 熔铸厂工艺制度与要求.docx
熔铸厂工艺制度与要求.docx
- 文档编号:30755461
- 上传时间:2023-08-20
- 格式:DOCX
- 页数:35
- 大小:22.67KB
熔铸厂工艺制度与要求.docx
《熔铸厂工艺制度与要求.docx》由会员分享,可在线阅读,更多相关《熔铸厂工艺制度与要求.docx(35页珍藏版)》请在冰豆网上搜索。
熔铸厂工艺制度与要求
熔铸厂技术规程及作业指导书
内蒙古银河铝业有限公司熔铸厂
1、目的
为了满足客户要求,交付合格产品。
2、适用范围
熔炼炉、保温炉、铸造、锯切、均质炉、包装
3、职责
3.1各工段班组各个工序严格按照技术要求执行
3.2大炉班长段长化学成分检测
4、操作顺序
4.1化学成分严格按照质检部下发的厂家标准执行
规格:
@90-80合金:
6063106060616005
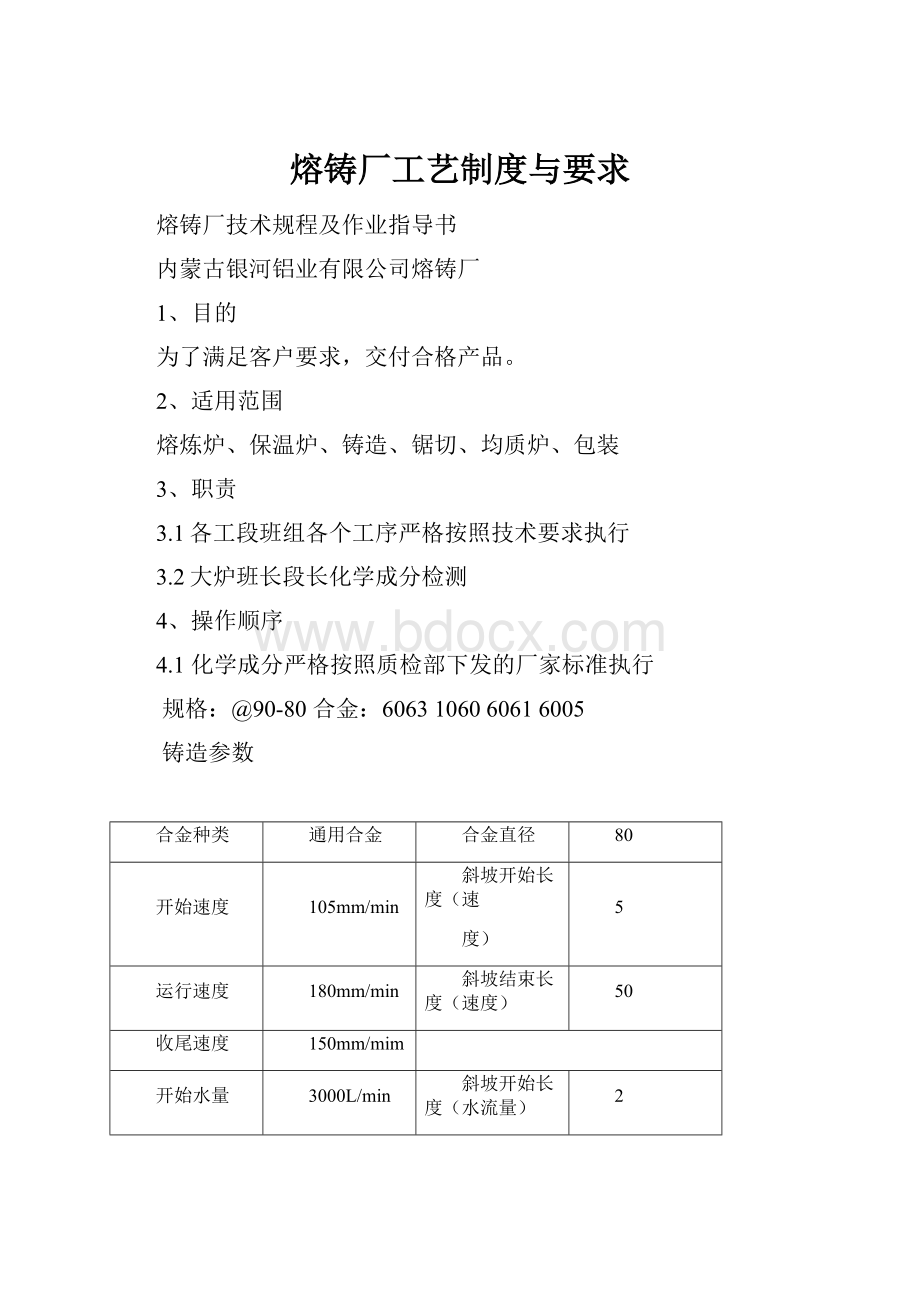
铸造参数
合金种类
通用合金
合金直径
80
开始速度
105mm/min
斜坡开始长度(速
度)
5
运行速度
180mm/min
斜坡结束长度(速度)
50
收尾速度
150mm/mim
开始水量
3000L/min
斜坡开始长度(水流量)
2
运行水量
5000L/min
斜坡结束长度(水流量)
10
收尾水量
3000L/min
铝钛硼丝
1mm/min
合金种类
通用合金
合金直径
90
开始速度
100mm/min
斜坡开始长度(速
度)
10
运行速度
180mm/min
斜坡结束长度(速度)
20
收尾速度
150mm/mim
开始水量
3000L/min
斜坡开始长度(水流量)
2
运行水量
6000L/min
斜坡结束长度(水流量)
10
收尾水量
3000L/min
铝钛硼丝
1mm/min
4.2熔炼炉加入1.5-2T的废料在进行配料,炉前分析准确后进行扒渣-转炉,转炉温度控制在750-760度
4.3保温炉控制
4.2.1精炼剂精炼一次精炼剂用量50公斤/25吨,使用N2吹入并搅拌,
时间不低于20分钟,进行取样分析,如式样在要求下线时,进行添加补料,温度高时加入的降温料,要求进行充分后在进行取样
4.2.36061合金无钠精炼剂精炼一次,精炼剂用量100公斤,精炼时间30分钟
4.2.4炉后分析合格后,保温炉温度控制在745-750之间,静止10分钟
4.3铸造
4.3.16061使用在线除气
4.3.2下降时间
温度必须控制在上面要求下:
在拔流之前,要进行憋流铸造,统一拔流后,在液面全部充满分流盘三分之二高度后,等5秒后进行铸造
4.3.3过程控制
根据温度高低,水温高低,用速度进行调节,温度高速度慢,水温高速度慢,同理。
但是调整范围必须控制在正负5
4.3.4收尾长度控制
标准液面下,以成品为6米计算,铸造显示屏上显示5.8米时进行收尾,铸造长度就能控制在6.4米,以此类推
4.4锯切
4.4.1锯切下脚:
铸造开始端锯切200mm,铸造末端锯切200mm
4.4.2锯切定尺:
依据客户要求,需要均质的要严格遵守厂家标准执行。
4.4.3按照厂家要求进行打包,摆放整齐
4.1化学成分严格按照质检部下发的厂家标准执行
规格:
@100合金:
6063106060616005
铸造参数
合金种类
通用合金
合金直径
100
开始速度
90mm/min
斜坡开始长度(速
度)
10
运行速度
160mm/min
斜坡结束长度(速度)
20
收尾速度
150mm/mim
开始水量
3000L/min
斜坡开始长度(水流量)
