 硫磺回收静设备安装施工技术方案.docx
硫磺回收静设备安装施工技术方案.docx
- 文档编号:30622386
- 上传时间:2023-08-18
- 格式:DOCX
- 页数:51
- 大小:119.95KB
硫磺回收静设备安装施工技术方案.docx
《硫磺回收静设备安装施工技术方案.docx》由会员分享,可在线阅读,更多相关《硫磺回收静设备安装施工技术方案.docx(51页珍藏版)》请在冰豆网上搜索。
硫磺回收静设备安装施工技术方案
1.工程概况
中国石油广西石化1000万吨/年炼油工程硫磺回收联合装置由山东三维石化工程股份有限公司设计,北京兴油监理公司负责监理,中石化第十建设公司负责现场施工。
硫磺回收联合装置由硫磺回收装置
(一)、溶剂再生装置
(一)、非加氢型酸性水汽提装置、加氢型酸性水汽提装置及控制室变配电室五部分组成。
本装置静设备主要分布在由硫磺回收装置
(一)、溶剂再生装置
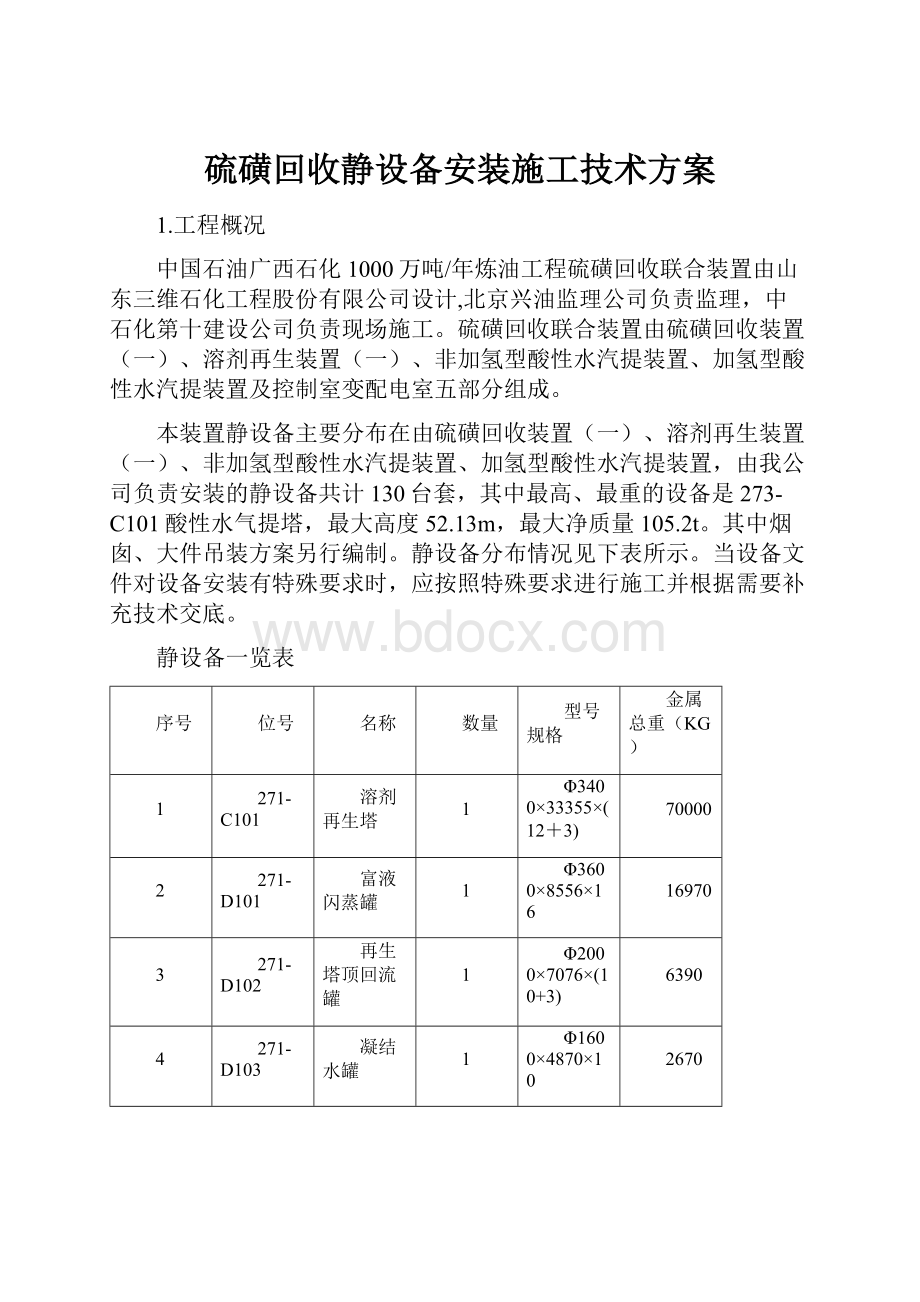
(一)、非加氢型酸性水汽提装置、加氢型酸性水汽提装置,由我公司负责安装的静设备共计130台套,其中最高、最重的设备是273-C101酸性水气提塔,最大高度52.13m,最大净质量105.2t。
其中烟囱、大件吊装方案另行编制。
静设备分布情况见下表所示。
当设备文件对设备安装有特殊要求时,应按照特殊要求进行施工并根据需要补充技术交底。
静设备一览表
序号
位号
名称
数量
型号规格
金属总重(KG)
1
271-C101
溶剂再生塔
1
Φ3400×33355×(12+3)
70000
2
271-D101
富液闪蒸罐
1
Φ3600×8556×16
16970
3
271-D102
再生塔顶回流罐
1
Φ2000×7076×(10+3)
6390
4
271-D103
凝结水罐
1
Φ1600×4870×10
2670
5
271-D104
溶剂配制回收罐
1
Φ1400×4970×10
2570
6
271-D105
水封罐
1
Φ700×1768×6
780
7
271-TK101A/B
贫液储罐
2
Φ8920×9994×6/5
20250
8
270-C201
尾气急冷塔
1
Φ1400×37188×(10+3)
33350
9
270-C202
尾气吸收塔
1
10
270-D101
清洁酸性气分液罐
1
Φ1400×4766×8
2500
11
270-D102
含氨酸性气分液罐
1
Φ1400×4766×8
2500
12
270-D103
硫封罐A~F
6
Φ219/Φ273×4366×12/9
750
13
270-D104
尾气分液罐
1
Φ1400/Φ1600×3889×14/10
2500
14
270-D201
循环气缓冲罐
1
Φ800×3483×8
750
15
270-D401
放空筒
1
Φ300/Ф800×7250×6/10
1300
16
270-D402
燃料气缓冲罐
1
Φ1000×3285×10
1100
17
270-R101
一级转化器
1
Φ2800×9612×12
63040
18
270-R102
二级转化器
1
19
270-R201
加氢反应器
1
20
270-FK201
烟囱
1
Φ800/Φ1000×80000×10
22500
21
272-C101
酸性水汽提塔
1
Φ1800/Φ2000/Φ2400×32938×(10+3)
51300
22
272-D101
酸性水脱气罐
1
Φ2400×9500(切)×12
14900
23
