 单螺杆挤出机螺杆参数的计算.pdf
单螺杆挤出机螺杆参数的计算.pdf
- 文档编号:3178334
- 上传时间:2022-11-19
- 格式:PDF
- 页数:9
- 大小:223.15KB
单螺杆挤出机螺杆参数的计算.pdf
《单螺杆挤出机螺杆参数的计算.pdf》由会员分享,可在线阅读,更多相关《单螺杆挤出机螺杆参数的计算.pdf(9页珍藏版)》请在冰豆网上搜索。
挤出设备ExtrusionEquipment螺杆挤出概螺杆参数的计算吴崇周(四川大学高分子助剂研究所,成都610065)摘要:
本文对普通三段式螺杆的设计提出了有关参数的计算方法。
以聚合物的热物理参数、流变学参数为据,以例题形式对深延比、拖曳流、剪切速率、剪切应力、比能耗、混合度、停留时间、料温升高进行了大量的计算,并得出了最佳的设计效果。
关键词:
单螺杆挤出机;螺杆设计;参数计算ScrewParametersCalculation0fSingle-screwExtruderWuChongzhou(ThePolymerAdditivesResearchInstituteofSichuanUniversity,Chengdu610065)Abstract:
Thecalculationmethodofrelevantparametersofconventionalthree-zonescrewisintroducedinthearticleBasedonthermalphysicalparameters,rheologicalparameters,thedeeptensionratio,dragflow,shearrate,shearstress,specificenergyconsumption,mixingdegree,residencetime,temperatureelevationofmaterialarecalculatedTheoptimumdesigneffectisobtainedKeywords:
Single-screwextruder;screwdesignandrelevantparameters关于单螺杆有关参数的计算,作者曾有过报道n20本文主要对物料在单螺杆挤出机内的输送过程中所关心的几个问题进行了详尽分析。
混合度(M)是分析物料在螺槽中的分散程度,比能耗(e)是分析物料在螺槽中的塑化程度,停留时间(t)是分析物料主要成分的热历史或老化程度。
深延比(一仅)是与挤出流量Q和拖曳流(DragFlow)量Q相关的物理量又表征流体粒子的应变程度。
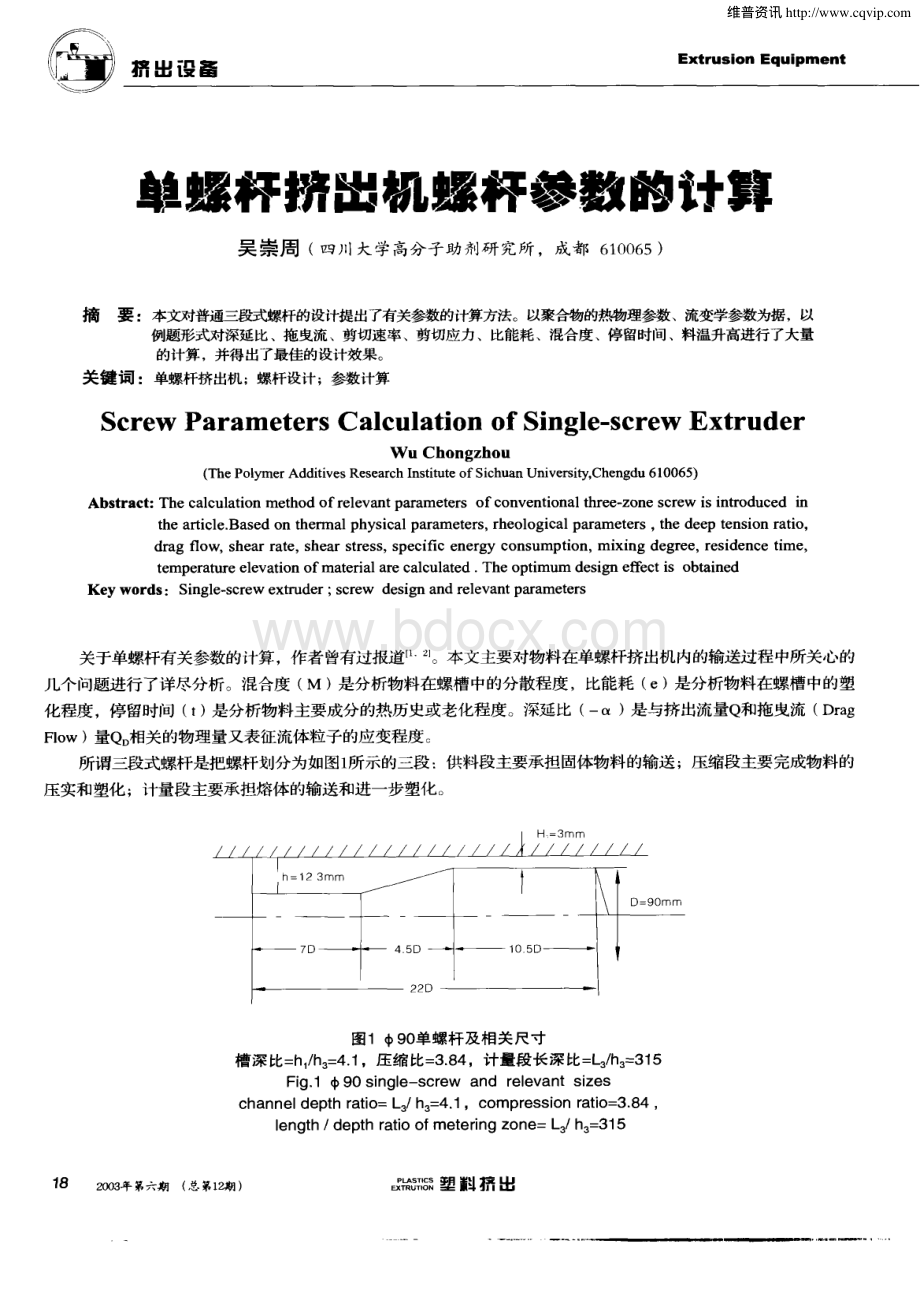
所谓三段式螺杆是把螺杆划分为如图l所示的三段:
供料段主要承担固体物料的输送;压缩段主要完成物料的压实和塑化;计量段主要承担熔体的输送和进一步塑化。
图190单螺杆及相关尺寸槽深比=h1h3=41,压缩比=384,计量段-LL;=L3h3:
315Fig1击90single-screwandrelevantsizeschanneldepthratio=LJha=41,compressionratio=384,length|depthratioofmeteringzone=LJha=315182oo3年第六期(总第l绷):
塑料捕出维普资讯http:
/ExtrusionEquipment挤出设备一实例1
(一)螺杆直径635ram,螺杆长径LD=27,计量段长径比L。
D=12,计量段螺槽深度h0381ram,螺杆未设冷却,螺杆转数n=60rPm,132LDPE,挤出量Q=513kghr,机头压力70kgcm2,压力波动67。
LDPE在167C的物理参数:
熔体密度P=078gcm:
,表现粘度11=26gseccm,定压比热Cp=068caYgC。
解析如下:
1、深延比
