 自动生产线输送站的编程.docx
自动生产线输送站的编程.docx
- 文档编号:30610597
- 上传时间:2023-08-18
- 格式:DOCX
- 页数:17
- 大小:1.01MB
自动生产线输送站的编程.docx
《自动生产线输送站的编程.docx》由会员分享,可在线阅读,更多相关《自动生产线输送站的编程.docx(17页珍藏版)》请在冰豆网上搜索。
自动生产线输送站的编程
输送单元运行控制编程与调试
一、输送单元认知
1、输送单元的基本功能:
该单元通过到指定单元的物料台精确定位,并在该物料台上抓取工件,把抓取到的工件输送到指定地点然后放下的功能。
2、输送单元的主要组成:
主要包括机械手,直线输单元,比例传送机构,多功能安装支架,同部轮,同部带,带保护接线端子单元等组成。
二、伺服电机与驱动器
1、简介
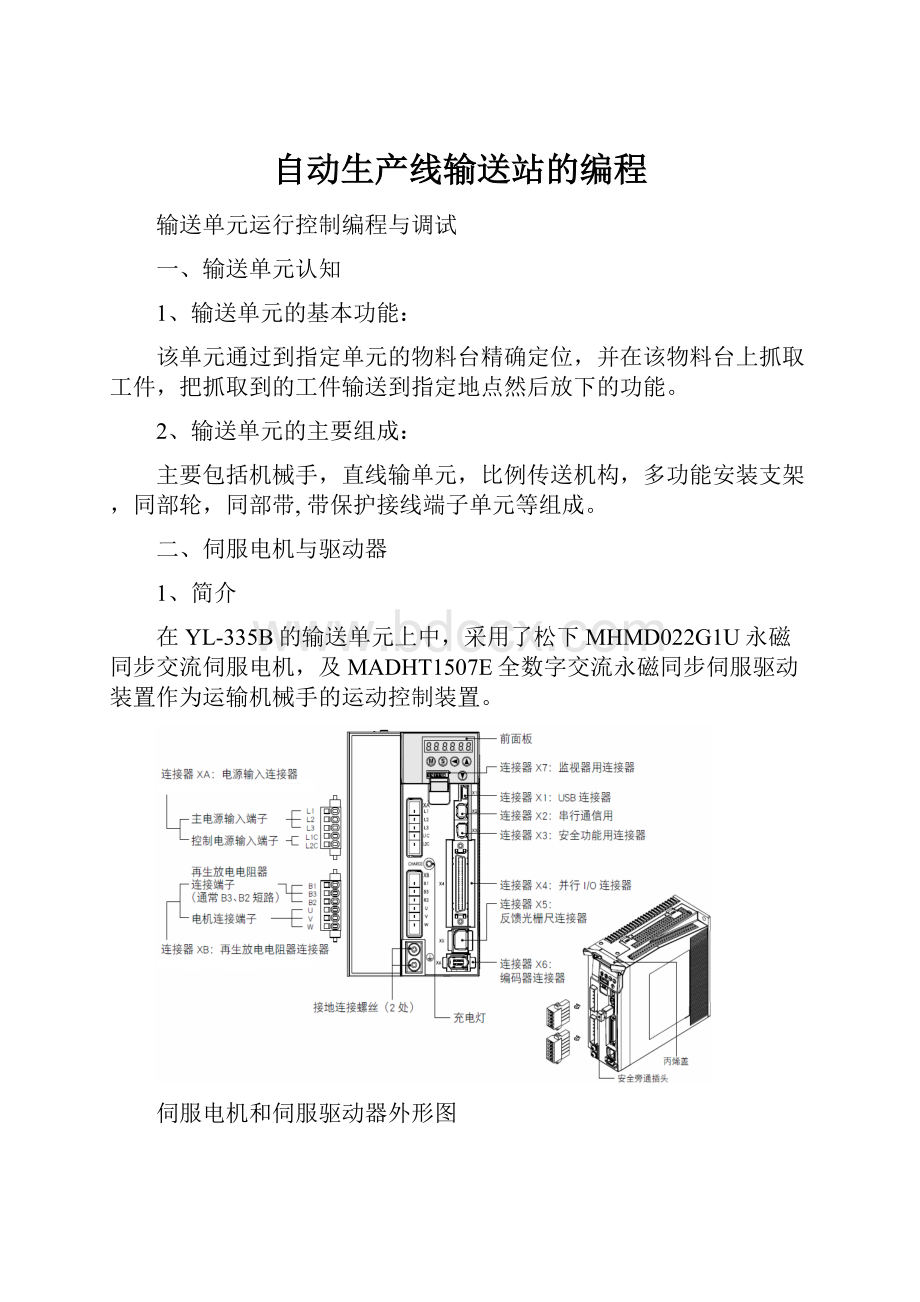
在YL-335B的输送单元上中,采用了松下MHMD022G1U永磁同步交流伺服电机,及MADHT1507E全数字交流永磁同步伺服驱动装置作为运输机械手的运动控制装置。
伺服电机和伺服驱动器外形图
MHMD022G1U的含义:
MHMD表示电机类型为大惯量,02表示电机的额定功率为200W,2表示电压规格为200V,G表示编码器为增量式编码器,脉冲数为20位,分辨率1048576,输出信号线数为5根线。
MADHT1507E的含义:
MADH表示松下A5系列A型驱动器,T1表示最大额定电流为10A,5表示电源电压规格为单相/三相200V,07表示电流监测器额定电流为7.5A。
松下的伺服驱动器有七种控制运行方式,即位置控制、速度控制、转矩控制、位置/速度控制、位置/转矩、速度/转矩、全闭环控制。
位置方式就是输入脉冲串来使电机定位运行,电机转速与脉冲串频率相关,电机转动的角度与脉冲个数相关;速度方式有两种,一是通过输入直流-10V至—+10V指令电压调速,二是选用驱动器内设置的内部速度来调速;转矩方式是通过输入直流-10V至—+10V指令电压调节电机的输出转矩,这种方式下运行必须要进行速度限制,有如下两种方法:
1)设置驱动器内的参数来限制,2)输入模拟量电压限速。
直线运动组件的同步齿轮距是5mm,共12个齿,计算可得伺服电机旋转一周,输送站水平移动60mm。
2、接线
MADHT1507E伺服驱动器面板上有多个接线端口,其中:
XA:
电源输入接口,AC220V电源连接到L1、L3主电源端子,同时连接到控制电源端子L1C、L2C上。
XB:
电机接口和外置再生放电电阻器接口。
U、V、W端子用于连接电机。
必须注意,电源电压务必按照驱动器铭牌上的指示,电机接线端子(U、V、W)不可以接地或短路,交流伺服电机的旋转方向不像感应电动机可以通过交换三相相序来改变,必须保证驱动器上的U、V、W、E接线端子与电机主回路接线端子按规定的次序一一对应,否则可能造成驱动器的损坏。
电机的接线端子和驱动器的接地端子以及滤波器的接地端子必须保证可靠的连接到同一个接地点上。
机身也必须接地。
B1、B3、B2端子是外接放电电阻,YL-335B没有使用外接放电电阻。
X6:
连接到电机编码器信号接口,连接电缆应选用带有屏蔽层的双绞电缆,屏蔽层应接到电机侧的接地端子上,并且应确保将编码器电缆屏蔽层连接到插头的外壳(FG)上。
X4:
I/O控制信号端口,其部分引脚信号定义与选择的控制模式有关,不同模式下的接线请参考《松下A5系列伺服电机手册》。
YL-335B输送单元中,伺服电机用于定位控制,选用位置控制模式。
所采用的是简化接线方式,如图:
伺服驱动器电气接线图
3、参数设置
MADHT1507E伺服驱动器的参数共有218个,Pr000-Pr639,可以在驱动器上的面板上进行设置,各个按钮的说明如表:
驱动器参数设置面板
伺服驱动器面板按钮的说明
按键说明
激活条件
功能
在模式显示时有效
在以下5种模式之间切换:
1)监视器模式;
2)参数设定模式;
3)EEPROM写入模式;
4)辅助功能模式。
一直有效
用来在模式显示和执行显示之间切换
仅对小数点闪烁的哪一位数据位有效
改变个模式里的显示内容、更改参数、选择参数或执行选中的操作
把移动的小数点移动到更高位数
面板操作说明:
1.参数设置,先按“Set”键,再按“Mode”键选择到“Pr00”后,按向上、下或向左的方向键选择通用参数的项目,按“Set”键进入。
然后按向上、下或向左的方向键调整参数,调整完后,长按“S”键返回。
选择其它项再调整。
2.参数保存,按“M”键选择到“EE-SET”后按“Set”键确认,出现“EEP-”,然后按向上键3秒钟,出现“FINISH”或“reset”,然后重新上电即保存。
伺服参数设置表格
在YL-335B上,伺服驱动装置工作于位置控制模式,S7-226的Q0.0输出脉冲作为伺服驱动器的位置指令,脉冲的数量决定伺服电机的旋转位移,即机械手的直线位移,脉冲的频率决定了伺服电机的旋转速度,即机械手的运动速度,S7-226的Q0.1输出脉冲作为伺服驱动器的方向指令。
对于控制要求较为简单,伺服驱动器可采用自动增益调整模式。
根据上述要求,伺服驱动器参数设置如上表。
三、任务1-PLC位置控制
1、S7-200PLC的脉冲输出功能及位控编程
S7-200有两个内置PTO/PWM发生器,用以建立高速脉冲串(PTO)或脉宽调节(PWM)信号波形。
一个发生器指定给数字输出点Q0.0,另一个发生器指定给数字输出点Q0.1。
当组态一个输出为PTO操作时,生成一个50%占空比脉冲串用于步进电机或伺服电机的速度和位置的开环控制。
内置PTO功能提供了脉冲串输出,脉冲周期和数量可由用户控制。
但应用程序必须通过PLC内置I/O提供方向和限位控制。
为了简化用户应用程序中位控功能的使用,STEP7--Micro/WIN提供的位控向导可以帮助用户在很短的时间内全部完成PWM、PTO或位控模块的组态。
向导可以生成位置指令,用户可以用这些指令在其应用程序中为速度和位置提供动态控制。
⑴移动包络
一个包络是一个预先定义的移动描述,它包括一个或多个速度,影响着从起点到终点的移动。
一个包络由多段组成,每段包含一个达到目标速度的加速/减速过程和以目标速度匀速运行的一串固定数量的脉冲。
位控向导提供移动包络定义界面,应用程序所需的每一个移动包络均可在这里定义。
PTO支持最大100个包络。
定义一个包络,包括如下几点:
①选择操作模式;②为包络的各步定义指标。
③
为包络定义一个符号名。
选择包络的操作模式:
PTO支持相对位置和单一速度的连续转动两种模式,如下图所示,相对位置模式指的是运动的终点位置是从起点侧开始计算的脉冲数量。
单速连续转动则不需要提供终点位置,PTO一直持续输出脉冲,直至有其他命令发出,如到达原点停发脉冲。
一个包络的操作式
一个步是工件运动的一个固定距离,包括加速和减速时间内的距离。
