 焊接作业指导书.docx
焊接作业指导书.docx
- 文档编号:3051455
- 上传时间:2022-11-17
- 格式:DOCX
- 页数:10
- 大小:136.10KB
焊接作业指导书.docx
《焊接作业指导书.docx》由会员分享,可在线阅读,更多相关《焊接作业指导书.docx(10页珍藏版)》请在冰豆网上搜索。
焊接作业指导书
焊接作业指导书
1范围
本标准规定了氧-乙炔火焰切割、焊接以及手工电弧焊作业要求。
本标准适用于本公司产品中钣金件、结构件的焊接作业工作。
2基本要求
从事气、电焊操作人员应经过培训,考核取得资格经劳动部门认定发证,持证上岗。
进行焊接工作的场地,应符合浙江省二轻工业总公司安全检查的有关规定。
3氧-乙炔火焰切割(以下简称气割)
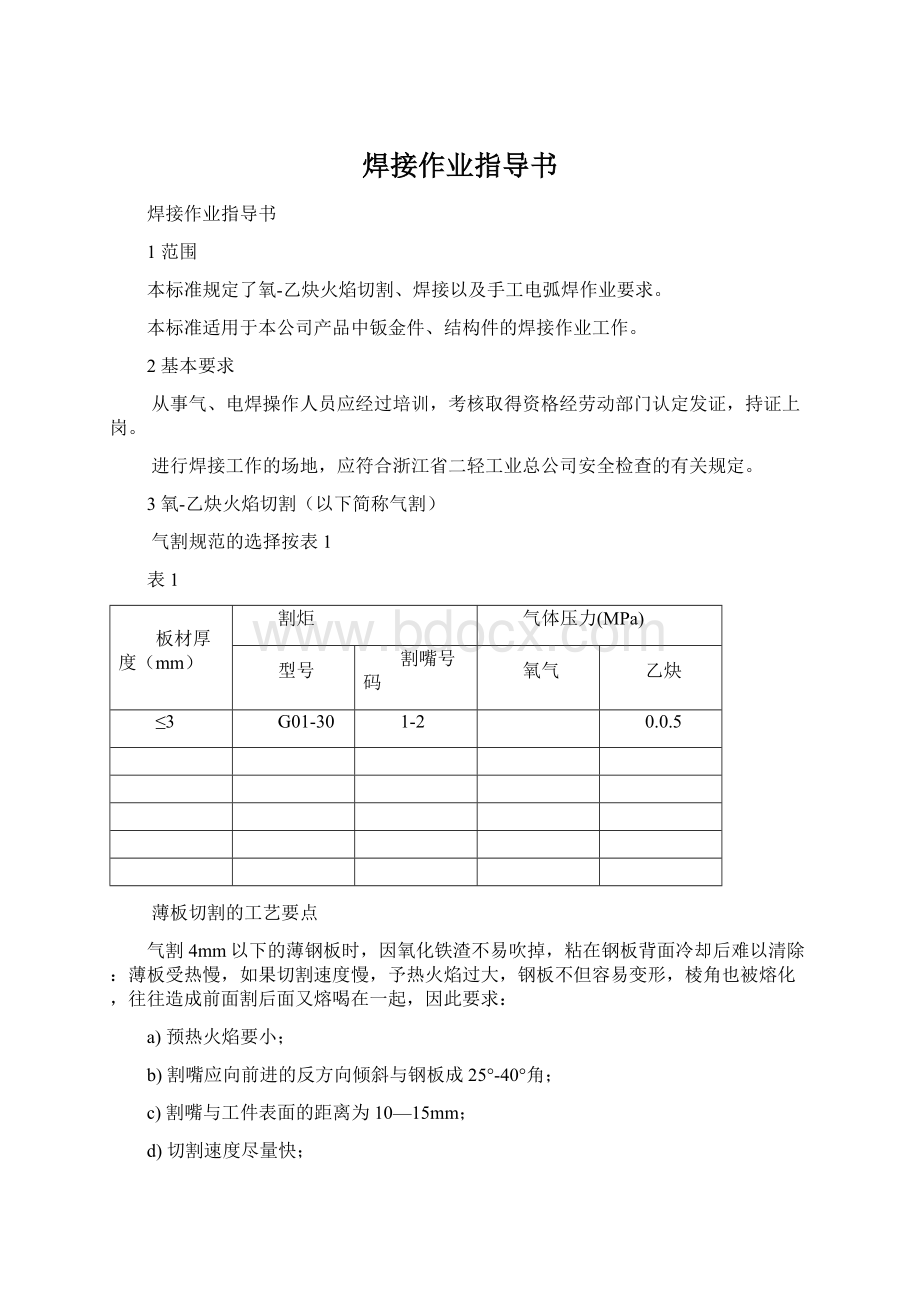
气割规范的选择按表1
表1
板材厚度(mm)
割炬
气体压力(MPa)
型号
割嘴号码
氧气
乙炔
≤3
G01-30
1-2
0.0.5
薄板切割的工艺要点
气割4mm以下的薄钢板时,因氧化铁渣不易吹掉,粘在钢板背面冷却后难以清除:
薄板受热慢,如果切割速度慢,予热火焰过大,钢板不但容易变形,棱角也被熔化,往往造成前面割后面又熔喝在一起,因此要求:
a)预热火焰要小;
b)割嘴应向前进的反方向倾斜与钢板成25°-40°角;
c)割嘴与工件表面的距离为10—15mm;
d)切割速度尽量快;
e)按表1选取割炬和割嘴。
中厚度钢板的切割工艺要点
