 煤粉制备系统故障模式及根本原因和影响分析.docx
煤粉制备系统故障模式及根本原因和影响分析.docx
- 文档编号:3576223
- 上传时间:2022-11-24
- 格式:DOCX
- 页数:26
- 大小:23.22KB
煤粉制备系统故障模式及根本原因和影响分析.docx
《煤粉制备系统故障模式及根本原因和影响分析.docx》由会员分享,可在线阅读,更多相关《煤粉制备系统故障模式及根本原因和影响分析.docx(26页珍藏版)》请在冰豆网上搜索。
煤粉制备系统故障模式及根本原因和影响分析
煤粉制备系统故障模式及根本原因和影响分析
德州中联水泥王广强
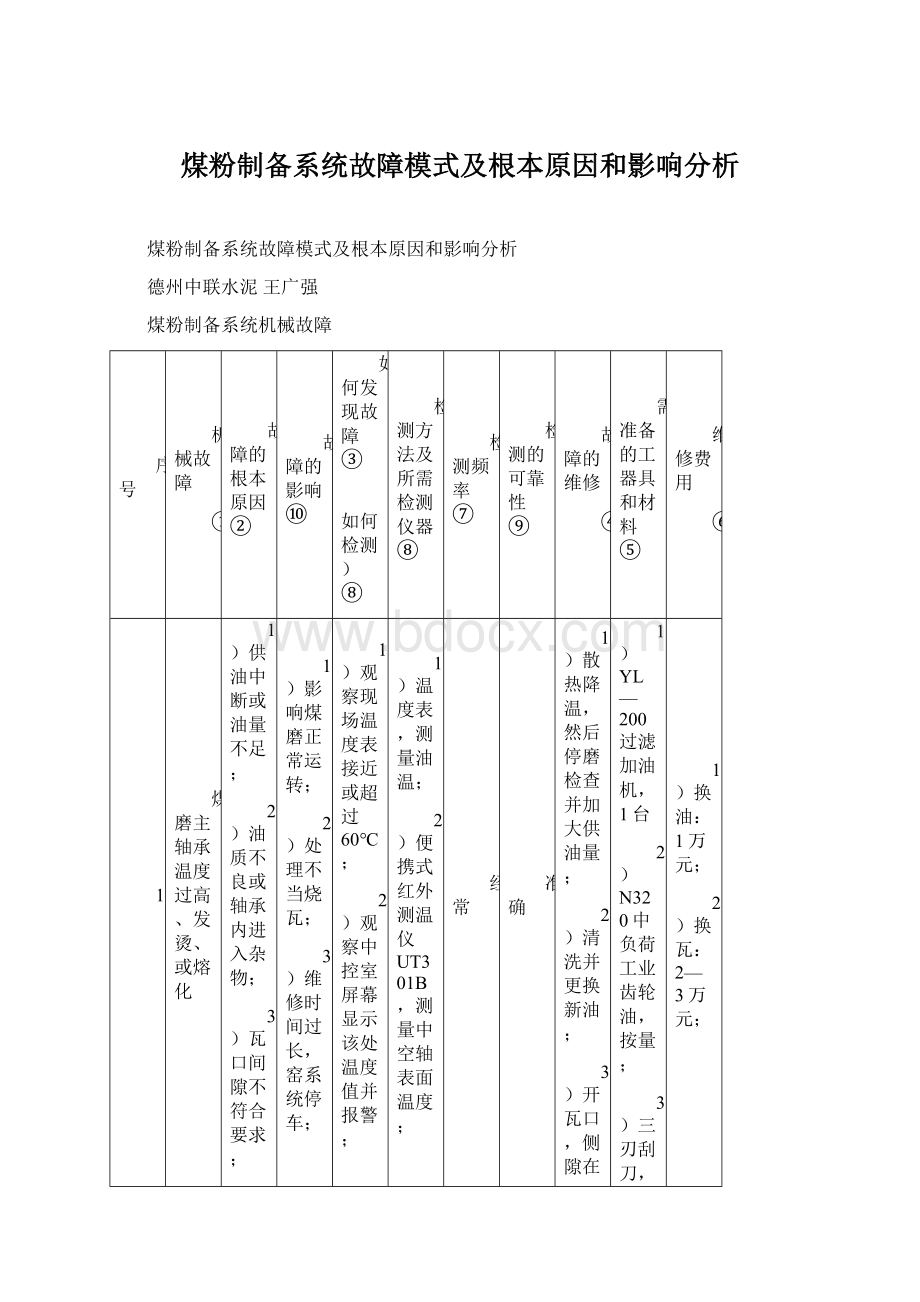
煤粉制备系统机械故障
序号
机械故障
①
故障的根本原因②
故障的影响⑩
如何发现故障③
(如何检测)⑧
检测方法及所需检测仪器⑧
检测频率⑦
检测的可靠性⑨
故障的维修
④
需准备的工器具和材料⑤
维修费用
⑥
1
煤磨主轴承温度过高、发烫、或熔化
1)供油中断或油量不足;
2)油质不良或轴承内进入杂物;
3)瓦口间隙不符合要求;
4)主轴承稀油站冷却水少或冷却水温高;
5)合金瓦磨损严重,露出瓦基;
1)影响煤磨正常运转;
2)处理不当烧瓦;
3)维修时间过长,窑系统停车;
1)观察现场温度表接近或超过60℃;
2)观察中控室屏幕显示该处温度值并报警;
1)温度表,测量油温;
2)便携式红外测温仪UT301B,测量中空轴表面温度;
经常
准确
1)散热降温,然后停磨检查并加大供油量;
2)清洗并更换新油;
3)开瓦口,侧隙在0.8—1.0mm;
4)开大阀门,加大冷却水;
5)更换新瓦;
1)YL—200过滤加油机,1台
2)N320中负荷工业齿轮油,按量;
3)三刃刮刀,2副;
4)油石,1块;
5)塞尺,1副;
5)合金瓦(视情更换);
6)手拉葫芦或电动葫芦2—3吨,2台;
7)200—300吨油压千斤,1台;
8)手提式干粉灭火器8Kg:
2瓶;
1)换油:
1万元;
2)换瓦:
2—3万元;
2
煤磨中空轴摆动大
1)中空轴与磨头或磨头与磨筒体的联接螺栓松动;
2)各法兰台肩配合间隙大;
3)中空轴与筒体轴线的同心度或垂直度偏差大;
4)中空轴轴肩处断裂;
1)影响煤磨正常运行;
2)损坏大小齿轮啮合面。
1)观察煤磨运行电流有周期性波动,且较大;
2)触摸、耳听大齿轮运行有振动,噪声;
3)观察啮合面出现点蚀;
4)检查螺栓有松动;
1)观察煤磨主电机运行电流表,判断运行状况;
2)专用搬手,检查螺栓松紧;
2)百分表,测量摆动;
3)TM260便携式彩色超声波探伤仪,检测中空轴;
经常检查螺栓松紧,其它视情半年或一年
准确
1)紧固联接螺栓;
2)清除配合台肩的灰垢,重新装配中空轴;
3)校正同心度或垂直度,使之偏差值符合规定范围;
4)更换中空轴;
1)专用搬手,按需;