2
运行水量
6000L/min
斜坡结束长度(水流量)
10
收尾水量
3000L/min
铝钛硼丝
1mm/min
4.2熔炼炉加入1.5-2T的废料在进行配料,炉前分析准确后进行扒渣-转炉,转炉温度控制在750-760度
4.3保温炉控制
4.2.1精炼剂精炼一次精炼剂用量50公斤/25吨,使用N2吹入并搅拌,
时间不低于20分钟,进行取样分析,如式样在要求下线时,进行添加补料,温度高时加入的降温料,要求进行充分后在进行取样
4.2.36061合金无钠精炼剂精炼一次,精炼剂用量100公斤,精炼时间30分钟
4.2.4炉后分析合格后,6063保温炉温度控制在735-745之间,,6005.6061控制在730-740,静止10分钟
4.3铸造
4.3.16061使用在线除气
4.3.2下降时间
温度必须控制在上面要求下:
6063下降时间为26-28秒
6061.6005下降时间为28-30秒
1060下降时间为24-26秒
4.3.3过程控制
根据温度高低,水温高低,用速度进行调节,温度高速度慢,水温高速度慢,同理。
但是调整范围必须控制在正负5
4.3.4收尾长度控制
标准液面下,以成品为6米计算,铸造显示屏上显示5.9时进行收尾,铸造长度就能控制在6.4米,以此类推
4.4锯切
4.4.1锯切下脚:
铸造开始端锯切200mm,铸造末端锯切200mm
4.4.2锯切定尺:
依据客户要求,需要均质的要严格遵守厂家标准执行。
4.4.3按照厂家要求进行打包,摆放整齐
4.1规格:
@120合金:
6063106060616005
化学成分严格按照质检部下发的厂家标准执行
铸造参数
合金种类
通用合金
合金直径
120
开始速度
80mm/min
斜坡开始长度(速
度)
30
运行速度
150mm/min
斜坡结束长度(速度)
80
收尾速度
140mm/mim
开始水量
3000L/min
斜坡开始长度(水流量)
2
运行水量
7000L/min
斜坡结束长度(水流量)
10
收尾水量
3000L/min
铝钛硼丝
1mm/min
4.2熔炼炉加入1.5-2T的废料在进行配料,炉前分析准确后进行扒渣-转炉,转炉温度控制在750-760度
4.3保温炉控制
4.2.1精炼剂精炼一次精炼剂用量50公斤/25吨,使用N2吹入并搅拌,
时间不低于20分钟,进行取样分析,如式样在要求下线时,进行添加补料,温度高时加入的降温料,要求进行充分后在进行取样
4.2.36061合金无钠精炼剂精炼一次,精炼剂用量100公斤,精炼时间30分钟
4.2.4炉后分析合格后,6063保温炉温度控制在730-745之间,,6061控制在730左右,6005温度控制在725-735之间。
静止10分钟
4.3铸造
4.3.16061使用在线除气
4.3.2下降时间
温度必须控制在上面要求下:
6063下降时间为30-32秒
6061.6005下降时间为34-36秒
1060下降时间为28-30秒
4.3.3过程控制
根据温度高低,水温高低,用速度进行调节,温度高速度慢,水温高速度慢,同理。
但是调整范围必须控制在正负5
4.3.4收尾长度控制
标准液面下,以成品为6米计算,铸造显示屏上显示6.05时进行收尾,铸造长度就能控制在6.4米,以此类推
4.4锯切
4.4.1锯切下脚:
铸造开始端锯切200mm,铸造末端锯切200mm
4.4.2锯切定尺:
依据客户要求,需要均质的要严格遵守厂家标准执行。
4.4.3按照厂家要求进行打包,摆放整齐
4.1化学成分严格按照质检部下发的厂家标准执行
规格:
@140合金:
60631060606160056082
铸造参数
合金种类
通用合金
合金直径
120
开始速度
65mm/min
斜坡开始长度(速
度)
10
运行速度
140mm/min
斜坡结束长度(速度)
70
收尾速度
130mm/mim
开始水量
3000L/min
斜坡开始长度(水流量)
2
运行水量
5500L/min
斜坡结束长度(水流量)
10
收尾水量
3000L/min
铝钛硼丝
1mm/min
4.2熔炼炉加入1.5-2T的废料在进行配料,炉前分析准确后进行扒渣-转炉,转炉温度控制在750-760度
4.3保温炉控制
4.2.1精炼剂精炼一次精炼剂用量50公斤/25吨,使用N2吹入并搅拌,
时间不低于20分钟,进行取样分析,如式样在要求下线时,进行添加补料,温度高时加入的降温料,要求进行充分后在进行取样
4.2.36061合金无钠精炼剂精炼一次,精炼剂用量100公斤,精炼时间30分钟
4.2.4炉后分析合格后,6063保温炉温度控制在730-740之间,,6061控制在730左右,6005.6082温度控制在725-735之间。
静止10分钟
4.3铸造
4.3.16061使用在线除气
4.3.2下降时间
温度必须控制在上面要求下:
6063下降时间为34-36秒
6061.6005,6082下降时间为38-34秒
1060下降时间为30-32秒
4.3.3过程控制
根据温度高低,水温高低,用速度进行调节,温度高速度慢,水温高速度慢,同理。
但是调整范围必须控制在正负5
4.3.4收尾长度控制
标准液面下,以成品为6米计算,铸造显示屏上显示6.15时进行收尾,铸造长度就能控制在6.4米,以此类推
4.4锯切
4.4.1锯切下脚:
铸造开始端锯切200mm,铸造末端锯切200mm
4.4.2锯切定尺:
依据客户要求,需要均质的要严格遵守厂家标准执行。
4.4.3按照厂家要求进行打包,摆放整齐
备注:
夏天在铸造时,水温需控制在30度以内,当水温超过时,要提高水流量300-500,速度要提高4-6个。
(缺陷;表面粗糙)
4.1化学成分严格按照质检部下发的厂家标准执行
规格:
@152合金:
6063106060616082
铸造参数
合金种类
通用合金
合金直径
120
开始速度
60mm/min
斜坡开始长度(速
度)
10
运行速度
137mm/min
斜坡结束长度(速度)
60
收尾速度
130mm/mim
开始水量
2500L/min
斜坡开始长度(水流量)
2
运行水量
4400L/min
斜坡结束长度(水流量)
10
收尾水量
2600L/min
铝钛硼丝
1mm/min
4.2熔炼炉加入1.5-2T的废料在进行配料,炉前分析准确后进行扒渣-转炉,转炉温度控制在750-760度
4.3保温炉控制
4.2.1精炼剂精炼一次精炼剂用量50公斤/25吨,使用N2吹入并搅拌,
时间不低于20分钟,进行取样分析,如式样在要求下线时,进行添加补料,温度高时加入的降温料,要求进行充分后在进行取样
4.2.36061合金无钠精炼剂精炼一次,精炼剂用量100公斤,精炼时间30分钟
4.2.4炉后分析合格后,6063保温炉温度控制在735-745之间,,6061,6005温度控制在730-740之间。
静止10分钟
4.3铸造
4.3.16061使用在线除气
4.3.2下降时间
温度必须控制在上面要求下:
6063下降时间为34-36秒
6061.6082下降时间为36-38秒
1060下降时间为30-32秒
4.3.3过程控制