气割4—25mm的中厚板时,割嘴可向后倾斜20°—30°角,割嘴与工件表面的距离大致等于焰心长度加上2—4mm。
左右,应注意风线长度最好超过切割板厚的1/3。
大厚度钢板的切割工艺要点
a)预热火焰能要大,首先从工件边缘棱角处开始加热;
b)工件达到切割温度后逐渐开大氧气,并将割嘴倾斜于工件,待边缘全部切透后加大氧气:
c)切割中,嘴头垂直于工件,切割速度要慢,割嘴可作横向月牙形摆动:
d)按表1选用割炬和割嘴,氧气压力和供给量要充足。
气割的质量要求
3.5.1切割扳材和型材零件的一般线性尺寸偏差按表2规定。
表2mm
公称尺寸
零件厚度
≤10
>10~20
>20~30
≤10000
±
±
±
>1000~2500
±
±
±
>2500~4000
±
±
±
>4000
±
±
±
3.5.2板材切割边的垂直度不大于边长的1/1000mm。
且不大于3mm。
3.5.3板材、型材切割边梭与材料表面的垂直度不大于表3中规定值
表3mm
板材厚度δ
不垂直厚度h
示意图
≤10
>10-20
>20-30
3.5.4气割边棱不应有裂纹,应清除熔渣及氧化皮,其刻痕深度不大于表4中规定值。
表4mm
板材厚度
刻痕深度
示意图
手工气割
半自动气割
≤25
>25
注:
气割圆形、弧形板时,刻痕深度允许在表4值上加大。
4氧-乙炔气焊
焊丝及焊剂的选择按表5
表5
母材
焊丝
焊剂
低碳结构钢Q235、10#-25#
H08或渡锌铅丝
—
铜
H62、HS221
CBK(75%硼酸25%硼砂)
注:
焊丝也可以采用与母材材质相同或相近的(B丝,但在使用前项经工艺性试验.