2)百分表,2块;
3)油压千斤10吨,2件;
4)中空轴(视情更换);
5)手拉葫芦或电动葫芦5—10吨,2台;
6)200—300吨油压千斤,1台;
7)手提式干粉灭火器8Kg:
2瓶;
1)调整:
专业外协;
2)换中空轴:
10万元;
3
齿轮、轴承振动噪音过大并拌有撞击声
1)轴承盖或轴承座螺栓松动;
2)轴承磨损间隙过大;
3)齿轮磨损过甚或缺少润滑油;
4)大齿轮联接螺栓松动或对口螺栓松动;
5)中空轴瓦座螺栓松动;
1)影响煤磨的正常运行;
2)损坏大小齿轮啮合面;
3)严重时,出现断齿、损坏基础;
1)观察煤磨运行电流波动大;
2)触摸、耳听大齿轮运行振动大,噪声大;
3)观察啮合面出现点蚀、剥落;
4)观察测量油尺显示油少;
5)检查螺栓有松动;
6)塞尺测量轴承游隙;
1)观察煤磨主电机运行电流表,判断运行状况;
2)专用搬手,检查螺栓松紧;
3)便携式VC63数字测振仪,测量振动;
4)塞尺,测量轴承游隙;
5)游标卡尺测量齿厚;
经常
准确
1)紧固螺栓;
2)更换轴承;
3)更换齿轮或加强润滑;
4)紧固螺栓;
5)紧固螺栓;
1)专用搬手,按需;
2)开式齿轮油M220,按需;
3)轴承(视情更换);
4)小齿轮(视情更换或翻面);
5)手拉葫芦或电动葫芦5—10吨,2台;
6)手提式干粉灭火器8Kg:
2瓶;
1)更换轴承:
5000元;
2)小齿轮更换:
10万元;
3)小齿轮翻面:
2000元;
4
小齿轮轴承座螺栓断裂
1)大小齿轮啮合不正确,特别当齿磨损严重时;
2)轴承安装及配合不正确,或螺栓松动;
3)轴、联轴器不同心或水平度差;
4)加工制造有缺陷;
1)影响煤磨的正常运行;
2)损坏大小齿轮啮合面;
3)严重时,出现断齿、损坏基础;
1)触摸、耳听大齿轮运行振动大,噪声大;
2)触摸、耳听减速机运行振动,噪声大;
3)测量小齿轮齿弦厚磨损1/4;
4)观察到螺栓断裂;
1)TM260便携式彩色超声波探伤仪,检测螺栓;
2)游标卡尺测量齿厚;
3)百分表,测量轴、联轴器同心度;
半年
准确
1)检查、调整或更换;
2)调整、紧固;
3)调整找正;
4)更换或检修;
1)手拉葫芦或电动葫芦5—10吨,2台;
2)螺栓,按需;
3)500A电焊机:
1台;
4)(乙炔)气割一套;
5)手提式干粉灭火器8Kg:
2瓶;
修复或更换螺栓:
2000元;
5
煤磨负荷明显增大、电流升高、波动范围大
1)研磨体装载量过多;
2)主轴承、大齿圈润滑不良;
3)传动系统有严重的磨损或振动过大;
4)中空轴圆周方向有裂纹;
1)影响煤磨的正常运行;
2)损坏大小齿轮啮合面;
1)观察煤磨研磨体球面高度;
2)触摸、耳听大齿轮运行振动大,噪声大;
3)观察大齿轮润滑情况;
4)观察中空轴有裂纹;
1)游标卡尺测量齿厚;
2)TM260便携式彩色超声波探伤仪,检测中空轴;
半年
准确
