 压盖的工艺设计与数控加工工艺卡片.docx
压盖的工艺设计与数控加工工艺卡片.docx
- 文档编号:30576551
- 上传时间:2023-08-16
- 格式:DOCX
- 页数:18
- 大小:75.48KB
压盖的工艺设计与数控加工工艺卡片.docx
《压盖的工艺设计与数控加工工艺卡片.docx》由会员分享,可在线阅读,更多相关《压盖的工艺设计与数控加工工艺卡片.docx(18页珍藏版)》请在冰豆网上搜索。
压盖的工艺设计与数控加工工艺卡片
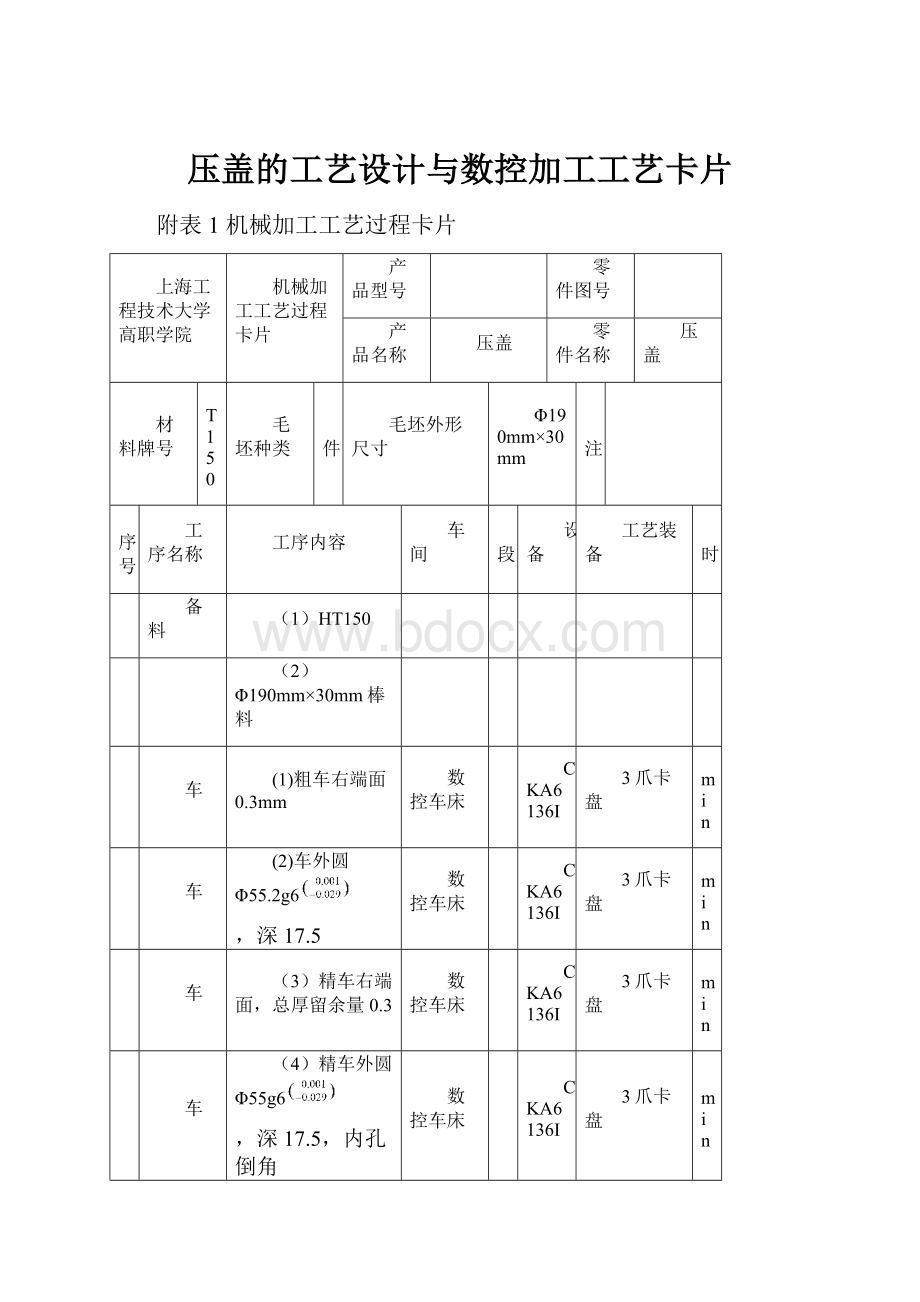
附表1机械加工工艺过程卡片
上海工程技术大学高职学院
机械加工工艺过程卡片
产品型号
零件图号
产品名称
压盖
零件名称
压盖
材料牌号
HT150
毛坯种类
铸件
毛坯外形尺寸
Φ190mm×30mm
备注
工序号
工序名称
工序内容
车间
工段
设备
工艺装备
工时
1
备料
(1)HT150
(2)Φ190mm×30mm棒料
2
车
(1)粗车右端面0.3mm
数控车床
CKA6136I
3爪卡盘
5min
车
(2)车外圆Φ55.2g6
,深17.5
数控车床
CKA6136I
3爪卡盘
5min
车
(3)精车右端面,总厚留余量0.3
数控车床
CKA6136I
3爪卡盘
3min
车
(4)精车外圆Φ55g6
,深17.5,内孔倒角
数控车床
CKA6136I
3爪卡盘
3min
镗
(5)镗Φ40H7
孔至尺寸要求
数控车床
CKA6136I
3爪卡盘
2min
3
车
(1)调头,粗车左端面0.3mm,车外圆Φ181.2mm
数控车床
CKA6136I
3爪卡盘
2min
车
(2)精车左端面至尺寸厚度,车外圆Φ180mm,内孔倒角
数控车床
CKA6136I
3爪卡盘
2min
4
钻铣
(1)钻Φ10.25孔、铣Φ11孔
加工中心
xk714
专用夹具
2min
钻铣
(2)钻Φ5通孔、铣Φ7孔
加工中心
xk714
专用夹具
3min
编制
审核
共13页
第1页
附表2机械加工工艺过程卡片
上海工程技术大学高职学院
机械加工工艺过程卡片
产品型号
零件图号
产品名称
压盖
零件名称
压盖
材料牌号
HT150
毛坯种类
铸件
毛坯外形尺寸
Φ190mm×30mm
备注
工序号
工序名称
工序内容
车间
工段
设备
工艺装备
工时
5
去毛刺
6
尺寸检验
7
检查入库
编制
审核
共13页
第2页
附表3数控加工工序卡
上海工程技术大学高职学院
数控加工工序卡片
产品型号
零件图号
产品名称
压盖
零件名称
压盖
材料牌号
HT150
毛坯种类
铸件
毛坯外形尺寸
Φ190mm×30mm
备注
工序号
工序名称
设备名称
设备型号
程序编号
夹具代号
夹具名称
冷却液
车间
2
车
数控车床
CKA6136I
0001
乳化液
数控车床
工
步
号
工步内容
刀
具
号
刀具
量具及检具
主轴转速
(r/min)
切削速度
(m/min)
进给速度
(mm/min)
背吃刀量
(mm)
备注
粗车右端面0.3mm,车外圆Φ55.2g6
mm,深17.5mm
01
93°外圆车刀
游标卡尺
600
100
80
5
2
钻
40H7
的中心孔
02
5中心钻
游标卡尺
400
80
30
5
3
钻
40H7
底孔至
35
03
35钻头
游标卡尺
600
80
60
8
4
粗镗
40H7
孔至
38
04
38镗刀
游标卡尺
600
800
80
1.2
5
半精镗
40H7
孔至
39.6
05
39.6镗刀
游标卡尺
700
100
100
0.8
6
精镗