272-D102
安全水封罐
1
Φ1000×1125(切)×8
1500
24
272-D103
汽提塔顶回流罐
1
Φ2200×5200(切)×10
4300
25
272-D104
凝结水罐
1
Φ1600×4800(切)×14
4400
26
272-D105
污油罐
1
Φ1800×6800(切)×14
5450
27
272-D106
脱臭罐
1
Φ1600×4500(切)×12
8600
28
272-D107
正压水封罐
1
Φ1000×1500(切)×8
1500
29
272-D108
地下酸性水收集罐
1
Φ1400×4000(切)×12
3100
30
272-D109
除油器
1
Φ1200×1800(切)×14
3663
31
272-D110
净化风罐
1
Φ1400×5000(切)×10
3800
32
272-TK101
酸性水储罐
1
Φ17000×15000(切)
112100
33
272-TK101BC
酸性水储罐
2
Φ17000×15850(切)
112100×2
34
272-PK101
凝结水闪蒸罐
1
Φ1300×3000(切)
35
272-PK102ABC
凝结水回收器
3
36
273-C101
酸性水汽提塔
1
Φ1200/Φ2400×53240×(12+3)/(14+3)/(16+3)
105200
37
273-C102
氨精制塔
1
Φ1200/Φ1800×19237×12
22200
38
273-D101
酸性水脱气罐
1
Φ2400×9500(切)×12
14900
39
273-D102
安全水封罐
1
Φ1000×1200(切)×8
1500
40
273-D103
酸性气分液罐
1
Φ2000×4800(切)×12
5050
41
273-D104
一级分液罐
1
Φ2000×5000(切)×12
5500
42
273-D105
二级分液罐
1
Φ2000×5000(切)×10
43
273-D106
三级分液罐
1
Φ1400×3600(切)×8
2000
44
273-D107
凝结水罐
1
Φ2000×5600(切)×12
6800
45
273-D108AB
氨结晶罐
2
Φ2200×8700(切)×10
11500×2
46
273-D109AB
吸附罐
2
Φ1800×4800(切)×10
5350×2
47
273-D110AB
脱硫罐
2
Φ2400×16000(切)×10
17150×2
48
273-D111
氨压机入口分液罐
1
Φ1200×2000(切)×8
1200
49
273-D112
氨油分液罐
1
Φ1200×2000(切)×12
1950
50
273-D113AB
精脱硫罐
2
Φ2000×13000(切)×20
17700×2
51
273-D114AB
液氨罐
2
Φ2800×8600(切)×24
22000×2
52
273-D115
脱臭罐
1
Φ1600×4500(切)×12
8600
53
273-D116
除油器
1
Φ1200×1800(切)×14
3663
54
273-D117
正压水封罐
1
Φ1000×1200(切)×8
1500
55
273-TK101
酸性水储罐
1
Φ17000×15000(切)
112100
56
273-TK101BC
酸性水储罐
2
Φ17000×15850(切)
112100×2
57
270-F101
制硫燃烧炉
1
Φ2400(衬后Ф1600)×8230×14
60800
58
270-F201