1)调整装载量;
2)加强润滑;
3)更换或调整;
4)更换中空轴;
1)5M盒尺(测量球面高度);
2)中空轴,视情更换;
3)专用搬手,按需;
4)中负荷齿轮油N320,开式齿轮油M220,按量准备;
5)手拉葫芦或电动葫芦5—10吨,2台;
6)200—300吨油压千斤,1台;
7)500A电焊机:
1台;
8)(乙炔)气割一套;
9)手提式干粉灭火器8Kg:
2瓶;
1)更换润滑油:
5000—10000元;
2)换中空轴:
10万元;
6
稀油站系统的油压降低或升高
1)油路中产生漏油;
2)油路中产生堵塞;
影响煤磨主轴瓦、减速机的润滑
1)观察稀油站系统的压力表数值;
2)观察中控室屏幕显示该处压力值并报警;
3)检查油路;
压力表
经常
可靠
1)停磨检修油路及时堵漏;
2)清除堵塞;
1)管路中的管件,按需;
2)管钳,按需;
3)棉纱,1Kg;
4)柴油,5Kg;
1000元
7
选粉机电流突然增大
1)上部或下部滚动轴承烧毁;
2)垂直轴下端螺帽松动,鼠笼下降;
3)粗粉下料口堵塞;
影响选粉机正常运行
1)观察选粉机主电机电流表数值大;
2)上部或下部轴承处温度高于100℃;
3)内部检查螺帽;
4)检查粗粉下料口;
便携式红外测温仪UT301B,测量轴承处温度
每月或出现异常时
可靠
1)检查更换轴承;
2)加锁片紧固;
3)清理杂物、疏通;
1)轴承,按需;
2)手拉葫芦或电动葫芦2—3吨,2台;
3)专用搬手;
4)锂基脂L—3,10Kg;
5)手提式干粉灭火器8Kg:
2瓶;
更换轴承:
国产:
1500元; 进口:
3000元
8
选粉机轴承座振动或晃动
1)转子不平衡积灰、或叶片脱落;
2)主轴与传动减速机不同心;
3)基础刚度不够;
4)地脚螺栓松动;
5)主轴外套断裂;(典型案例)
1)影响选粉机正常运行;
2)严重时,主轴套报废;
1)观察到机体晃动;
2)建筑物有振感;
3)检查观察到主轴外套有明显的裂纹;
TM260便携式彩色超声波探伤仪,检测主轴及外套;
经常检查螺栓与转子积灰;主轴与外套一年/次探伤;
准确
1)清理、检修;
2)调整同心度;
3)加固基础,增强刚度;
4)紧固螺栓;
5)检修或更换外套;
1)百分表,一块;
2)专用搬手;
3)厚10mm铁板,按需;
4)500A电焊机:
1台;
5)电焊条J506,按需;
6)手提式干粉灭火器8Kg:
2瓶;
7)手电筒:
1支;
1000元
9
选粉机齿轮箱发生振动或噪音
1)齿轮啮合面点蚀剥落严重;
2)侧隙不合适,轴向有窜动;
3)轴承间隙大或损坏;
影响选粉机正常运行;
1)触摸、耳听齿轮箱运行振动大,噪声大;
2)利用传感棒或螺丝刀耳听轴承处,判断轴承好坏;
1)塞尺:
齿轮侧隙(0.8—1.0mm);
2)撬棍:
检测轴向窜动;
有异常时或半年
可靠
1)更换磨损严重的齿轮;
2)调整间隙、消除窜动;