根据温度高低,水温高低,用速度进行调节,温度高速度慢,水温高速度慢,同理。
但是调整范围必须控制在正负5
4.3.4收尾长度控制
标准液面下,以成品为6米计算,铸造显示屏上显示6.15时进行收尾,铸造长度就能控制在6.4米,以此类推
4.4锯切
4.4.1锯切下脚:
铸造开始端锯切200mm,铸造末端锯切200mm
4.4.2锯切定尺:
依据客户要求,需要均质的要严格遵守厂家标准执行。
4.4.3按照厂家要求进行打包,摆放整齐
备注:
此铸造盘由于是水眼式供水,当水眼不好时容易出现竹节,解决办法一是清理水眼,二就是当轻微堵时,可以通过减水来进行调节,水流量需要减少500才能起效果。
4.1化学成分严格按照质检部下发的厂家标准执行
规格:
@162合金:
606310606061600560826A02
铸造参数
合金种类
6063106060616082
合金直径
162
开始速度
55mm/min
斜坡开始长度(速
度)
10
运行速度
122mm/min
斜坡结束长度(速度)
70
收尾速度
110mm/mim
开始水量
2100L/min
斜坡开始长度(水流量)
5
运行水量
4000L/min
斜坡结束长度(水流量)
15
收尾水量
2500L/min
铝钛硼丝
1mm/min
合金种类
6005
合金直径
162
开始速度
55mm/min
斜坡开始长度(速
度)
10
运行速度
117mm/min
斜坡结束长度(速度)
75
收尾速度
110mm/mim
开始水量
2100L/min
斜坡开始长度(水流量)
5
运行水量
4200L/min
斜坡结束长度(水流量)
15
收尾水量
2500L/min
铝钛硼丝
1mm/min
合金种类
6A02
合金直径
162
开始速度
50mm/min
斜坡开始长度(速
度)
10
运行速度
110mm/min
斜坡结束长度(速度)
80
收尾速度
50mm/mim
开始水量
1600L/min
斜坡开始长度(水流量)
5
运行水量
3800L/min
斜坡结束长度(水流量)
15
收尾水量
1700L/min
铝钛硼丝
1mm/min
4.2熔炼炉加入1.5-2T的废料在进行配料,炉前分析准确后进行扒渣-转炉,转炉温度控制在750-760度
4.3保温炉控制
4.2.1精炼剂精炼一次精炼剂用量50公斤/25吨,使用N2吹入并搅拌,
时间不低于20分钟,进行取样分析,如式样在要求下线时,进行添加补料,温度高时加入的降温料,要求进行充分后在进行取样
4.2.36061合金无钠精炼剂精炼一次,精炼剂用量100公斤,精炼时间30分钟
4.2.4炉后分析合格后,6063,60616082保温炉温度控制在735-740之间,60056A02温度控制在725-735之间。
静止10分钟
4.3铸造
4.3.16061使用在线除气
4.3.2下降时间
温度必须控制在上面要求下:
606360616082下降时间为42-44秒
6A02.6005下降时间为44-46秒
1060下降时间为36-38秒
4.3.3过程控制
根据温度高低,水温高低,用速度进行调节,温度高速度慢,水温高速度慢,同理。
但是调整范围必须控制在正负3.6A026005合金不能调高速度
4.3.4收尾长度控制
标准液面下,以成品为6米计算,铸造显示屏上显示6.15时进行收尾,铸造长度就能控制在6.4米,以此类推
4.4锯切
4.4.1锯切下脚:
铸造开始端锯切200mm,铸造末端锯切200mm
4.4.2锯切定尺:
依据客户要求,需要均质的要严格遵守厂家标准执行。
4.4.3按照厂家要求进行打包,摆放整齐