尾气焚烧炉
1
Φ2200(衬后Ф1800)×6760×14
25510
59
271-E101AB
闪蒸前贫富液换热器
2
BES1000-2.5-270-6/25-4Ⅰ
10460×2
60
271-E101CD
闪蒸后贫富液换热器
2
BES1200-2.5-395-6/25-4Ⅰ
16170×2
61
271-E102
再生塔顶后冷器
1
BJS800-2.5-145-6/25-6Ⅰ
6720
62
271-E104AB
贫液后冷器
2
M15-MFM
1170×2
63
271-E103AB
再生塔底重沸器
2
Ф1400/Ф2000×9073×16
22350×2
64
270-E101
一级冷凝冷却器
1
Φ1500/Φ2300×9026×16
28200
65
270-E102
二级冷凝冷却器
66
270-E103
三级冷凝冷却器
67
270-E104
过程气换热器
1
Φ800/Φ1300×7686×12
8000
68
270-E105
空气预热器
1
BIU500-2.5-45-3/19-2Ⅰ
1740
69
270-E201
尾气加热器
1
Φ900/Φ1200/Ф1300×6337×12
9000
70
270-E202
蒸汽发生器
1
Φ900/Φ1600×7350×12/14/12
9000
71
270-E203
蒸汽过热器
1
4043×1448×2088
9900
72
270-B101
制硫余热锅炉
1
锅筒Φ1200×5470×14/汽包Φ1200×2780×14
17450
73
270-E204
急冷水冷却器
1
M10-BFM(板式)A=11.8m2
500
74
270-E205
贫液冷却器
1
M15-BFM(板式)A=19.2m2
800
75
270-E301
成型机冷却水冷却器
1
M15-BFM(板式)A=120.9m2
1350
76
272-E101ABC
原料水-净化水换热器
3
BES900-2.5-215-6/25-2I
9260×3
77
272-E102
汽提塔塔底重沸器
1
BJS1200-2.5-395-6/25-4
15380
78
272-E103AB
净化水冷却器
2
BES800-2.5-170-6/25-2I
7470×2
79
273-E101
原料水冷却器
1
BES500-2.5-55-6/25-2I
3010
80
273-E102AB
汽提塔底重沸器
2
BJS1400-2.5-540-6/25-4
21420×2
81
272-E103AB
热进料-侧线一级换热器
2
BJS900-2.5-280-6/19-2
8690×2
82
273-E104
热进料-侧线二级换热器
1
BJS900-2.5-210-6/25-4
8590
83
273-E105
气氨冷却器
1
BJS800-2.5-160-6/25-4
6940
84
273-E106AB
热进料-净化水换热器
2
BES800-2.5-170-6/25-2I
7470×2
85
273-E107AB
热进料-一级凝液换热器
2
BES600-2.5-85-6/25-4I
4390×2
86
273-E108
二级凝液冷却器
1
BES600-2.5-85-6/25-4I
4110
87
273-E109AB
净化水冷却器
2
BES800-2.5-170-6/25-2I
7470×2
88
273-E110AB
氨冷凝器
2
BES800-2.5-160-6/25-4
7410×2
89
271-A101A~D
