 亚龙杯决赛试题生产线终端设备组装与调试最终版学生.docx
亚龙杯决赛试题生产线终端设备组装与调试最终版学生.docx
- 文档编号:30643541
- 上传时间:2023-08-18
- 格式:DOCX
- 页数:16
- 大小:702.58KB
亚龙杯决赛试题生产线终端设备组装与调试最终版学生.docx
《亚龙杯决赛试题生产线终端设备组装与调试最终版学生.docx》由会员分享,可在线阅读,更多相关《亚龙杯决赛试题生产线终端设备组装与调试最终版学生.docx(16页珍藏版)》请在冰豆网上搜索。
亚龙杯决赛试题生产线终端设备组装与调试最终版学生
设备组成及工作情况描述
××生产线上可完成两个生产任务,第一个任务是生产一种零件,第二个任务是生产一个组合器件。
当生产线在完成第一个生产任务时,要求生产线的终端设备能分拣合格与不合格零件(在组装和调试时,用金属件代替合格零件,用塑料件代替不合格零件);当生产线在完成第二个工作任务时,要求生产线的终端设备能将完成加工的甲、乙两种零件(在组装和调试时用金属件代替零件甲,用塑料件代替零件乙)按要求组合成一个器件。
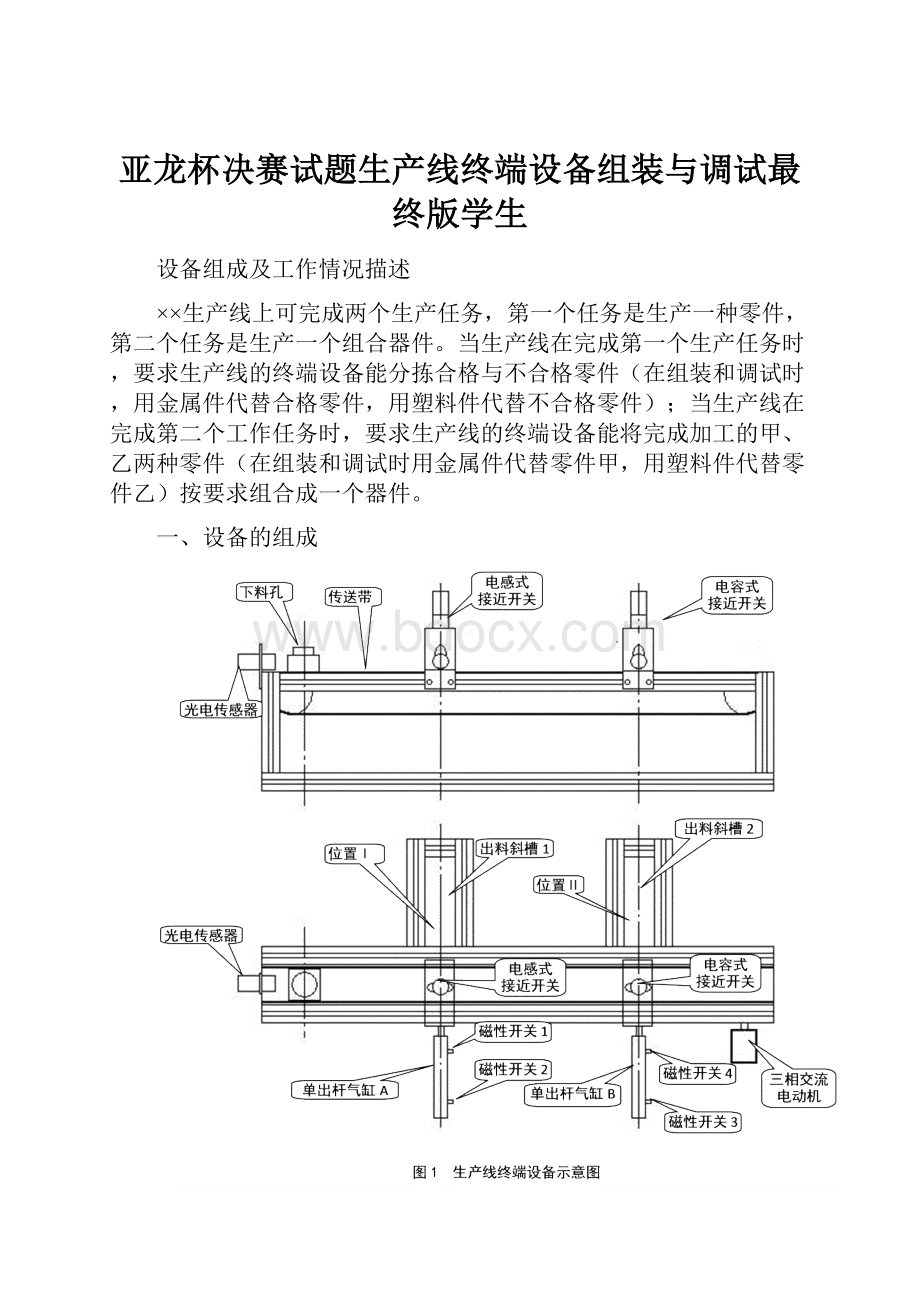
一、设备的组成
生产线终端设备的组成如图1所示。
该设备使用的控制元件及功能,指示元件及其功能,报警装置及功能如表1所示。
表1生产线终端设备的控制、指示元件和报警装置及其功能
序号
名称与文字符号
功能
1
按钮SB4
试运行按钮
2
转换开关SA1
转换终端设备的工作方式
3
指示灯HL1
工作方式一运行指示
4
指示灯HL2
可以向传送带上放零件指示
5
指示灯HL3
工作方式二运行指示
6
指示灯HL5
工作方式一包装零件指示灯
7
指示灯HL6
工作方式二包装器件指示灯
7
按钮SB5
启动按钮
8
按钮SB6
停止按钮
10
急停开关QS
紧急停止开关
11
蜂鸣器HA
急停报警
12
按钮SB1
代替皮带打滑检测装置,常开接点闭合为皮带打滑
二、设备工作情况描述
在设备开始工作前,应进行检查和部件复位的工作,以确认设备是否能按要求运行和动作部件是否在规定的位置。
按下试运行按钮SB4,按照气缸A伸出→气缸B伸出→气缸A缩回→气缸B缩回的顺序动作。
气缸B缩回到位后,三相交流异步电动机以35Hz的频率反转启动,拖动皮带输送机向后运行3s停止,完成设备的检查与部件的复位。
为适应生产线生产任务的不同,设备有两种工作方式,两种工作方式由转换开关SA1切换。
1.工作方式一
将转换开关SA1的旋钮置于“左”位置,为工作方式一。
生产线完成第一个生产任务,终端设备按工作方式一运行,进行合格零件与不合格零件的分拣。
将转换开关SA1旋到左边位置时,工作方式一运行指示灯HL1亮,指示设备的状态为工作方式一。
这时按下按钮SB5,三相交流异步电动机以20Hz的频率正转启动,拖动皮带输送机运行的同时,指示灯HL2亮,指示可以从进料口放入零件。
这时生产线加工完毕的零件通过进料口放在传送带上,指示灯HL2熄灭。