3)更换轴承;
1)拆卸搬手;
2)专用扒子;
3)石棉垫:
0.5m2;
4)轴承:
按需;
5)齿轮:
视情更换;
6)中负荷齿轮油N320:
按量;
1)更换齿轮:
5000元;
2)更换轴承:
2000元;
10
收尘器系统风机异常振动
1)叶轮磨损或损坏而不平衡;
2)叶轮固着粉尘而不平衡;
3)轴弯曲;
4)联轴器不平衡;
5)转子与外壳碰撞、磨擦;
6)轴承间隙大或损坏;
影响风机的正常运行;
1)触摸振动大;
2)便携式VC63数字测振仪,测量振动:
正常情况下振动位移≤190um,振动速度≤4.6mm/s;
3)耳听转子与机壳碰撞声音大;
4)观察叶轮磨损情况及固着的粉尘;
1)便携式VC63数字测振仪,测量振动;
2)百分表:
测量联轴器同心度;
3)机床:
校正轴的弯曲;
4)塞尺:
测量轴承径向游隙;
经常
准确
1)、修理,重新做动平衡或更换叶轮;
2)清除固着的粉尘;
3)更换新轴;
4)调整同心度和垂直度;
5)加垫调整;
6)更换轴承;
1)拆卸螺栓搬手;
2)专用扒子;
3)手拉葫芦1—2吨,2台;
4)叶轮,1件(视情更换);
5)主轴,1件(视情更换);
6)轴承,2套;
6)百分表,1块;调整联轴器平衡:
同心度误差≤0.15;垂直度≤0.2;
1)更换叶轮:
5000元;
2)更换主轴:
3000元;
3)更换轴承:
1000元;
11
收尘器电磁阀动作不良
1)电路发生故障;
2)阀破损;
3)弹簧折断;
4)阀内进入异物;
5)漏气;
1)影响收尘器除尘效果;
2)造成糊袋;
1)巡检中发现电磁阀不工作;
2)中控屏幕显示该风室风压压差高;
风压变送器(现场安装,中控显示)
经常
准确
1)检查电路;
2)更换新阀;
3)更换弹簧;
4)清除异物;
5)密封处理;
1)电工测量检查工具;
2)电磁阀,按量;
3)电磁密封圈垫,按需;
4)专用拆缷工具;
100—200元
12
收尘器气缸动作不良
1)电磁阀不工作;
2)漏气;
3)活塞杆锈蚀;
4)行程不足;
5)压气管道破损;
6)压气的压力不足;
1)影响收尘器除尘效果;
2)造成糊袋;
1)巡检中发现电磁阀、气缸不工作或管道破损;
2)中控屏幕显示该风室风压压差高;
3)中控屏幕显示管道压气不足;
风压变送器(现场安装,中控显示)
经常
可靠
1)检查原因并修复;
2)检查堵漏;
3)清锈或更换;
4)调整行程;
5)修补管道;
6)查找压力低的原因;
1)电工测量检查工具;
2)电磁阀,按量;
3)气缸,按量;
4)管路管件,按需;
5)专用拆缷工具;
300—500元
13
螺旋输送机运行中电流大、波动大
1)吊轴承间隙多大或轴向不同心;
2)润滑不良;
3)粉料潮湿;
4)头部轴承进入粉尘;
5)叶片变形;
影响螺旋机的正常运行;
1)螺旋机主电机电流表显示电流值大,波动大,高于正常值;
2)现场巡检耳听有噪声;