40H7
孔至尺寸要求,并倒角
06
40镗刀
游标卡尺
800
100
120
0.2
编制
审核
批准
共13页
第3页
附表4数控加工工序卡
上海工程技术大学高职学院
数控加工工序卡片
产品型号
零件图号
产品名称
压盖
零件名称
压盖
材料牌号
HT150
毛坯种类
铸件
毛坯外形尺寸
Φ190mm×30mm
备注
工序号
工序名称
设备名称
设备型号
程序编号
夹具代号
夹具名称
冷却液
车间
3
数控车床
CKA6136I
O0002
乳化液
数控加工
工
步
号
工步内容
刀
具
号
刀具
量具及检具
主轴转速
(r/min)
切削速度
(m/min)
进给速度
(mm/min)
背吃刀量
(mm)
备注
1
车端面,保证厚度22mm
01
93°外圆车刀
游标卡尺
400
100
120
4
2
车外圆Φ180mm并倒圆
01
93°外圆车刀
游标卡尺
400
100
120
5
编制
审核
批准
共13页
第4页
附表5数控加工工序卡
上海工程技术大学高职学院
数控加工工序卡片
产品型号
零件图号
产品名称
压盖
零件名称
压盖
材料牌号
HT150
毛坯种类
铸件
毛坯外形尺寸
Φ190mm×30mm
备注
工序号
工序名称
设备名称
设备型号
程序编号
夹具代号
夹具名称
冷却液
车间
4
铣床加工中心
XH714
0003
专用夹具
乳化液
数控加工
工
步
号
工步内容
刀
具
号
刀具
量具及检具
主轴转速
(r/min)
切削速度
(m/min)
进给速度
(mm/min)
背吃刀量
(mm)
备注
1
钻Φ7底孔,深10mm
07
Φ7钻头
游标卡尺
400
80
30
0.5
2
钻Φ11底孔,深6mm
08
Φ11钻头
游标卡尺
400
80
30
0.5
编制
审核
批准
共11页
第5页
附表6数控加工刀具卡片
上海工程技术大学高职学院
数控加工工序卡片
产品型号
零件图号
产品名称
压盖
零件名称
压盖
材料牌号
HT150
毛坯种类
铸件
毛坯外形尺寸
Φ190mm×30mm
备注
工序号
工序名称
设备名称
设备型号
程序编号
夹具代号
夹具名称
冷却液
车间
乳化液
数控加工
工步号
刀具号
刀具名称
刀具型号
刀片
刀尖半径
(mm)
刀柄型号
刀具
补偿量(mm)
备注
型号
牌号
直径/mm
刀长mm)
2
T01
93°外圆车刀
JT40-Z6-45
DCMG120408UA
P10
0.8
BT40-M1-35
300
0.8
2
T02
5中心钻
JT40-Z6-45
DCMG120408UA
P10
0.8
BT40-Z6-45
5
345
0.8
2
T03
35钻孔刀
JT40-M2-50
DCMG120408UA
P10
0.8
BT40-M1-35
35
300
0.8
2
T04
38镗刀
BT40-TQC50-180
DCMG120408UA
P10
0.8
BT40-M1-35
38
300
0.8
2
T05
39.6镗刀
BT40-TQC50-180
DCMG120408UA
P10
0.8
BT40-M1-35
39.6
300
0.8
2
T06
40镗刀
BT40-TW50-140
DCMG120408UA
P10
0.8
BT40-M1-35
40
300
0.8
4
T01
7钻孔刀
JT40-M2-50
DCMG120408UA
P10
0.8
BT40-M1-35
7
300
0.8
4
T02
11钻孔刀
JT40-M2-50
DCMG120408UA
P10
0.8
BT40-M1-35
300
0.8
编制
审核
批准