再生塔顶空冷器
4
90
271-A102A~H
贫液空冷器
8
91
272-A101AB
汽提塔顶空冷器
2
92
272-A102ABCD
净化水空冷器
4
93
273-A101ABCD
净化水空冷器
4
2.编制依据
2.1山东三维石化工程股份有限公司设计的施工图纸
2.2《石油化工设备混凝土基础工程施工及验收规范》SH3510-2000
2.3《石油化工设备安装工程质量检验评定标准》SH3514-2001
2.4《石油化工设备和管道涂料防腐蚀技术规范》SH3022-1999
2.5《压力容器无损检测》JB4730-2005
2.6《压力容器涂敷与运输包装》JB/T4711-2003
2.7《现场设备、工业管道焊接工程施工及验收规范》GB50236-98
2.8《石油化工安全技术规程》SH3505-1999
2.9《钢制压力容器焊接规程》JB/T4709-2000
2.10《石油化工设备和管道隔热技术规范》SH3010-2000
2.11《机械设备安装工程施工及验收通用规范》GB50231-98
2.12《化工设备安装工程质量检验评定标准》HG20236-93
2.13《石油化工换热设备施工及验收规范》SH3532-95
3.主要施工程序
3.1静设备安装施工程序见附图所示。
设备出库检验
施工准备
垫铁加工
设备(如需要)试压
垫铁设置安装
基础验收及处理
设备就位
垫铁隐蔽
设备找正找平
其余设备(如需要)试压
梯子平台安装
设备内件安装
设备清理封闭
防腐绝热
交工验收
3.2静设备施工工序管理一览表
序号
工作内容
责任单位或责任人
工作说明或分解明细
1
熟悉图纸
专业技术负责人
了解设备的结构、质量、材质及技术要求。
2
编制材料预算
专业技术负责人
按我公司施工定额编制辅材预算;
根据我公司施工机具装备情况和本工程对施工机具的需求,编制施工机具和手段用料预算。
3
编制施工方案
专业技术负责人
⑴编制依据:
设备图、施工组织设计、规范标准、施工工法等;
⑵编制内容:
工程概况、施工工艺方法和技术要求、质量标准和安全措施、进度计划、劳动组织、需用施工机具和手段用料、交工技术文件等。
审批:
本装置静设备施工方案由项目部技术主管审定、项目部总工程师批准,同时须报业主和监理单位审批。
4
设备安装所需材料采购供应
供应部
根据预算和库存情况,编制材料采购计划;
同合格的分供方签定采购合同,在合同规定的地点接收、查验所购材料,按施工计划将合格的材料供至现场。
5
基础验收
专业技术负责人
质量检查员
施工班组长
会同监理工程师(或其代表)、建设单位代表依据施工图和施工记录对设备基础外观、外形尺寸、位置尺寸进行检查;
检查合格,共同签署工序交接记录。
6
设备开箱检验
监理单位
设备供应商
业主
施工单位
随机资料检查;设备外观检查、规格尺寸部件数;
检查确认;
办理移交手续。
7
技术交底
专业技术负责人
编制书面技术交底;
由施工队长组织,质检、安全部门有关人员参加,对施工作业班组进行技术交底(包括质量、安全交底)。
8
垫铁加工
钳工班
由专业技术负责人计算每台设备所需的垫铁的规格数量;
施工作业班组切制平垫铁,并将部分平垫铁送至机加工组加工成斜垫铁。
9
基础处理
钳工班
基础顶面凿至合适标高;
铲出垫铁放置平面(基础预留螺栓孔时则不需);
铲麻面。
10
设备吊装及垫铁放置
起重班、钳工班
设备吊装就位;
设备就位的同时将垫铁放置于事先铲好的基础垫铁面上(基础预留螺栓孔时则放于预留孔外侧)。
11
设备找正和找平
钳工班