PTO每一包络最大允许29个步。
每一步包括目标速度和结束位置或脉冲数目等几个指标。
右图所示为一步、两步、三步和四步包络。
注意一步包络只有一个常速段,两步包络有两个常速段,依次类推。
步的数目与包络中常速段的数目一致。
包络的步数示意图
2、使用位控向导编程步骤
下面通过一个任务例子来阐述使用位控向导编程的方法和步骤。
任务控制要求:
按钮SB1(I2.4)控制电机启动,开关SP1(I2.7)控制电机的方向,PLC的Q0.0发送PTO波作为伺服驱动器的位置指令,Q0.1作为伺服驱动器的方向指令,控制伺服电机以2转/秒(12000脉冲/秒)的速度向前运行500mm(50000个脉冲)。
使用位控向导编程的步骤如下:
(1)、为S7--200PLC选择选项组态内置PTO操作。
在STEP7V4.0软件命令菜单中选择工具→位置控制向导,即开始引导位置控制配置。
在向导弹出的第1个界面,选择配置S7-200PLC内置PTO/PWM操作。
在第2个界面中选择“QO.0”作脉冲输出。
接下来的第3个界面如图7-27所示,请选择“线性脉冲输出(PTO),“下一步”就开始了组态内置PTO操作。
界面1界面2
界面3
组态内置PTO操作选择界面
(2)、接下来的两个界面,要求设定电机速度参数
MAX_SPEED和电机启动/停止速度SS_SPEED,以及加速时间ACCEL_TIME和减速时间
DECEL_TIME。
请在对应的编辑框中输入这些数值。
例如,输入最高电机速度“90000”,把电机启动/停止速度设定为“600”,加速时间ACCEL_TIME和减速时间DECEL_TIME分别为1000(ms)和200(ms)。
完成给位控向导提供基本信息的工作。
单击“下一步”,开始配置运动包络界面。
电机速度设置界面
(3)、配置运动包络的界面。
该界面要求设定操作模式、1个步的目标速度、结束位置等步的指标,以及定义这一包络的符号名。
(从第0个包络第0步开始)
配置运动包络界面
在操作模式选项中选择相对位置控制,填写包络“0”中数据目标速度“12000”,结束位置“50000”,点击“绘制包络”。
包络的符号名按默认定义(Profile0_0)。
这样,本例任务的包络设置就完成了。
这个包络只有1步,如果某个包络包括多步,我们只要点击“新步”设置新的目标速度和结束位置即可。
如果需要建多个包络,现在可以设置下一个包络,点击“新包络”继续设置即可。
设置结束,点击“确定”,在新界面如图可以点击“建议地址”,点击“下一步”,在新界面“完成”即可。
结束向导配置界面
3、使用位控向导编程生成的子程序
运动包络组态完成后,向导会为所选的配置生成四个子程序,分别是:
PTOx_CTRL子程序(控制)、PTOx_RUN子程序(运行包络),PTOx_LDPOS和PTOx_MAN子程序(手动模式)。
一个由向导产生的子程序就可以在程序中调用如图所示。
位控向导生成的三个子程
(1)、PTOx_CTRL子程序
(控制)启用和初始化PTO输出。
请在用户程序中只使用一次,并且请确定在每次扫描时得到执行。
即始终使用SM0.0作为EN的输入,如图所示。
立即停止信号
减速停止信号
运行PTOx_CTRL子程序
①输入参数:
■I_STOP(立即停止)输入(BOOL型):
当此输入为低时,PTO功能会正常工作。
当此输入变为高时,PTO立即终止脉冲的发出。
■D_STOP(减速停止)输入(BOOL型):