3)测量头部轴承温度超过正常值;
4)利用传感棒或螺丝刀耳听轴承处,有杂音;
5)做粉料水份;
1)主机电流表;
2)便携式红外测温仪UT301B,测量轴承处温度;
3)传感棒或螺丝刀;
经常
可靠
1)调整轴瓦间隙;
2)定期加油;
3)增加入磨风温或降低原煤水份;
4)清洗或更换轴承;
5)修整叶片;
1)专用拆缷工具;
2)锂基脂L—3:
5Kg;
3)轴承,按需;
4)叶片,视情更换;
5)500A电焊机:
1台;
6)手提式干粉灭火器8Kg:
2瓶;
1)吊轴承:
1000元;
2)轴承:
1000元;
3)叶片:
200—500元;
煤粉制备系统工艺故障
序号
工艺故障
①
故障的根本原因②
故障的影响⑩
如何发现故障③
(如何检测)⑧
检测方法及所需检测仪器⑧
检测频率⑦
检测的可靠性⑨
故障的维修
④
需准备的工器具和材料⑤
维修费用
⑥
1
磨音低沉、电耳信号变低;电流由大变小;进出口压力差升高
1)煤磨给煤量过大;
2)定量给料机显示里外不符,显示少实际多;
3)隔仓板篦缝堵塞;
影响煤磨产、质量;
1)中控屏幕显示磨音、电流、及进出口压力差:
2)现场检查定量给料机;
3)检查隔仓板;
1)中控在线检测;
2)定量给料机标定;
3)打开磨门,检查隔仓板;
在线检测
准确
1)降低给煤量,运行一段时间后,再恢复正常;
2)标定定量给料机;
3)清理篦缝;
1)标称法码;
2)专用搬手;
3)手锤,1把;
4)通心螺丝刀,1把;
5)手电;
无
2
磨音高,声音脆磨电流变小;进出口压力差变小;
1)煤磨给煤量过小;
2)定量给料机显示里外不符,显示大实际小;
3)原煤仓架空或棒阀堵塞;
影响煤磨产、质量;
1)中控屏幕显示磨音、电流、及进出口压力差:
2)现场检查定量给料机;
3)检查原煤仓;
1)中控在线检测;
2)定量给料机标定;
3)检查原煤仓;
在线检测
准确
1)逐渐增加给煤量;
2)标定定量给料机;
3)处理架空或清堵;
1)标称法码;
2)专用搬手;
3)手锤,1把;
4)手电;
无
3
电耳信号变高,磨音高,且磨进出口压差高
1)原煤水份大,给煤量大;
2)烘干仓堵塞;
影响煤磨产、质量;
1)中控屏幕显示磨音、电流、及进出口压力差:
2)现场停磨检查烘干仓;
1)中控屏幕显示磨音、电流、及进出口压力差2)检查烘干仓;
3)化验室做原煤水份;
在线检测
准确
1)检查原煤水份是否较大,若较大可适当减少喂煤量;
2)适当提高煤磨进口温度;
3)停磨检查隔仓板;
1)专用搬手;
2)手锤,1把;
3)手电;
4)系统调整;
无
4
煤磨出口气体温度太低
1)热风量太少;
2)煤磨进口冷风阀开度大;
3)给煤量大;
4)原煤水份大
影响煤磨产、质量
中控屏幕显示煤磨出口气体温度低;
1)检查冷风阀;
2)化验室做原煤水份
1)在线检测;
2)现场检查;
准确
1)适当加大进口风温;