传送带上的零件到达位置Ⅰ时,若电感式接近开关检测的零件是合格的(试件为金属件),则皮带输送机停止,气缸A活塞杆伸出将合格零件从位置Ⅰ推入出料斜槽1,气缸A活塞杆缩回到位后,三相交流异步电动机以20Hz的频率重新正转启动,指示灯HL2发光,等待从进料口放入零件;若电感式接近开关检测的零件不合格(试件为塑料件),则传送带上的零件到达位置Ⅱ时,皮带输送机停止,由气缸B活塞杆伸出,将不合格的零件从位置Ⅱ推入出料斜槽2,气缸A活塞杆缩回到位后,三相交流异步电动机以20Hz的频率重新正转启动,指示灯HL2发光,等待从进料口放入零件。
从位置Ⅰ推入出料斜槽1的零件达3个时,应进行包装。
此时皮带输送机应停止,同时指示灯HL5发光,表示设备现在进行包装零件的工作。
3s后,零件包装完毕,指示灯HL5熄灭,一个周期的工作完成。
皮带输送机重新启动,指示灯HL2发光,等待从进料口放入零件,设备又按上述要求进行新一周期的工作。
在包装的过程和传送带上有零件时,不允许从进料口放入零件,指示灯HL2应熄灭;在允许从进料口放入零件的状态下,指示灯HL2发光,等待从进料口放入零件,等待的时间超过10s,HL2由长亮变为每秒闪亮2次,提示尽快将零件通过进料口放在传送带上。
2.工作方式二
在完成设备检查与部件复位后,将转换开关SA1的旋钮置于“右”位置,为工作方式二。
生产线完成加工组合器件的生产任务(即第二个生产任务),设备应按工作方式二运行。
将转换开关旋到右边位置时,指示灯HL3亮,指示设备的状态为工作方式二。
这时按下按钮SB5,三相交流异步电动机以20Hz的频率启动,拖动皮带输送机运行的同时,允许向皮带输送机的传送带上放零件的指示灯HL2亮(HL2的控制方式与设备在工作方式一时完全一样,在包装的过程和传送带上有零件时,不允许从进料口放入零件,指示灯HL2应熄灭;在允许从进料口放入零件的情况下,指示灯HL2发光,等待从进料口放入零件,等待的时间超过10s,HL2由亮变为每秒闪亮2次,提示尽快将零件通过进料口放在传送带上)。
将两种零件组合成器件,两种零件都必须从位置Ⅰ推入出料斜槽1。
因此,若放在传送带上的第一个零件为零件乙(试件为塑料件),则在零件到达位置Ⅱ时皮带输送机停止,2s后三相交流异步电动机以35Hz的频率反转拖动皮带输送机将零件乙返回位置Ⅰ,传送带在合适位置停止,然后按气缸A活塞杆伸出→将零件推入出料斜槽1→活塞杆缩回→皮带输送机运行(频率为20Hz)的顺序动作;若第一个零件为零件甲(试件为金属件),则零件在位置Ⅰ时皮带输送机停止,并按气缸A活塞杆伸出→将零件推入出料斜槽1→活塞杆缩回→皮带输送机运行(频率为20Hz)的顺序动作。
第一个零件被推入出料斜槽1,指示灯HL2发光后,开始放第二个零件。
若放在传送带上的第二个零件与第一个零件相同,则传送带应将第二个零件送到位置Ⅱ并在零件到达位置Ⅱ时皮带输送机停止,然后按气缸B活塞杆伸出→将第二个零件推入出料斜槽2→活塞杆缩回→皮带输送机运行的顺序动作。
若再次放入的零件还与第一个零件相同,则均从位置Ⅱ推出……。