按规范规定的允许偏差值对设备进行调整(基础预留螺栓孔时须先进行初步找正和找平,螺栓孔灌浆后再最终找正和找平)。
12
共检
专业技术负责人
质量检查员
施工班组长
会同监理工程师(或其代表)对设备安装偏差和垫铁安装情况进行检查;
共同签署设备安装记录和垫铁隐蔽工程记录。
13
附属梯子平台安装
铆工班
按钢结构施工程序、要求进行设备附属梯子平台的安装。
14
二次灌浆
混凝土班
设备安装检查合格后,安装施工单位向建筑施工单位办理二次灌浆委托手续;
建筑施工单位进行设备的二次灌浆工作。
15
换热设备等试压
钳工班
所有换热设备需要进行现场试压,根据设备结构型式的不同,选用不同的试压方法;
设置试压临时措施,进行压力试验;
试验共检,检查合格,共同签署试压记录。
16
内件安装(若有内件)
钳工班
根据建设单位提供的资料或设备供货合同确定需要进行内件现场组装的设备;
根据设备图和内件厂家制造图进行设备内件的安装,并向监理单位及业主三方确认安装质量。
17
设备内部清理检查和封闭
钳工班
清除设备内部尘土、杂物、铁锈等;
同监理单位及业主对设备内部进行检查,检查合格后封闭人孔;
共同签署隐蔽工程记录。
18
防腐绝热
防腐班、绝热班
设备表面除锈,涂刷底漆;
涂刷面漆或进行绝热层施工。
19
交工验收
业主、监理单位、施工单位
对工程进行全面的检查和确认。
签署交工验收证书。
20
开车保运
钳工班
配合车间人员检查设备运行状况,对发生的问题如损坏、泄漏等进行紧急处理。
21
整理交工技术文件
专业技术负责人
整理施工过程记录及检验、试验报告。
整理竣工图。
4.施工准备
4.1所有施工人员熟悉设备安装技术资料,包括设备制造装配图及零部件图、设备安装说明性文件、专用工具使用说明书、工艺安装图、设备装箱单及合格证等。
4.2对设备安装所需手段用料、辅助材料、施工机具、车辆等进行预先准备。
4.3每一步工序施工前都要组织有关管理人员(技术、质量、安全)对所有施工作业人员进行技术交底。
使作业人员对工程的情况、施工的程序和要求有全面深入的了解,同时也了解本装置设备安装的质量、安全方面的要求。
5.基础验收及处理
5.1基础验收的条件
基础验收时会同土建施工单位和安装各专业技术负责人及施工班组联合进行。
基础验收应具备的条件如下:
⑴土建专业已提交基础实测记录及质量证明文件;
⑵基础混凝土强度达到设计强度的75%以上;
⑶基础表面和地脚螺栓预留孔中的油污、泥土、积水等均清除干净;
⑷基础上明显标出标高基准线和纵横中心线;
⑸必要的检测器具按要求准备齐全。
5.2基础验收标准
⑴基础表面清理干净,无裂纹、蜂窝、空洞、露筋等缺陷,预埋地脚螺栓保护完好,预留孔洞内无杂物积水;
⑵按土建基础图及设备技术文件,对基础的尺寸及位置进行检查,其允许偏差见下表所示。
基础尺寸允许偏差一览表
序号
项目名称
允许偏差(mm)
1
基础坐标位置(纵、横轴线)
±20
2
标高
+0
-20
3
基础上平面外形尺寸
±20
4
预埋地脚螺栓
顶端标高
+20
-0
中心距
±2
5
基础上的平面水平度
每米
5
全长
10
6
预埋地脚螺栓孔的
中心位置
±10
深度
0
-20
垂直度(全深)
10
5.3基础处理
⑴设备安装前需灌浆的基础表面凿成麻面,麻面深度不少于10mm,密度为每平方分米内3~5个点,与螺柱连接的表面处理平整洁净;
⑵垫铁放置处周边50mm范围内基础表面需铲凿平整,保证垫铁与基础接触良好,铲平部位的水平度允许偏差为2mm/m;
⑶预留地脚螺栓孔内的杂物或水浆清除干净;
⑷设备安装前被油污的混凝土层铲除。