焊前的准备工作
4.2.1零件和焊丝在焊前应清除油污和锈蚀,零件在焊缝两边15-25mm范围内不得允许有油污\锈蚀和杂质;
4.2.2零件组对(装配)间隙应保持在-1.5mm,错边量应控制在1/3板范围内;
4.2.3按气焊安全操作规程安置氧气瓶、乙炔、焊炬和辅助工具。
焊接规范的选择
4.3.1低碳钢氧-乙炔焊接规范见表6。
表6mm
焊接厚度(mm)
1-2
>2-3
>3-4
>4-5
>5-6
焊丝直径(mm)
1-3
1-3
2-3
3
3-5
焊嘴号码
1-5
1-5
1-5
1-5
1-5
氧气压力(Mpa)
乙炔压力(Mpa)
焊炬倾斜角(度)
20-30
30-40
50
4.3.2常用产品氧-乙炔铜焊规范见表7。
表7mm
焊接名称
油箱油面
油管、油管接头
油底壳塞座
滤盖网油管
焊丝直径(mm)
2-4
2-4
2-4
2-4
焊炬号码
2
2-3
2-3
2
氧气压力(MPa)
乙炔压力(Mpa)
焊缝尺寸按表8规定。
表8mm
材料厚度
焊缝型式
a
b
c
a
b
c
a
b
1-2
5-7
2-4
0-1
3-6
2-3
焊接质量要求
4.5.1焊缝外观
4.5.1.1焊缝咬边:
一般焊缝咬边深度不得超过母材厚度的5%;咬边长度不得超过焊缝全长的10%。
4.5.1.2一般焊缝存在的气孔、夹渣和未焊透,在焊缝长度200mm范围内,允许直径和深度不得超过2mm,数量不多于二个,且间距大于50mm,焊缝不允许存在裂纹。
(当有特殊要求时,可对气孔、夹渣和未焊透缺陷处进行修磨和补焊)。
4.5.2焊缝的气密性:
(当有致密性要进行检验)对无压力要求的容器、箱体、槽体零件,焊后进行煤油渗透试验:
在试件外表面涂上白粉,内表面盛装或涂刷煤油,经过5分钟以上时间,涂白粉面未出现油斑为合格。
5手工电弧焊
焊条选择
常用钢条推荐选用的焊接材料列于表9
表9
母材钢号
手弧焊
焊条
型号
对应牌号示例
Q235-A、F、Q235-A、10#、20#、25#
E4303
J422(结422)
20R,20g
E4316E4303
J426J422
16Mn
E5003
J502
16MnR
E5016
J506
Q235-A,45#
E5015E5016
J507J506
1Cr18Ni9Ti
E0-19-10n6-16
A132(奥132)
0Cr19Ti9
E0-19-10-16
A102
0Cr13,1Cr13
E1-13-15
G207
Q235-A+1Cr18Ni9Ti
E1-23-13-16
E1-23-13M02-16
A302A312
焊接接头型式及坡口尺寸选择
5.2.1手工电弧焊及气体保护焊接的碳钢、底合金钢焊缝坡口型式和尺寸按表10规定。
表10
续表10
续表10
续表10
5.2.2焊接坡口可用机械加工、砂轮磨制或碳弧气刨后磨光,焊接前应将坡口表面油、锈、赃物清除干净,坡口两侧10-20~范围内氧化铁要打磨干净.
5.2.3点固焊缝:
用以固定各焊接件之间的相互位置,以保证整个零件得到正确的几何形状和尺寸。
点固焊缝尺寸按表11选择.
表11mm
焊接厚度
焊缝高度
焊缝长度
间距
≤4
<4
5-10
50-100
>4-12
3-6
10-20
100-200
>12
6
15-30
100-300
焊接前的准备工作
5.3.1零件在焊接前应清除油污和锈蚀,在焊缝两边15-25mm范围内不允许有油污、锈蚀和杂质;轮唐削,表面保持清洁,不准有油污和锈蚀;
5.3.3焊条应符合相关技术标准并有出厂合格证明书.焊条应存放在干燥通风的地方,不得受潮和破损落皮。
硷性焊条(如J507)使用前按说明书要求进行干燥,存放在干燥箱内或保温筒内。
焊接规范选择
5.4.1电源和极性的选择
一般普通钢结构,可采用酸性焊条,用交流电即可,也可采用直流电;重要的结构和中碳钢母材选用硷性焊条采用直流电源正接极。
5.4.2焊条直径的选择按表12
表12
焊件厚度
焊条直径
≤44
—
>4—12
—4
>12
≥54
注:
开坡口的厚钢板焊接第一遍时,应采用小直径焊条
5.4.3焊接电流选择按表13
表13
焊条直径(mm)
焊接电流(A)
2.5
70—90
3.2
90-130
160-210
注:
同样直径焊条,焊的板越厚,电流就会愈大,立仰横焊时,电流比平焊小10%左右。
焊缝质量要求
5.5.1焊缝外观
5.5.1.1焊缝不允许有未溶合和裂纹。
焊渣和飞溅应清除干净;
5.5.1.2焊缝咬肉:
咬肉长度不得超过焊缝长度的15%,咬肉深度,当母材厚度≤10mm,不得大于0.5mm,当母材厚度≥lO-40mm时,不得大于lmm;