2)适当调整冷风阀开度;
3)减少喂煤;
4)原煤晾晒;
系统调整
无
5
煤磨出口气体负压太高
1)煤磨系统风机进口阀门开度大;
2)磨堵;
影响煤磨产、质量
中控屏幕显示煤磨出口气体压力;
检查煤磨
1)在线检测;
2)现场检查;
准确
1)关小系统风机阀门;
2)减少喂煤量或停止喂煤;
系统调整
无
6
煤磨出口负压太低
1)煤磨系统风机进口阀门开度小;
2)给煤量少,磨空;
3)定量给料机故障;
4)下料溜子堵塞;
影响煤磨产、质量
1)中控屏幕显示煤磨出口气体压力低:
2)现场检查定量给料机;
3)检查下料溜子;
1)中控在线检测;
2)检查定量给料机故障情况;
3)检查下料溜子;
1)在线检测;
2)定量给料机标定;
准确
1)适当开大风机进风口;
2)增加给煤量;
3)检修定量给料机;
4)打开冷风阀,清堵;
1)拆卸搬手;
2)定量给料机减速电机,视情更换;
3)定量给料机环形带,视情更换;
4)大锤:
1把;
5)1.5M钢钎,1把
1)更换减速电机:
1500元;
2)更换环形带:
1000元;
7
煤磨内部着火,出口温度超过80℃,并迅速增长
1)原煤水份小,进口热风温度高;
2)磨头积煤自燃;
处理不当,引起煤磨爆燃;
中控屏幕显示煤磨出口气体温度:
中控在线检测
在线检测
准确
1)立即停磨及辅助设备,关闭煤磨、收尘器所有进风口;
2)磨内喷入CO2或用水;
3)查明火源并消除;(典型案例)
1)消防用水;
2)手提式干粉灭火器8Kg:
按需;
3)10mm厚铁板;按需;
4)把钉:
按量;
5)浇筑料G16:
按量;
6)500A电焊机:
1台;
7)耐热钢焊条A402:
按需;
灭火:
2000元;
改进:
1000元;
8
煤磨突然断煤
1)煤磨原煤仓堵;
2)入磨溜子堵塞;
3)电动翻板阀堵塞;
4)原煤输送设备故障;
影响煤磨产、质量
1)中控屏幕显示定量给料机没有计量或原煤仓没料;
2)现场检查原煤仓堵或输送设备故障;
中控在线检测
1)在线检测;
2)故障时现场检查‘
准确
1)打开煤磨进口冷风阀,使煤磨出口温度在70℃;
2)立即清堵;
3)处理时间超过20min需停磨;
1)大锤,1把;
2)1m钢纤,1件;
3)处理原料输送设备故障,视情:
4)电机传动检查工具,按需;
5)轴承:
按需;
更换轴承:
500——1000元;
9
袋收尘进出口压差大
1)袋收尘反吹清灰装置不正常、故障;
2)收尘袋糊袋;
3)分格轮锁风不良;
4)煤粉水份大;
1)影响袋收尘设备的正常运行;
2)影响煤磨产、质量;
1)中控屏幕显示袋收尘进出口气体压差大;
2)现场检查袋收尘清灰装置:
电磁阀、气缸;
3)检查下料器;
4)检查原煤水份;
中控在线检测
1)在线检测;
2)故障时现场检查‘
准确
1)检修电磁阀、气缸;
2)更换或清理布袋;
3)密封分格轮;
4)出磨风温调到上极限;