6.设备开箱检验
6.1设备到货后,由物资供应部组织,会同有关部门对设备进行开箱检验。
6.2设备检验时依据装箱单核对箱号、箱数,对设备及零部件的名称、型号、规格、数量及外观质量进行检查,并根据设备装配图核对设备的主要几何尺寸、接口规格、管口方位,检查随机资料和专用工具是否齐全。
发现设备、零部件有损坏或质量缺陷,或者有缺件情况,必须做好记录,汇报业主及监理单位。
6.3对清点检查后的设备、零部件分类挂牌标识,放置于洁净、通风处,小型部件要放置于木质货架之上,妥善保管,以防丢失。
7.设备安装
7.1垫铁制作
设备垫铁采用Q235A钢板切割制作,垫铁采用氧乙炔焰切割,切割后用砂轮机将毛边或飞溅物打磨干净,斜垫铁采用机械加工。
垫铁的规格尺寸根据下表选用,并按规范进行校核。
项次
平垫铁
斜垫铁
L(mm)
b(mm)
L(mm)
b(mm)
c(mm)
a(mm)
1
100
50
110
45
≥3
4
2
100
60
110
50
≥3
4
3
120
50
130
45
≥3
6
4
120
65
130
55
≥3
6
5
140
65
150
55
≥4
8
6
160
65
170
55
≥4
8
7
180
65
200
55
≥4
8
8
180
75
200
65
≥5
10
9
200
75
220
65
≥5
10
10
250
75
270
65
≥6
12
11
300
100
320
80
≥6
12
12
340
100
360
80
≥6
14
13
400
100
420
80
≥8
14
7.2设备吊装就位
7.2.1质量较重或安装位置高的设备采用大型吊车吊装就位。
7.2.2设备吊装前,钳工事先布置好垫铁,在设备上标注好管口方位。
就位过程中,钳工和起重工密切配合,安全稳妥、正确无误地完成每台设备的吊装工作。
7.2.3吊装时,设备的接管或附属结构不得由于绳索的压力或拉力而受到损伤
7.2.4垫铁设置要求
⑴垫铁放置时检查表面平整状况,其表面必须无油污。
每个地脚螺栓旁至少放置一组垫铁,垫铁组尽量靠近地脚螺栓,相邻两组垫铁间距不大于500mm,有加强筋的设备底座垫铁垫在加强筋下面。
⑵尽量减少每组垫铁的块数,一般不超过4块,并且不宜用薄平垫铁,最厚的放置于垫铁组下面,最薄的放在垫铁组中间。
垫铁组高度:
中小型设备一般为30~60mm,大型设备一般为50~100mm。
⑶斜垫铁必须成对相向使用,搭接长度不小于全长的3/4,偏斜角度不超过3°。
斜垫铁下垫设平垫铁。
⑷设备调整完后,平垫铁应露出设备支座底板外缘10~20mm,斜垫铁至少比平垫铁长出10mm,垫铁组伸入设备底座面的长度应超过地脚螺栓,见右图所示。
⑸设备、垫铁安装调整完毕,用0.25kg手锤对垫铁组逐组敲击听声检查,应坚实无松动。
经共检合格后,每组垫铁的各块垫铁间相互焊牢。
⑹安装在金属结构上的设备找平后,其垫铁均与金属结构焊牢。
⑺在工作温度下产生膨胀或收缩的卧式设备,其滑动侧地脚螺栓先拧紧,在设备安装和管线连接完成后,再松动螺母留下0.5~1mm的间隙,然后将锁紧螺母再次紧固,并保持这一间隙。
滑动支座的滑动面必须进行清理,并涂上润滑剂。
7.3设备的找平、找正
7.3.1找平、找正的基准
⑴设备支承底面标高以基础上标高基准线为基准;
⑵设备中心位置以基础中心划线为基准;
⑶立式设备垂直度以设备上下两端的测点为基准;
⑷卧式设备水平度以设备两侧中心划线为基准。
7.3.2找平、找正要求
⑴找平、找正在同一平面内互成直角的两个或两个以上的方向进行;