5.5.1.3对无特定技术要求的掉转表面存在的气孔,夹渣在焊缝200mm长度内,当直径和深度不大于2mm,数量不多于2个,间距大于50mm时,允许不补焊;
5.5.1.4烽缝不得低于母材,焊缝余高Δh,当母材厚度≤4mm时,Δh≤0.5mm;母材厚度≥4~10mm时,Δh≤1.5mm;母材厚度≥10~20mm,Δh≤2mm,焊缝应为均匀的鳞状波纹表面,宽度沿焊缝全长应均匀一致。
6气体保护焊
焊接用气
6.1.1焊接用气纯度要求按表14
表14
焊接用气
纯度要求(按体积计≥)
CO2
%
氩(Ar)
99.96%(焊接不锈钢及台金钢)
氦(He)
99.6%
6.1.2根据不同材料选择具体的气体按表15
表15
普通钢
CO2
不锈钢
厚度,混合气Ar+He+CO2
厚度1mm以上,混合气Ar98%-99%+CO21%-2%
铝
Ar或Ar+He
焊丝的选择按表16
表16
母材
焊丝
母材厚度
选择焊丝直径
低碳结构钢Q235,10#-20#
XH506
≤8mm
气、电的调整范围
6.3.1设定气体流量为12l/min-30l/min,压力为.15Mpa。
6.3.2输出电流范围35—300(A)。


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 焊接 作业 指导书
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 如何打造酒店企业文化2刘田江doc.docx
如何打造酒店企业文化2刘田江doc.docx
-
律师提供著作权法律服务业务操作指引.docx
-
18秋福建师范大学《经济法》在线作业一.docx
-
施工现场危险源.docx
-
山东省潍坊市昌乐县学年七年级地理下学期期中学业质量评估试题.docx
-
新视野大学英语视听说教程第二版第一册完整答案.docx
-
精校版重庆市 初中毕业水平暨高中招生考试中考英语试题AB卷Word版含答案解析.docx
-
新视野大学英语视听说教程第二版第一册完整答案.docx
-
江苏省刘国钧中学1112学年高二语文上学期期末考前辅导试题卷苏教版会员独享.docx
-
山东省潍坊市昌乐县学年七年级地理下学期期中学业质量评估试题.docx
-
西安交通大学18年课程考试《管理会计》作业考核试题.docx
-
施工安全保证体系.docx
-
南开17秋学期《科学启蒙尔雅》在线作业2.docx
-
秋福师《大学英语1》在线作业二.docx
-
231695 北交《运输物流管理》在线作业2 15秋答案.docx
-
梁原学区安全管理工作实施方案.docx
-
环保管理台帐明细.docx
-
我国三大翻译证书考试概览.docx
-
东大17秋学期《大学英语二》在线作业31.docx
-
静态分析指标.docx
-
山东金瀚控股金瀚置业绩效考核指标库.docx
-
B0301A国际贸易.docx
-
人教版八年级数学上册同步练习试题及答案第11章《三角形》 同步练习及答案111.docx
-
秋福师《概率论》在线作业二.docx
-
17秋福师《高级英语阅读二》在线作业一.docx
-
西南大学17秋0764《工程建设监理》在线作业参考资料.docx
-
生活宝典之社会大转盘一.docx
-
专卖店管理.docx
-
100个CFO的八年之资金管理篇.docx
-
东北师范古代汉语三16秋在线作业2.docx
-
专业技术人员公共危机管理考试.docx
-
东大17秋学期《大学英语二》在线作业31.docx
-
幼儿园托班语言《想妈妈》说课稿四篇.docx
-
禁毒教案一.docx
-
客运站消防安全工作总结.docx
-
离网式光伏逆变器及控制技术的研制与应用索比光伏网.docx
-
毛泽东彭德怀六大误会.docx
-
南京大学教育经济与管理复习资料.docx
-
欧洲海陆位置.docx
-
云南省曲靖市麒麟区三中学年度下学期期中考试高二化学.docx
-
人教版 超值封装实用《小学美术 六年级上册》 教案说课稿.docx
-
三千年名言警句.docx
-
计算机操作系统第三版汤小丹梁红兵著课后习题答案.docx
-
生理学.docx
-
实用参考高中物理实验报告docx.docx
-
教育学期末考试试题.docx
-
招标文件4标牌制作.docx
-
市场营销原理与实务试题完整答案.docx
-
上海市普通高中学业水平考试生命科学试题及答案.docx
-
市政桥梁公路改建工程施工安全度汛方案.docx
-
试题3含答案.docx