备注:
此合金最大缺陷就是容易裂,所以必须严格按照以上参数进行操作。
4.1化学成分严格按照质检部下发的厂家标准执行
规格:
@178合金:
6063106060616005
铸造参数
合金种类
通用合金
合金直径
178
开始速度
60mm/min
斜坡开始长度(速
度)
20
运行速度
110mm/min
斜坡结束长度(速度)
60
收尾速度
100mm/mim
开始水量
2500L/min
斜坡开始长度(水流量)
2
运行水量
4000L/min
斜坡结束长度(水流量)
10
收尾水量
2800L/min
铝钛硼丝
1mm/min
4.2熔炼炉加入1.5-2T的废料在进行配料,炉前分析准确后进行扒渣-转炉,转炉温度控制在750-760度
4.3保温炉控制
4.2.1精炼剂精炼一次精炼剂用量50公斤/25吨,使用N2吹入并搅拌,
时间不低于20分钟,进行取样分析,如式样在要求下线时,进行添加补料,温度高时加入的降温料,要求进行充分后在进行取样
4.2.36061合金无钠精炼剂精炼一次,精炼剂用量100公斤,精炼时间30分钟
4.2.4炉后分析合格后,保温炉温度控制在740-750之间,静止10分钟
4.3铸造
4.3.16061使用在线除气
4.3.2下降时间
温度必须控制在上面要求下:
下降时间为38-40秒
4.3.3过程控制
根据温度高低,水温高低,用速度进行调节,温度高速度慢,水温高速度慢,同理。
但是调整范围必须控制在正负3
4.3.4收尾长度控制
标准液面下,以成品为6米计算,铸造显示屏上显示6.15时进行收尾,铸造长度就能控制在6.4米,以此类推
4.4锯切
4.4.1锯切下脚:
铸造开始端锯切200mm,铸造末端锯切200mm
4.4.2锯切定尺:
依据客户要求,需要均质的要严格遵守厂家标准执行。
4.4.3按照厂家要求进行打包,摆放整齐
备注:
此铸造盘在进行合膜时,与其他盘不同,必须用手放到导流管内来进行合盘。
4.1化学成分严格按照质检部下发的厂家标准执行
规格:
@192合金:
60631060606160056A026005
铸造参数
合金种类
通用合金
合金直径
192
开始速度
55mm/min
斜坡开始长度(速
度)
20
运行速度
100mm/min
斜坡结束长度(速度)
80
收尾速度
80mm/mim
开始水量
2500L/min
斜坡开始长度(水流量)
5
运行水量
4000L/min
斜坡结束长度(水流量)
15
收尾水量
2800L/min
铝钛硼丝
1mm/min
4.2熔炼炉加入1.5-2T的废料在进行配料,炉前分析准确后进行扒渣-转炉,转炉温度控制在750-760度
4.3保温炉控制
4.2.1精炼剂精炼一次精炼剂用量50公斤/25吨,使用N2吹入并搅拌,
时间不低于20分钟,进行取样分析,如式样在要求下线时,进行添加补料,温度高时加入的降温料,要求进行充分后在进行取样
4.2.36061合金无钠精炼剂精炼一次,精炼剂用量100公斤,精炼时间30分钟
4.2.4炉后分析合格后,保温炉温度控制在740-750之间。
静止10分钟
4.3铸造
4.3.16061使用在线除气
4.3.2下降时间
温度必须控制在上面要求下:
下降时间为42-44秒
4.3.3过程控制
根据温度高低,水温高低,用速度进行调节,温度高速度慢,水温高速度慢,同理。
但是调整范围必须控制在正负3
4.3.4收尾长度控制
标准液面下,以成品为6米计算,铸造显示屏上显示6.20时进行收尾,铸造长度就能控制在6.4米,以此类推
4.4锯切