共13页
第6页
附表7数控加工进给路线图
上海工程技术大学高职学院
数控加工进给路线图
产品型号
零件图号
产品名称
压盖
零件名称
压盖
材料牌号
HT150
毛坯种类
铸件
毛坯外形尺寸
Φ190mm×30mm
备注
工序号
工序名称
设备名称
设备型号
程序编号
夹具代号
夹具名称
冷却液
车间
1
车端面、外圆
数控车床
CKA6136I
O0001
3爪卡盘
乳化液
数控加工
附表8数控加工进给路线图
上海工程技术大学高职学院
数控加工进给路线图
产品型号
零件图号
产品名称
压盖
零件名称
压盖
材料牌号
HT150
毛坯种类
铸件
毛坯外形尺寸
Φ190mm×30mm
备注
工序号
工序名称
设备名称
设备型号
程序编号
夹具代号
夹具名称
冷却液
车间
1
镗孔及倒角
数控车床
CKA6136I
O0001
3爪卡盘
乳化液
数控加工
附表9数控加工进给路线图
上海工程技术大学高职学院
数控加工进给路线图
产品型号
零件图号
产品名称
压盖
零件名称
压盖
材料牌号
HT150
毛坯种类
铸件
毛坯外形尺寸
Φ190mm×30mm
备注
工序号
工序名称
设备名称
设备型号
程序编号
夹具代号
夹具名称
冷却液
车间
2
车端面、外圆
数控车床
CKA6136I
O0002
3爪卡盘
乳化液
数控加工
附表10数控加工进给路线图
上海工程技术大学高职学院
数控加工进给路线图
产品型号
零件图号
产品名称
压盖
零件名称
压盖
材料牌号
HT150
毛坯种类
铸件
毛坯外形尺寸
Φ190mm×30mm
备注
工序号
工序名称
设备名称
设备型号
程序编号
夹具代号
夹具名称
冷却液
车间
3
钻孔
铣床加工中心
VMC850
0003
专用夹具
乳化液
数控加工
附录11数控加工程序
O0001:
N0010G40G17G90G70
N0020G91G28Z0.0
N0030T00M06
N0040G0G90X-2.3867Y1.378S0M03
N0050G43Z.9843H00
N0060G83Z-.3937R.9843F9.8Q0.0
N0070X2.3867
N0080X0.0Y-2.7559
N0090G80
N0100M02
O0002:
N0010G40G17G90G70
N0020G91G28Z0.0
:
0030T00M06
N0040G0G90X2.3867Y1.378S0M03
N0050G43Z.9843H00
N0060G83Z-.2362R.9843F9.8Q0.0
N0070X-2.3867
N0080X0.0Y-2.7559
N0090G80
N0100M02
O0003:
N0010G40G17G90G70
N0020G91G28Z0.0
N0030T00M06
N0040G0G90X-2.4038Y1.3877S0M03
N0050G43Z-1.4173H00
N0060Z-.9843
N0070G1Z-.8661F9.8
N0080X-2.4471Y1.4123
N0090X-2.4756Y1.3606
N0100G3X-2.8248Y0.0I2.4756J-1.3606
N0110G1X-3.5335
N0120G3I3.5335J0.0
N0130G1X-3.4449
N0140G3I3.4449J0.0
N0150G1X-3.3563
N0160G3I3.3563J0.0
N0170G1X-3.2677
N0180G3I3.2677J0.0
N0190G1X-3.1791
N0200G3I3.1791J0.0
N0210G1X-3.0906
N0220G3I3.0906J0.0