1)拆卸搬手;
2)电工工具;
3)电磁阀:
按需;
4)气缸:
按需;
5)防静电布袋:
按需;
6)密封件:
按需;
1)更换电磁阀、气缸:
300—500元;
2)更换布袋:
5000元;
10
袋收尘灰斗温度太高
1)灰斗积灰;
2)斗内积灰自燃;
处理不当,引起袋收尘爆燃;
1)中控屏幕显示袋收尘灰斗温度高,超过80℃或100℃;
2)便携式红外测温仪UT301B,测量灰斗温度高;
1)中控在线检测;
2)便携式红外测温仪UT301B,测量高温灰斗;
1)在线检测;
2)故障时现场检查测量;
准确
1)清理积灰,安装振打;
2)系统停机,喷入CO2;
3)螺旋机反转,排出自燃的煤粉;
1)安装振打,使该处积灰顺利排走;
2)系统调整;
安装振打设备:
1000—1500元;
11
袋收尘出口气体温度上升报警
收尘内堆积的煤粉自燃
处理不当,引起袋收尘爆燃;
中控屏幕显示袋收尘出口温度高,超过80℃或100℃;
中控在线检测;
在线检测;
准确
1)根据报警,增大煤磨进风口冷风阀门,使温度下降;
2)确认着火时,系统紧急停车,关闭袋收尘进出口阀门,向收尘器内喷入CO2;
3)螺旋机反转,排出自燃的煤粉;
4)检查布袋;
1)系统调整;
2)CO2灭火,按需;
1)CO2灭火:
4000—10000元;
2)更换布袋:
1000—5000元;
C12
煤粉仓内温度迅
速上升;CO浓度超过700PPm呈上升趋势;
仓内堆积的煤粉自燃
处理不当,引起袋收尘爆燃;
1)中控屏幕显示煤粉仓温度高,超过80℃或100℃;
2)中控屏幕显示煤粉仓CO浓度,超过700PPm;
1)中控在线检测;
2)便携式矿用一氧化碳检测仪,测量小布袋出口CO浓度;
1)在线检测;
2)故障时现场检查测量;
准确
1)系统紧急停运;
2)关闭进出口阀门;
3)喷入CO2气体;
4)或由螺旋机输送生料粉;
5)煤粉仓温度开始上升时,且CO浓度由正常上升时,开冷风阀,粉磨湿煤覆盖;
1)系统调整处理;
2)喷入CO2灭火,按需;
CO2灭火:
4000—10000元;
13
系统防爆阀开启、有爆炸声
1)磨内着火;
2)空仓时,煤粉仓自燃露出明火;
3)袋收尘内着火;
1)处理不当,引起二次系统爆炸;
2)引起人身伤亡危险;
1)中控屏幕显示煤磨出口气体温度很高:
2)中控屏幕显示煤粉仓CO浓度,超过1000PPm;
3)中控屏幕显示袋收尘出口温度很高,同时CO浓度,超过1000PPm;
中控在线检测;
1)在线检测;
2)故障现场查找火源;
准确
1)煤磨系统紧急停运;
2)确定内部着火部位,采取CO2灭火,局部灌水;
3)仔细检查,排除露明火的煤粉;
4)修理恢复防爆阀;
5)现场清理;
1)喷入CO2灭火;
2)用消防水灭火;
3)更换布袋;
4)更换防爆铝板;
3—10万元;
关于以上表格对应的文字说明如下:
①煤粉制备系统经常发生哪些故障?