若推入出料斜槽的第一个零件为零件甲,放在传送带上第二个零件为零件乙,则在零件乙到达位置Ⅱ时皮带输送机停止2s后,三相交流异步电动机以35Hz的频率反转拖动皮带输送机将零件乙返回位置Ⅰ,然后按气缸A活塞杆伸出→将零件推入出料斜槽1→活塞杆缩回→皮带输送机运行的顺序动作;若推入出料斜槽的第一个零件为零件乙,放在传送带上第二个零件为零件甲,则在零件甲到达位置Ⅰ时皮带输送机停止,然后按气缸A活塞杆伸出→将零件推入出料斜槽1→活塞杆缩回→皮带输送机运行的顺序动作。
当1个零件甲和1个零件乙从位置Ⅰ推入出料斜槽1时,器件组合完毕应进行包装。
设备开始进入包装后,皮带输送机停止,同时指示灯HL6亮,表示设备现在进行包装零件的工作。
3s后,零件包装完毕,指示灯HL6熄灭,一个周期的工作完成。
然后皮带输送机以20Hz的频率启动,指示灯HL2发光,设备又按上述要求进行下一个周期的工作。
3.设备的停止
完成生产任务或运行中出现故障,设备应当停止运行或设备中的某些部件应停止运行。
(1)正常停止按下按钮SB6,生产线终端设备在完成当前工作周期后,回到初始位置,所有部件均停止运行。
(2)紧急停止在设备工作过程中出现没有预料到的异常情况,需要设备停止工作而进行的停止为紧急停止。
在出现异常情况时,压下急停按钮QS,工作方式指示灯HL1或HL3熄灭,设备停止工作,蜂鸣器HA发出急促声响(响0.2s,停0.2s)报警。
QS复位后,蜂鸣器HA停止,点动启动按钮SB5,设备重新启动,进入一个新的工作周期。
(3)保护装置动作使设备停止设备过载和过电压的可能性极小,故设备不需设置过载和过电压保护。
但皮带输送机常发生传送带打滑(即拖动皮带输送机的三相交流异步电动机转动,而传送带不动)的现象,当检测传送带运行状况的装置检测到打滑时,检测装置的常开触点(用按钮SB1的常开触点代替进行调试)闭合,则设备停止工作。
检修完毕恢复正常,按下启动按钮SB5,设备重新启动,进入一个新的工作周期。
4.突然断电的处理
突然断电,设备停止工作。
电源恢复后,设备应接着断电前所处的工作状态运行。
工作任务与说明
请你运用已经掌握的知识和技能,制订和实施完成生产线终端设备组装与调试的工作计划,分工协作、合理安排完成每一工作任务时间,优化完成各工作任务的顺序,在规定的时间内完成下面规定的各工作任务。
注意:
请在完成工作任务的过程中,严格遵守安全操作规程。
任务一:
组装生产线终端设备
组装生产线终端设备分两步,首先完成皮带输送机的组装,然后再组装生产线终端设备。
1.皮带输送机的组装
完成组装的皮带输送机各部件及其名称如图2所示。
请你按图3的指引,完成皮带输送机的组装。
2.生产线终端设备的组装
按图4的要求,将皮带输送机、光电传感器、接近开关、气缸和出料斜槽等,组装在台面上。
生产线终端设备的其他部件,根据台面情况,自己确定安装位置。
任务二:
画电气原理图,并根据你的电气原理图连接电路
根据设备组成及工作情况描述,在图5的图框内画出生产线控制电路的电气原理图,并根据所画的电气原理图,连接设备的电路。
要求:
1.电气原理图所用的图形符号应符合最新的中华人民共和国国家标准。
若用国际电工委员会的图形标准或其他标准应予以说明。
2.电路连接符合工艺要求和安全要求。
任务三:
连接气路