当此输入为低时,PTO功能会正常工作。
当此输入变为高时,PTO会产生将电机减速至停止的脉冲串。
②输出参数
■Done(“完成”)输出(BOOL型):
当“完成”位被设置为高时,它表明上一个指令也已执行。
■Error(错误)参数(BYTE型):
包含本子程序的结果。
当“完成”位为高时,错误字节会报告无错误或有错误代码的正常完成。
■C_Pos(DWORD型):
如果PTO向导的HSC计数器功能已启用,此参数包含以脉冲数表示的模块当前位置。
否则,当前位置将一直为0。
(2)、PTOx_RUN子程序(运行包络):
命令PLC执行存储于配置/包络表的指定包络运动操作。
运行这一子程序的梯形图如图所示。
启动信号
运行PTOx_RUN子程序
①输入参数:
■EN位:
子程序的使能位。
在“完成”(Done)位发出子程序执行已经完成的信号前,应使EN位保持开启。
■START参数(BOOL型):
包络的执行的启动信号。
对于在START参数已开启,且PTO当前不活动时的每次扫描,此子程序会激活PTO。
为了确保仅发送一个命令,一般用上升沿以脉冲方式开启START参数。
■Abort(终止)命令(BOOL型):
命令为ON时位控模块停止当前包络,并减速
至电机停止。
■Profile(包络)(BYTE型):
输入为此运动包络指定的编号或符号名。
②输出参数
■Done(完成)(BOOL型):
本子程序执行完成时。
输出ON。
■Error(错误)(BYTE型):
输出本子程序执行结果的错误信息。
无错误时输出0。
■C_Profile(BYTE型):
输出位控模块当前执行的包络。
■C_Step(BYTE型):
输出目前正在执行的包络步骤。
■C_Pos(DINT型):
如果PTO向导的HSC计数器功能已启用,则此参数包含以脉冲数作为模块的当前位置。
否则,当前位置将一直为0。
3、PTOx_MAN子程序(手动模式):
将PTO输出置于手动模式。
执行这一子程序允许电机启动、停止和按不同的速度运行。
但当PTOx_MAN子程序已启用时,除PTOX-CTRL外任何其他PTO子程序都无法执行。
运行这一子程序的梯形图如图所示。
运行/停止信号
运行PTOx_MAN子程序
■RUN(运行/停止)参数:
命令PTO加速至指定速度(Speed(速度)参数)。
从而允许在电机运行中更改Speed参数的数值。
停用RUN参数命令PTO减速至电机停止。
当RUN已启用时,Speed参数确定着速度。
速度是一个用每秒脉冲数计算的DINT(双整数)值。
可以在电机运行中更改此参数。
■Error(错误)参数:
输出本子程序的执行结果的错误信息,无错误时输出0。
■C_Pos(DINT型):
如果PTO向导的HSC计数器功能已启用,C_Pos参数包含用脉冲数目表示的模块;否则此数值始终为零。
4、PLC位置控制任务梯形图程序设计
四、任务2-输送单元运行控制
1、输送单元运行控制工作过程如下:
系统上电后,按复位按钮(I2.5),系统执行回原点操作;当到达原点位置后,按运行按钮(I2.4),输送站开始按设定好的脉冲量运行到加工站;加工站到位后等待5S钟,再运行到装配站;装配站到位后等待5S钟,再运行到分拣站;分拣站到位后等待5S钟,再回零,回零分2步,输送站先高速回零,再低速回零找原点。
2、位控向导设置
按照下表设置包络。
包络表的位置数据
站点
位移脉冲量
目标速度