4.4.1锯切下脚:
铸造开始端锯切200mm,铸造末端锯切200mm
4.4.2锯切定尺:
依据客户要求,需要均质的要严格遵守厂家标准执行。
4.4.3按照厂家要求进行打包,摆放整齐
备注:
此合金在夏天铸造时表面不是很好,原因就是由于水温高,所以夏天铸造时一定控制水温在30度以下
4.1化学成分严格按照质检部下发的厂家标准执行
规格:
@210@228合金:
60616008
铸造参数
合金种类
6061
合金直径
210
开始速度
60mm/min
斜坡开始长度(速
度)
20
运行速度
97mm/min
斜坡结束长度(速度)
50
收尾速度
55mm/mim
开始水量
2600L/min
斜坡开始长度(水流量)
2
运行水量
4000L/min
斜坡结束长度(水流量)
10
收尾水量
2800L/min
铝钛硼丝
1mm/min
合金种类
6061
合金直径
228
开始速度
55mm/min
斜坡开始长度(速
度)
20
运行速度
96mm/min
斜坡结束长度(速度)
50
收尾速度
55mm/mim
开始水量
2600L/min
斜坡开始长度(水流量)
2
运行水量
4000L/min
斜坡结束长度(水流量)
10
收尾水量
2800L/min
铝钛硼丝
2mm/min
合金种类
6008
合金直径
228
开始速度
50mm/min
斜坡开始长度(速
度)
20
运行速度
74mm/min
斜坡结束长度(速度)
70
收尾速度
55mm/mim
开始水量
2500L/min
斜坡开始长度(水流量)
2
运行水量
3500L/min
斜坡结束长度(水流量)
10
收尾水量
2500L/min
铝钛硼丝
2mm/min
4.2熔炼炉加入1.5-2T的废料在进行配料,炉前分析准确后进行扒渣-转炉,转炉温度控制在750-760度
4.3保温炉控制
4.2.36061合金无钠精炼剂精炼一次,精炼剂用量100公斤,精炼时间30分钟,进行取样分析,如式样在要求下线时,进行添加补料,温度高时加入的降温料,要求进行充分后在进行取样
6008合金无钠精炼剂精炼一次,精炼剂用量100公斤,在用除钠剂用量50公斤精炼时间30分钟,进行取样分析,如式样在要求下线时,进行添加补料,温度高时加入的降温料,要求进行充分后在进行取样
4.2.4炉后分析合格后,保温炉温度控制在740-750之间,静止10分钟
4.3铸造
4.3.1使用在线除气
4.3.2下降时间
温度必须控制在上面要求下:
6061系列下降时间为28-30秒
6008下降时间为32-34秒
4.3.3过程控制
@2106061系列过程中1米后,增加一个速度一直到3米
其他合金不动
4.3.4收尾长度控制
标准液面下,以成品为6米计算,铸造显示屏上显示6.15进行收尾,铸造长度就能控制在6.4米,以此类推
4.4锯切
4.4.1锯切下脚:
铸造开始端锯切200mm,铸造末端锯切200mm
4.4.2锯切定尺:
依据客户要求,需要均质的要严格遵守厂家标准执行。
4.4.3按照厂家要求进行打包,摆放整齐
备注:
@210夏天铸造时控制水温在30度以下,下降时间必须严格按照以上执行,否则掉腻子,造成表面不好,6008合金不能提速
4.1化学成分严格按照质检部下发的厂家标准执行
规格:
@316合金:
60616005A60826005AW
铸造参数
合金种类
通用合金
合金直径
316
开始速度
37mm/min
斜坡开始长度(速
度)
20
运行速度
58mm/min
斜坡结束长度(速度)
150
收尾速度
45mm/mim