生产线终端设备的气动系统如图6所示。
请你根据气动系统图连接气路。
要求:
气管与控制元件、执行元件之间的连接必须可靠、牢固、整齐、美观,且不漏气。
任务四:
编写控制生产线终端设备动作的PLC程序和设置变频器参数。
请你随时将编写的控制程序保存在D盘上。
在储存编写的程序时,请用你的工位号做文件名,并把这些文件存到以你的工位号命名的文件夹内。
格式:
D\工位号命名的文件夹\工位号命名的程序文件,如:
D\100号\100号。
任务五:
调试设备的控制程序和调节设备部件的位置,满足工作的需要。
机电一体化设备组装与调试(学生组)技能竞赛评分表
工位号存盘路径
工作任务
配分
评分项目
项目配分
扣分标准
扣分
得分
任务
得分
设
备
组
装
及
电
路
、
气
路
连
接
40
皮带输送机(8分)
部件组装
6
部件安装位置错误、皮带松紧不符要求,各扣3分
技术要求
2
两轴两端距离>0.5mm后,1分/0.5mm,最多扣2分
设备组装(12分)
部件组装
8
部件不到位,零件松动,1分/处,最多扣8分
技术要求
4
超误差,1分/0.5mm,最多扣4分
电路(16分)
图形符号
4
符号、图形不符标准或未做说明,0.5分/个,最多扣4分
电气原理与电路连接
8
电路原理错误或接线错误,最多扣8分
连接工艺
4
接线端子导线超过2根、导线露铜过长、布线零乱:
0.5分/每处,最多扣2分;接线端子连接的导线没有编号管或者编号错误,0.5分/处,最多扣2分。
气路(4分)
漏气,调试时掉管,0.5分/每处,气管过长或过短,影响美观或安全,1分/每处,最多扣4分
程
序
与
调
试
60
检查与复位
10
按SB4,气缸动作,皮带运行方向、速度,动作顺序与要求不同,2分/处
工作方式一(20分)
动作指示灯
6
HL1,HL2,HL5未按要求亮灭,2分/个
分拣动作
12
气缸动作不符合要求,1分/处;皮带输送机动作不符合要求,2分/处,计数不正确,扣4分,该项最多扣12分
包装
2
包装后不能进入下周期,扣2分
工作方式二(20分)
动作指示灯
4
HL3和HL6不能按要求亮灭,2分/个
金属件传送
6
不能在位置1推出,扣3分;连续金属件≥2时,动作不对扣3分,该项最多扣6分
塑料件传送
8
不能在位置1推出,扣4分;连续塑料件≥2时,动作不对扣4分,该项最多扣8分
包装
2
包装后不能进入下周期,扣2分
停止(10分)
正常停止
2
停止时,动作不符要求,1分/处;停止后启动动作不符要求,1分/处
紧急停止
3
保护停止
2
断电处理
3
赛场情况记录
记录情况
情况与后果
情况记录
安全文明操作情况记录
赛场纪律
违反赛场规定和纪律,经监考老师警告第一次扣10分,第二次取消考试资格;故意损坏赛场设施或设备,取消竞赛资格。
安全操作规范
调试时短路或者熔断器熔断,扣5分/次;交卷后通电短路,扣20分;带电进行电路连接或改接,扣5分/次。
文明生产
乱摆放工具,乱丢杂物,完成任务后不清理工位扣5分。
工作时间记录
取消竞赛资格离场时间
因其他原因离场时间
完成工作任务离场时间
赛场工作
人员签名
参赛选手
签名确认(签工位号)