移动方向
供料站→加工站
427mm
42700
12000
0
加工站→装配站
286mm
12000
0
装配站→分解站
235mm
12000
0
分拣站→高速回零前
900mm
20000
1
低速回零
单速返回
9000
1
2、PLC程序:


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 自动生产线 输送 编程
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 #2机组现场施工用电布置措施.docx
#2机组现场施工用电布置措施.docx
-
《个人贵金属质押借款合同》兴业银行.docx
-
《科学发展观和小康社会的经济建设》复习导学案.docx
-
《我和祖父的园子》第一课时教案两篇word.docx
-
《质量》教学案例与设计.docx
-
2惠农小册子.docx
-
7A版个人与团队模拟考试题及答案.docx
-
10篇新部编四年级下册语文课内外阅读理解专项练习题及答案.docx
-
16初四物理热和能知识点总结精讲.docx
-
20XX社会语言经典语录流行风暴.docx
-
48篇教学案例分析报告题.docx
-
《电子工厂安全管理制度汇总》.docx
-
《机械制造课程设计》指导.docx
-
《钱学森》教案第二课时.docx
-
《边城》读后感5篇.docx
-
《固定式压力容器安全技术监察规程》.docx
-
《论雷峰塔的倒掉》.docx
-
《手术台就是阵地》教学设计三年级语文下册.docx
-
《夏洛的网》课外阅读教学设计.docx
-
《自己的花是让别人看的》教案.docx
-
3C检查表090429.docx
-
7客运专线CRTSⅡ型板式无砟轨道施工工法.docx
-
《笔算除法》课时教案设计.docx
-
11#楼高大模板支撑体系专项方案.docx
-
17科学分析经济形势.docx
-
《电流和电路》易错题精讲综合检测题与答案.docx
-
《会计信息系统》习题含答案.docx
-
《汽车电器设备与维修》发电机分教考分离试题及标准答案.docx
-
《四川省排污许可证管理暂行办法》.docx
-
《新编实用英语》教案第一册Unit.docx
-
0母版锅炉值班员计算题WORD版.docx
-
3年级下册英语单词记忆人教版.docx
 第二节-生命活动的主要承担者蛋白质1011-生物必修一.ppt
第二节-生命活动的主要承担者蛋白质1011-生物必修一.ppt
-
第二节常见的酸和碱(2)-课件沪教版.ppt
-
第十七章第二节欧姆定律第二课时.ppt
-
第二课图像与眼睛.ppt
-
第五章第一节基因突变和基因重组.ppt
-
第二课时影响化学平衡的条件上课课件人教版选修.ppt
-
第五课时化学平衡图像.pptx
-
第三讲预防网络侵害与信息安全.ppt
-
第二讲原核生物.ppt
-
第五次作文训练.ppt
-
第五单元学前有效教育.pptx
-
第六届物理特级教师研讨会交流(宿迁钟吾初中徐洪海)物理教学活动中表达能力的培养.ppt
-
第四节-物体运动的速度ppt.ppt
-
第五章人体生命活动的调节复习课件.ppt
-
第九章简谐振动.ppt
-
第三节腕、手部筋伤.ppt
-
第十四章内能的利用期中复习课件.ppt
-
第九章+栓剂.ppt
-
第四章4.2信息的管理(数据库系统).ppt