(一)已给挤出量Q=513kghr=183cmVsec,设螺槽有效面积为97,拖曳流(DragFlow)量QD,QD=rDnh3cose(COSe一01)x097=190cm。
sec式中:
螺棱宽度=01D,则深延比
(一)定义为:
Q183r1=】一=】一=()04QD1902、螺杆剪切速率:
QDl:
rrx635x1:
524sec-1h3O381这是计量段的剪切速率,与经验值比较显得较小。
3、混合度M根据文献,设计量段的有效长度L=12D,即物料完全熔融进入计量段。
M5近似简化为:
M詈(【+】一般把螺杆的螺旋升向0设为l7。
40,则上式改写为:
M:
372f)f164-):
37212x635164+004:
l3023_2)_234、比能耗e比能耗定义为剪切应力与剪切应度9的积或发生单位应变所需的力或单位容积内所作的功。
冲2讪L3c=217IT635126635+12047+0040038121-004=2910gcmcm。
=2842Jcm注:
lgcm=981()一(焦尔)5、停留时间t停留时间是指物料流经计量段所需的时间:
=2910gcm:
塑料挤出2oo3年第六期(总第12期)19维普资讯http:
/挤出设备ExtrusionEquipmentL3t:
693一丌Dn(635121丌635ll一004=276sec6、料温升高1r3T是在计量段均质熔体允许的最高温度T与进入计量段初始温度T之差。
Ta=e29X100002342PC。
078068100128oC注:
lkgmsec()O02342Kcalsec根据以上计算结果,分析如下:
深延比
(一)仅为004,足以说明挤出物的质量不会太好;混合度M=1302,说明物料分散性不好,均质性差,挤出压力波动较大;比能耗e=2842Jcm,较小。
说明物料在输送过程中的应变小,自然反映出制品的均一性差。
(二)如果上述螺杆尺寸保持不变,而改变加工工艺,对挤出物的质量有何影响?
解析如下:
首先将深延比
(一)凭借经验设为03。
1、螺杆转数n挤出量Q=QD(1+),已知挤出量Q=183cm。
secQD-=1h3nD2rrcos0(cos0-01)x097=261cc故n=26120381丌635095308530972、螺杆剪切速率71n635137丌=h30381=717sec一3、混合度M635l2164+03M=3724、比能耗e038ll一03e=217丌635l26=2062=82rpm63512047+030=6510gcmcm。
=637Jcm。
5、料温升高AT:
038ll一03:
__e一:
鱼:
曼0002342t2TX=287,=一“PC。
078X0681006、停留时间t202o03年第六期(总第l2期):
6510gcm。
:
塑料挤出维普资讯http:
/ExtrusionEquipment挤出设备t=693鱼=276sec6351371-03由于深延比由004增大到03,螺杆转数提高tJ82rpm,机头阻力增大,混合度达2000以上,挤出制品质量大为改善。
(三)对于薄膜生产的场合,混合度要求达2500E右,螺杆尺寸调整如下,计量段长度ft312D增加为14D,深延比
(一)=03,计算有关参数。
解析如下:
1、螺杆转数仍不改变n=82rpm,(137rps);2、螺杆剪切速率Dnh33、混合度M1T6351370381M:
372鱼:
曼曼:
+o_兰0381(103)4、比能耗e=717sec一=2406e=217763513726635x14_(047+0_32)=76l0gcm2=745Jcm30381(1-03)。
5、料温升高LT。
:
76xl0sx0002342U_00lUIJ6、停留时间tt=693鱼:
兰曼:
336oC:
322sec=1-037、剪切应力T:
(!