开始水量
1600L/min
斜坡开始长度(水流量)
20
运行水量
2000L/min
斜坡结束长度(水流量)
150
收尾水量
1600L/min
铝钛硼丝
2mm/min


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 熔铸 工艺 制度 要求
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 #2机组现场施工用电布置措施.docx
#2机组现场施工用电布置措施.docx
-
《个人贵金属质押借款合同》兴业银行.docx
-
《科学发展观和小康社会的经济建设》复习导学案.docx
-
《我和祖父的园子》第一课时教案两篇word.docx
-
《质量》教学案例与设计.docx
-
2惠农小册子.docx
-
7A版个人与团队模拟考试题及答案.docx
-
10篇新部编四年级下册语文课内外阅读理解专项练习题及答案.docx
-
16初四物理热和能知识点总结精讲.docx
-
20XX社会语言经典语录流行风暴.docx
-
48篇教学案例分析报告题.docx
-
《电子工厂安全管理制度汇总》.docx
-
《机械制造课程设计》指导.docx
-
《钱学森》教案第二课时.docx
-
《边城》读后感5篇.docx
-
《固定式压力容器安全技术监察规程》.docx
-
《论雷峰塔的倒掉》.docx
-
《手术台就是阵地》教学设计三年级语文下册.docx
-
《夏洛的网》课外阅读教学设计.docx
-
《自己的花是让别人看的》教案.docx
-
3C检查表090429.docx
-
7客运专线CRTSⅡ型板式无砟轨道施工工法.docx
-
《笔算除法》课时教案设计.docx
-
11#楼高大模板支撑体系专项方案.docx
-
17科学分析经济形势.docx
-
《电流和电路》易错题精讲综合检测题与答案.docx
-
《会计信息系统》习题含答案.docx
-
《汽车电器设备与维修》发电机分教考分离试题及标准答案.docx
-
《四川省排污许可证管理暂行办法》.docx
-
《新编实用英语》教案第一册Unit.docx
-
0母版锅炉值班员计算题WORD版.docx
-
3年级下册英语单词记忆人教版.docx
-
《孟子》中的名句Word文档格式.docx
-
FANUC系统宏程式详解Word文档下载推荐.docx
-
用优盘重装系统教程Word下载.docx
-
《汽轮机原理》复习习题及答案Word下载.docx
-
Hilbert边际谱Word文档下载推荐.docx
-
《羧酸 氨基酸和蛋白质第一课时》导学案2Word格式文档下载.docx
-
重点项目进展汇报情况Word文档格式.docx
-
自动化制造系统考试小抄Word格式.docx
-
《船检上半年工作总结》Word格式.docx
-
PANTONE国际色卡CMYK色值对照表文档格式.docx
-
主厂房钢结构防腐防火施工文档格式.docx
-
《新疆兵团党委办公厅兵团办公厅督促检查工作暂行规定》Word格式.docx
-
《建设工程监理案例分析》试题解析Word文档格式.docx
-
PLC课程设计报告Word文档格式.docx
-
自我评价及求职期望Word下载.docx
-
Java基础教程Word下载.docx
-
《知行合一投资赢家》培训心得Word下载.docx
-
主谓一致讲义讲义Word文档格式.docx
-
最全普通话的考试三分钟话题作文30篇经典版docWord文档下载推荐.docx
