99.0
7697.7
1.294
12.000
35.126
465
0.654
481.86
NO5
5
椭
57.9
113.7
5198.4
1.481
10.000
52.022
494
0.969
540.59
14.43
NO6
6
圆
71.0
71.0
3959.2
1.313
10.000
68.305
484
1.272
535.81
NO7
7
椭
40.2
83.8
2680.0
1.478
7.00
100.954
385
1.879
644.65
6.916
NO8
8
圆
51.0
51.0
2042.8
1.312
7.00
132.452
376.9
2.466
635.92
5.089
NO9
9
椭
30.7
60.9
1467.1
1.392
5.50
184.374
391.4
3.433
701.89
4.19
NO10
10
圆
38.6
38.4
1165.8
1.258
5.70
231.942
385.3
4.321
669.32
3.125
NO11
11
椭
24
46.2
855.0
1.364
5.0
300.829
395.1
5.603
681.44
2.516
NO12
12
圆
30.0
30.0
711.9
1.201
5.0
330.912
390.4
6.442
590.90
1.875
NO13
13
椭
34.5
22.1
585.8
1.215
2.70
390.476
340.7
7.462
1164.12
2.7826
NO14
14
圆
25.44
25.44
503.7
1.163
1.50
523.239
336.7
10.000
1279.67
2.2564
NO15
15
椭
1.8065
NO16
16
圆
1.308
NO17
17
椭
0.977
NO18
18
圆
0.895
1#飞剪
切头长度:
≤250mm超前系数:
延时:
剪切模式:
曲柄是否使用飞轮:
是否
裙板控制
2#飞剪
切头长度:
≤150超前系数:
延时:
剪切模式:
回转是否使用飞轮:
是否
3#飞剪
倍尺长度:
超前系数:
延时:
剪切模式:
曲柄/回转是否使用飞轮:
是否
3#飞剪前夹送辊
延时:
定尺剪
切头长度:
定尺长度:
剪切根数:
轧制程序表
原料:
150*150*1200mm³重量:
2050Kg钢种:
Q235B/20MnSiФ28mm.圆钢
机架号
道次
孔型
形状
轧件断面尺寸
变形系数u
辊缝值S(mm)
轧件长度L(mm)
工作辊径Dk(mm)
轧制速度V(mm/s)
电机转速
n(r/nim)
减速箱
速比
时间
高H(mm)


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 150 圆钢 轧制 程序
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 广东省普通高中学业水平考试数学科考试大纲Word文档下载推荐.docx
广东省普通高中学业水平考试数学科考试大纲Word文档下载推荐.docx
-
计算题测试文档格式.docx
-
会计年终总结范文精选10篇Word文件下载.docx
-
基坑支护及降排水方案Word格式文档下载.docx
-
古代诗歌鉴赏一剪梅学案Word文档格式.docx
-
国标舞考级Word文件下载.docx
-
机电工程质量验收规范是什么Word文档下载推荐.docx
-
技术员工作自我评价文档格式.docx
-
交警支队车棚改造工程施工合同文档格式.docx
-
护士变更注册申请审核表与示范文本Word文档下载推荐.docx
-
最新学校新冠肺炎疫情防控应急预案Word文件下载.docx
-
GB50204钢筋规范之欧阳总创编Word格式文档下载.docx
-
《半期整改措施》Word格式.docx
-
诊断 症状学腰背痛关节痛汇总.docx
-
英美文学欣赏The Analysis of Shelleys Ode to the West Wind.docx
-
增值税营改增所得税消费税车购税测试题.docx
-
整理二级建造师管理真题.docx
-
英语三级重点高频词汇导入背单词APP使用.docx
-
浙教版学年九年级数学上册第2章测试题及答案.docx
-
证件照教学设计方案.docx
-
优品课件之《从锁国走向开国的日本》教案.docx
-
整理北京交通大学万用表组装实验报告.docx
-
质量管理计划.docx
-
有机化学鉴别.docx
-
整理照明灯饰灯具行业分类英语词汇.docx
-
濉溪县城市总体规划公示.docx
-
智能化工程质量验收记录表.docx
-
学生会纪检部工作总结.docx
-
幼儿园保教主任发言稿.docx
-
跆拳道协会工作总结.docx
-
中国茶叶店连锁市场竞争分析与竞争战略研究报告.docx
-
学宪法讲宪法主题演讲稿800字精选5篇弘扬宪法精神演讲稿5篇.docx
-
综合医院康复医学科质量评价综合评分表.docx
-
人教版一年级下册音乐教案第14课.docx
-
最新201X年九年级班级工作计划4篇实用word文档 12页.docx
-
预算员个人述职报告精选多篇.docx
-
未来软件操作手册28p.docx
-
人力资源三级 第五章 练习题.docx
-
元宵节促销活动方案.docx
-
土地整治储备中心建设项目可行性研究报告.docx
-
填充墙施工方案 2.docx
-
青岛版小学数学二年级上册《角的初步认识》教学设计doc.docx
-
施工组织设计审批表C2012.docx
-
园艺考试题及答案.docx
-
最美优秀护士事迹材料.docx
-
仁爱版英语七年级上学期第一单元教案.docx
-
外贸合同基本内容知识.docx
-
土地增值税清算与征管的最新规定.docx
-
三严三实专题动员大会乡镇领导讲话稿与秋季开学典礼演讲稿合集.docx
-
最新北师大版六年级上册数学第五单元教案1.docx
-
外贸跟单员实习报告.docx