N0230G1X-3.002
N0240G3I3.002J0.0
N0250G1X-2.9134
N0260G3I2.9134J0.0
N0270G1X-2.8248
N0280G3X-.0595Y-2.8242I2.8248J0.0
N0290X.0595I.0595J.0683
N0300X2.4756Y1.3606I-.0595J2.8242
N0310X2.4161Y1.4636I-.0889J.0174
N0320X-2.4161I-2.4161J-1.4636
N0330G1X-2.4467Y1.4131
N0340X-2.4037Y1.3879
N0350Z-.9843
N0360G0Z-1.4173
N0370X-2.3741Y1.3628
N0380Z-.9843
N0390G1Z-.8661
N0400X-2.4124Y1.2911
N0410G3X-.0881Y-2.7348I2.4124J-1.2911
N0420G1X-.0068Y-2.7374
N0430Z-.9843
N0440G0Z-1.4173
N0450X.0068
N0460Z-.9843
N0470G1Z-.8661
………(相同除毛坯步骤省略)
N4600G1X-.9699Y.6024
N4610G3I.9699J-.6024
N4620G1X-1.0201Y.6335
N4630Z-.5118
N4640G0Z-1.4173
N4650M02
O0004:
N0010G40G17G90G70
N0020G91G28Z0.0
N0030T00M06
N0040G0G90X-3.6637Y0.0S0M03
N0050G43Z.4724H00
N0060Z-.0236
N0070G1Z-.1417F9.8
N0080X-3.6024
N0090G2I3.6024J0.0
N0100G1X-3.6637
N0110Z-.0236
N0120G0Z.4724
N0130X.052Y.0222
N0140Z.1969
N0150G3X.052Y.0222Z.1074I-.052J.0113K.0142
N0160X.052Y.0222Z.0179I-.052J.0113K.0142
N0170X.052Y.0222Z-.0716I-.052J.0113K.0142
N0180X0.0Y-.0197Z-.1417I-.052J.0113K.0142
N0190I0.0J.0197
N0200G1Y-.0787
N0210G3I0.0J.0787
N0220G1Y-.1378
N0230G3I0.0J.1378
N0240G1Y-.1969
N0250G3I0.0J.1969
N0260G1Y-.2559
N0270G3I0.0J.2559
N0280G1Y-.315
N0290G3I0.0J.315
N0300G1Y-.374
N0310G3I0.0J.374
N0320G1Y-.4331
N0330G3I0.0J.4331
N0340G1Y-.4921
N0350G3I0.0J.4921
N0360G1Y-.5512
N0370G3I0.0J.5512
N0380G1Y-.6102
N0390G3I0.0J.6102
N0400G1Y-.6693
N0410G3I0.0J.6693
N0420G1Y-.7283
N0430G3I0.0J.7283
N0440G1Y-.6693
N0450Z-.0236
N0460G0Z.4724
N0470X.052Y.0222
N0480Z-.0236
N2080G1X-.7283