请逐一描述这些故障。
②请逐一分析这些故障的根本原因是什么?
⑩有哪些影响?
③我们怎样才能发现这些故障?
或通过怎样的方式才能了解到这些故障?
请逐一描述。
④面对每一种故障,我们应该怎样进行维修?
⑤进行维修需要准备哪些工器具、备件或材料?
⑥每次维修需要的费用大致是多少?
⑦我们应多长时间进行一次检测?
⑧或需要进行哪些特殊试验对水泥制成系统的故障进行预测(有哪些检测仪器或设备?
有哪些先进的检测技术?
频率是多少?
),才能避免水泥制成系统发生这些故障而产生费用?
⑨这些检测或特殊试验对预测每种故障的可靠性(能力)怎样?


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 制备 系统故障 模式 根本原因 影响 分析
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 如何打造酒店企业文化2刘田江doc.docx
如何打造酒店企业文化2刘田江doc.docx
-
律师提供著作权法律服务业务操作指引.docx
-
18秋福建师范大学《经济法》在线作业一.docx
-
施工现场危险源.docx
-
山东省潍坊市昌乐县学年七年级地理下学期期中学业质量评估试题.docx
-
新视野大学英语视听说教程第二版第一册完整答案.docx
-
精校版重庆市 初中毕业水平暨高中招生考试中考英语试题AB卷Word版含答案解析.docx
-
新视野大学英语视听说教程第二版第一册完整答案.docx
-
江苏省刘国钧中学1112学年高二语文上学期期末考前辅导试题卷苏教版会员独享.docx
-
山东省潍坊市昌乐县学年七年级地理下学期期中学业质量评估试题.docx
-
西安交通大学18年课程考试《管理会计》作业考核试题.docx
-
施工安全保证体系.docx
-
南开17秋学期《科学启蒙尔雅》在线作业2.docx
-
秋福师《大学英语1》在线作业二.docx
-
231695 北交《运输物流管理》在线作业2 15秋答案.docx
-
梁原学区安全管理工作实施方案.docx
-
环保管理台帐明细.docx
-
我国三大翻译证书考试概览.docx
-
东大17秋学期《大学英语二》在线作业31.docx
-
静态分析指标.docx
-
山东金瀚控股金瀚置业绩效考核指标库.docx
-
B0301A国际贸易.docx
-
人教版八年级数学上册同步练习试题及答案第11章《三角形》 同步练习及答案111.docx
-
秋福师《概率论》在线作业二.docx
-
17秋福师《高级英语阅读二》在线作业一.docx
-
西南大学17秋0764《工程建设监理》在线作业参考资料.docx
-
生活宝典之社会大转盘一.docx
-
专卖店管理.docx
-
100个CFO的八年之资金管理篇.docx
-
东北师范古代汉语三16秋在线作业2.docx
-
专业技术人员公共危机管理考试.docx
-
东大17秋学期《大学英语二》在线作业31.docx
-
新春对联八字对联.docx
-
新教师外出培训心得体会.docx
-
XX地区第二中学薄改工程施工组织设计方案.docx
-
小学一年级上册数学第三单元教案.docx
-
初中化学最新版化学全一册单元综合检测.docx
-
新人教版二年级数学下册第七单元万以内数的认识教案.docx
-
部编版教材七年级语文下册《台阶》精编教案.docx
-
初中物理八年级第二学期复习资料.docx
-
新版小学英语四年级下册导学案Unit4 At the farm.docx
-
初中学业成绩报告单模板.docx
-
除数是一位数的竖式除法15.docx
-
音乐专业的实习报告.docx
-
锤式破碎机的设计.docx
-
初中学业水平考试物理模拟试题+解析答案+评分标准含历年各地部分中考原题86.docx
-
优秀教师个人先进事迹材料.docx
-
初三化学教师个人工作总结.docx
-
春华南师范大学高起专《食品营养学》在线作业10及满分答案.docx
-
代维年终工作总结与以调研促审判 用审判推调研汇编.docx
-
初一期末考试英语专项复习题.docx