_鱼:
2鱼)专:
248gcmz322由于螺杆(计量段)II-L:
,混合度和比能耗都增大,料温由l28升到336C,特别对热敏树脂的加工,料筒冷却是十分必要的。
二实例2螺杆直径D:
635cm,螺杆长度LD=22(从加料孔至螺杆顶端);供料段LD=2,螺槽深度h=1143cm;压缩段长度L,D:
16,计量段长度LD=4,螺槽深度h0239cm,螺槽深度比hh。
=475,计量段长深比Lhs=鱼兰曼__:
l06,料筒温度l80,螺杆转数n:
80rI)m,挤出物LDPE,密度0,918,MI:
16,LDPE在l80的密度0239P=076,定压比热Cp=068。
解析如下:
1、拖曳流(DragFlow)量QD;10(cosQD=2h3rrnD2cos00-01)x097=159cmsec2、将几种情况计算和测定结果列入表1。
塑料挤出2oo3年第六期(总第l2期)21维普资讯http:
/挤出设备ExtrusionEquipment表1计算和测量结果Tab1Calculationandmeasurementresults单位abCd机头


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 螺杆 挤出机 参数 计算
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 12处方点评管理规范实施细则_精品文档.doc
12处方点评管理规范实施细则_精品文档.doc
-
12核心制度竞赛题库_精品文档.doc
-
12新医疗技术准入制度_精品文档.docx
-
12月份医务科质控通报_精品文档.doc
-
12项基本公共卫生服务项目_精品文档.docx
-
12月环境卫生学监测方法考核试题_精品文档.doc
-
13双重预防体系风险评价制度及准则_精品文档.doc
-
12种不能忽视的可能的心脏病症状_精品文档.doc
-
13检验科“三基”考试试卷_精品文档.doc
-
14以预防为先导_精品文档.doc
-
12高危药品分级管理制度及目录_精品文档.doc
-
13个病种中医护理方案_精品文档.docx
-
16检验科应对突发事件应急预案_精品文档.docx
-
12急救药品管理制度_精品文档.doc
 17种抗癌药纳入国家基本医疗保险工伤保险和生育保险药品目录_精品文档.xls
17种抗癌药纳入国家基本医疗保险工伤保险和生育保险药品目录_精品文档.xls
-
14医疗器械召回程序_精品文档.wps
-
13医用耗材库房管理制度_精品文档.doc
-
136个幼儿园英语课堂游戏_精品文档.docx
-
12经络彩图_精品文档.doc
-
151颅脑损伤恢复期康复临床路径_精品文档.doc
-
14项护理核心制度_精品文档.doc
-
12检验科化学危险物品使用准则_精品文档.doc
-
15-消化内镜手术分级目录_精品文档.xls
-
13术前讨论记录本模板_精品文档.doc
-
17-下腰痛评估表JOAVAPS_精品文档.doc
-
12项基本公共卫生服务流程图_精品文档.doc
-
13中国髋膝关节置换的现状及展望_精品文档.docx
-
14种最迷惑人的癌症前兆_精品文档.docx
-
17消毒供应室医院感染管理制度_精品文档.doc
-
15附加住院津贴保险条款的费率-人保财险备-健康附号_精品文档.doc
-
19陕西省崔家沟监狱罪犯医疗防疫总站突发事件预案_精品文档.doc
-
20项护理技术操作规程及评分标准_精品文档.doc
-
段标书习题附加简答.docx
-
松江大学城影视相关专业一览.docx
-
高中生物专题3植物的组织培养技术第8课时菊花的组织培养同步备课教学案新人教版选修1.docx
-
教师家访记录表.docx
-
先进能源技术概述.docx
-
经营文具店经验 总结.docx
-
AhkuaxDOC小学数学毕业模拟试题三套卷.docx
-
国际金融考试试题分解.docx
-
土建造价员答案2.docx
-
最后的常春藤叶.docx
-
万圣节活动方案大全万圣节活动策划方案4篇.docx
-
幼儿园中班科学教案它像谁.docx
-
顶管开挖管检查井.docx
-
危险化学品泄漏应急预案课件.docx
-
普法活动记录.docx
-
安全培训计划六篇.docx
-
山东师范大学毕业范例终版.docx
-
铁路接触网各种线材参数一览表.docx
-
我有个好习惯作文.docx