⑵设备的找平、找正应根据要求用垫铁进行调整,不得用紧固或放松地脚螺栓及局部加压等方法进行调整;
⑶设备安装允许偏差见下表所示。
设备安装允许偏差
项目
允许偏差(mm)
一般设备
与机械设备衔接的设备
立式
卧式
立式
卧


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 硫磺 回收 设备 安装 施工 技术 方案
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 #2机组现场施工用电布置措施.docx
#2机组现场施工用电布置措施.docx
-
《个人贵金属质押借款合同》兴业银行.docx
-
《科学发展观和小康社会的经济建设》复习导学案.docx
-
《我和祖父的园子》第一课时教案两篇word.docx
-
《质量》教学案例与设计.docx
-
2惠农小册子.docx
-
7A版个人与团队模拟考试题及答案.docx
-
10篇新部编四年级下册语文课内外阅读理解专项练习题及答案.docx
-
16初四物理热和能知识点总结精讲.docx
-
20XX社会语言经典语录流行风暴.docx
-
48篇教学案例分析报告题.docx
-
《电子工厂安全管理制度汇总》.docx
-
《机械制造课程设计》指导.docx
-
《钱学森》教案第二课时.docx
-
《边城》读后感5篇.docx
-
《固定式压力容器安全技术监察规程》.docx
-
《论雷峰塔的倒掉》.docx
-
《手术台就是阵地》教学设计三年级语文下册.docx
-
《夏洛的网》课外阅读教学设计.docx
-
《自己的花是让别人看的》教案.docx
-
3C检查表090429.docx
-
7客运专线CRTSⅡ型板式无砟轨道施工工法.docx
-
《笔算除法》课时教案设计.docx
-
11#楼高大模板支撑体系专项方案.docx
-
17科学分析经济形势.docx
-
《电流和电路》易错题精讲综合检测题与答案.docx
-
《会计信息系统》习题含答案.docx
-
《汽车电器设备与维修》发电机分教考分离试题及标准答案.docx
-
《四川省排污许可证管理暂行办法》.docx
-
《新编实用英语》教案第一册Unit.docx
-
0母版锅炉值班员计算题WORD版.docx
-
3年级下册英语单词记忆人教版.docx
-
人人车分享创下世界纪录的汽车.docx
-
一位电影宣发工作者吐血总结的条宣传发行经验.docx
 临床精神病学课件中山大学5躯体疾病所致精神障碍.ppt
临床精神病学课件中山大学5躯体疾病所致精神障碍.ppt
-
报告总结酒店餐饮实习报告 精品.docx
-
六年级数学上册百分数的认识综合练习题216.docx
-
经典童谣100首拼音.docx
-
猪场租赁合同猪场租赁合同范本.docx
-
三国演义的读后感八篇.docx
-
高考复习高考数学总复习突破 专题11 附加题部分 Word版含答案.docx
-
马术俱乐部马场项目可行性报告整理.docx
-
房地产行业人才白皮书地产核心人才画像.pptx
-
学年人教版数学六年级上学期62常见的百分率和求一个数的百分之几是多少I卷.docx
-
六年级语文上册全册教案.docx
-
精编XX国际大酒店APP及微信公众平台建设项目可行性方案.docx
-
梅毒诊断标准及处理原则GB.docx
-
施工现场安全生产管理制度及操作规程样本.docx
-
员工访谈表.docx
-
广西中考英语模拟试题与答案后附听力材料.docx
-
轧钢单元安全隐患排查表(轧钢单元).doc