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 亚龙杯 决赛 试题 生产线 终端设备 组装 调试 最终版 学生
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 #2机组现场施工用电布置措施.docx
#2机组现场施工用电布置措施.docx
-
《个人贵金属质押借款合同》兴业银行.docx
-
《科学发展观和小康社会的经济建设》复习导学案.docx
-
《我和祖父的园子》第一课时教案两篇word.docx
-
《质量》教学案例与设计.docx
-
2惠农小册子.docx
-
7A版个人与团队模拟考试题及答案.docx
-
10篇新部编四年级下册语文课内外阅读理解专项练习题及答案.docx
-
16初四物理热和能知识点总结精讲.docx
-
20XX社会语言经典语录流行风暴.docx
-
48篇教学案例分析报告题.docx
-
《电子工厂安全管理制度汇总》.docx
-
《机械制造课程设计》指导.docx
-
《钱学森》教案第二课时.docx
-
《边城》读后感5篇.docx
-
《固定式压力容器安全技术监察规程》.docx
-
《论雷峰塔的倒掉》.docx
-
《手术台就是阵地》教学设计三年级语文下册.docx
-
《夏洛的网》课外阅读教学设计.docx
-
《自己的花是让别人看的》教案.docx
-
3C检查表090429.docx
-
7客运专线CRTSⅡ型板式无砟轨道施工工法.docx
-
《笔算除法》课时教案设计.docx
-
11#楼高大模板支撑体系专项方案.docx
-
17科学分析经济形势.docx
-
《电流和电路》易错题精讲综合检测题与答案.docx
-
《会计信息系统》习题含答案.docx
-
《汽车电器设备与维修》发电机分教考分离试题及标准答案.docx
-
《四川省排污许可证管理暂行办法》.docx
-
《新编实用英语》教案第一册Unit.docx
-
0母版锅炉值班员计算题WORD版.docx
-
3年级下册英语单词记忆人教版.docx
-
届高三地理计算题专题训练五河流径流量含答案.docx
-
最新《电动自行车通用技术条件》.docx
-
最新第12课电脑美术巧用动漫形象.docx
-
最新行政法与行政诉讼法整理.docx
-
最新栏杆高度窗台高度设计规范.docx
-
最新三年级除法竖式计算.docx
-
最新整理中国10大汽车企业对标分析范文doc.docx
-
企业工作思路范本.docx
-
汽车运用与维修专业调研报告书.docx
-
青岛版四年级上册数学精彩试题全套.docx
-
全国优秀导游词.docx
-
人防监理测验题.docx
-
人教版四年级语文上册背诵内容汇总.docx
-
人教版小学语文一年级下册课时备课教案共53页word资料.docx
-
人力资源职业规划模板6篇.docx
-
如何评课议课范本模板.docx
-
山西省建设工程施工合同.docx
-
三年级语文阅读理解专题训练.docx
-
软件工程施工课程设计报告学生选课系统.docx