………(相同除毛坯步骤省略)
N2090G3I.7283J0.0
N2100G1X-.6693
N2110Z-.9055
N2120G0Z.4724
N2130M02
%


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 压盖 工艺 设计 数控 加工 卡片
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《贝的故事》教案4.docx
《贝的故事》教案4.docx
-
《对韵歌》优秀教案8.docx
-
《函数yAsinωx+φ+P图象》wwwnet.docx
-
《静夜思》教学设计.docx
-
《汽车底盘构造与维修》题库与考核标准.docx
-
《世说新语》复习资料.docx
-
《我的服装我做主》教案设计.docx
-
《在品味情感中成长》教学片断设计.docx
-
11造价员《建设工程造价管理基础知识》精讲教程文件.docx
-
《不会叫的狗》教案 人教部编版1.docx
-
《操作系统》二学期A卷及答案.docx
-
《傅雷家书》名著阅读笔记.docx
-
《反不正当竞争法》下互联网平台封禁行为考辨以消费者用户合法权益保护为中心.docx
-
《化工原理》第六章蒸发.docx
-
《蓝海战略》概要11页.docx
-
《人生》读书心得.docx
-
《荷叶圆圆》公开课教案优秀教学设计26.docx
-
《科技出行研究报告》智能网联与新能源将变革未来汽车出行.docx
-
《272 向量的应用举例》导学案1.docx
-
《秋天》评课稿.docx
-
《电算化》第二章会计电算化的工作环境章节练习.docx
-
《室外给排水管道》施组.docx
-
《广东省建筑与装饰工程综合定额》计算规则.docx
-
《我多想去看看》教学.docx
-
《直通车车手基础认证》 考试答案 70题之欧阳育创编.docx
-
7天销量翻10倍皇冠卖家教您玩转最精准流量.docx
-
9 阿长和山海经.docx
-
《比例尺》教案.docx
-
《菜根谭》注译四闲适篇.docx
-
《福尔摩斯探案集》读后感15篇.docx
-
《红对勾》古代诗歌选择题答案补充.docx
-
《课堂密码》读后感及心得精选多篇.docx
 应急救援培训课件PPTPPT推荐.ppt
应急救援培训课件PPTPPT推荐.ppt
-
第三章4(气敏陶瓷)优质PPT.pptx
-
选修8U1词汇拓展PPT资料.pptx
-
发酵过程的实验室研究、中试和放大PPT课件下载推荐.pptx
-
食品餐饮类-吉野家品牌slogan设计方案PPT推荐.pptx
-
ReWorks培训-核心功能分析PPT推荐.pptx
-
糖尿病肾病透析的护理PPT课件PPT资料.pptx
-
第六章--艺术类型--(《艺术学概论》PPT课件)PPT文档格式.pptx
-
《我们的爱牙日ppt课件》小学美术岭南社版六年级下册PPT文档格式.pptx
-
DISC性格测试及全面分析完整版PPT文档格式.ppt
-
《视觉传达设计》课件PPT文档格式.ppt
-
《小学英语说课》ppt课件PPT文档格式.pptx
-
中国文房四宝ppt课件PPT文档格式.ppt
-
上课巴金课件(修改版)PPT文档格式.pptx
-
二年级看图写话课件PPT课件下载推荐.ppt
-
脊椎健康讲座PPT资料.pptx
-
中外园林史 第8章--欧美园林优质PPT.pptx
-
中电二公司项目形象标准化文件PPT资料.ppt
-
512防灾减灾日主题班会(共42张ppt)PPT格式课件下载.pptx
