 拨叉夹具设计.docx
拨叉夹具设计.docx
- 文档编号:304044
- 上传时间:2022-10-08
- 格式:DOCX
- 页数:25
- 大小:267.74KB
拨叉夹具设计.docx
《拨叉夹具设计.docx》由会员分享,可在线阅读,更多相关《拨叉夹具设计.docx(25页珍藏版)》请在冰豆网上搜索。
拨叉夹具设计
任务书
1、分析零件图
零件作用
拨叉是传动系统中用来拨动滑移齿轮,以实现系统调速、转向的零件。
其小头通过与轴的过盈配合来传递凸轮曲线槽传来的运动;大头的内部突起处与滑移齿轮的凹槽配合。
零件的工艺分析
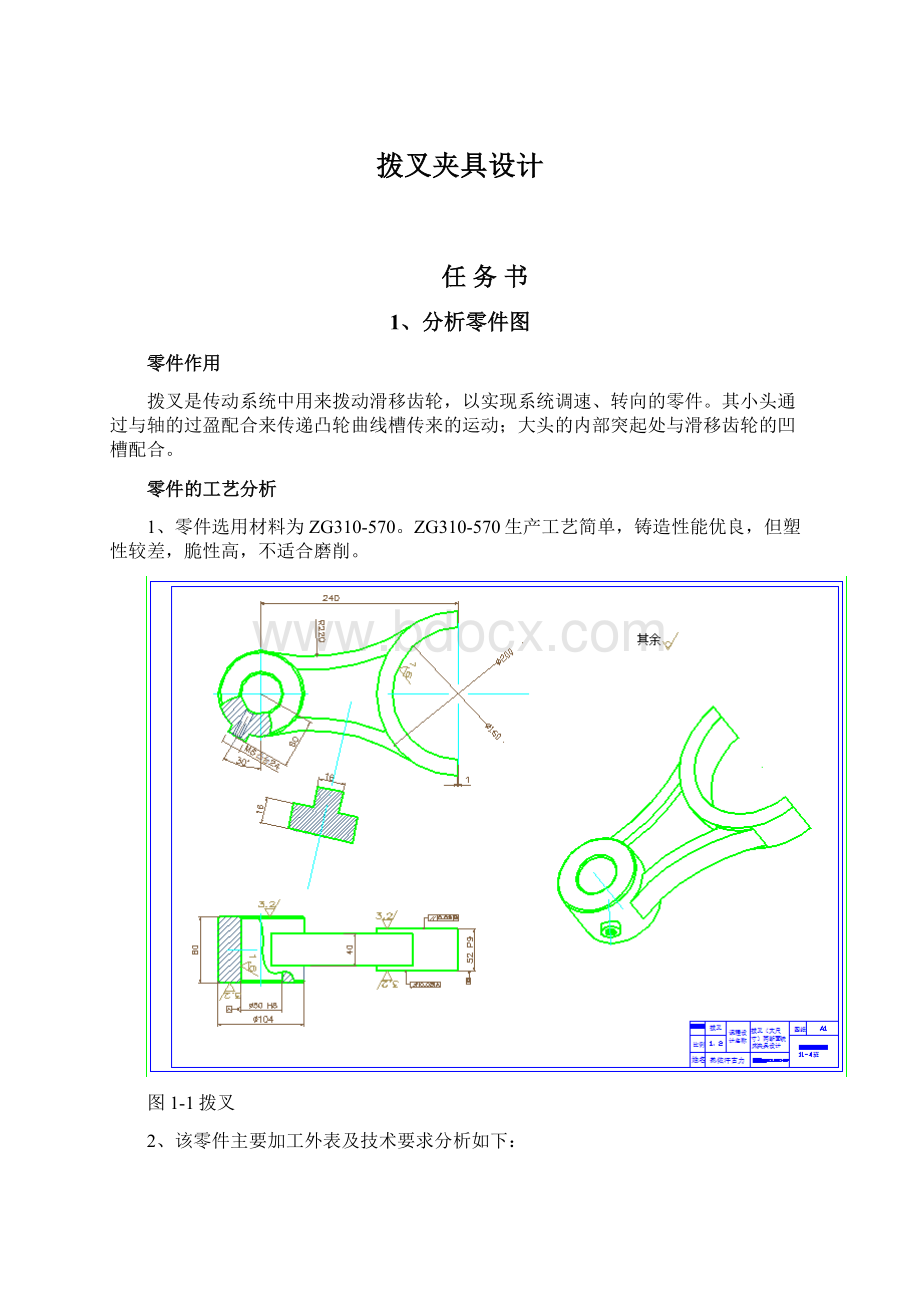
1、零件选用材料为ZG310-570。
ZG310-570生产工艺简单,铸造性能优良,但塑性较差,脆性高,不适合磨削。
图1-1拨叉
2、该零件主要加工外表及技术要求分析如下:
零件上端面及孔φ160的上下端面与孔φ52H8的垂直度公差等级为8级。
外表粗糙度为Ra≤3.2um。
加工时应以上端面与孔φ52H8的内外表为基准。
又由于上端面须加工,根据“基准先行”的规则,故应先加工上端面,再加工孔φ52H8,最后加工孔φ160,然后加工其上下端面。
2、确定毛坯
2.1、确定毛坯种类
根据零件材料确定毛坯为铸件。
并依其结构形状、尺寸大小和生产类型,毛坯的铸造方法选用砂型铸造,机器造型。
图2-1零件毛坯图
2.2、确定毛坯基本尺寸
通过零件分析可知孔为双侧加工,小头孔端面为单侧加工,
根据毛坯基本尺寸的计算公式可得下表:
表2-1
项目
小头孔端面
52孔
160孔
公差等级CT
9
9
9
加工面基本尺寸
52
26
80
铸件尺寸公差
2
2
机械加工余量等级
F
F
F
RMA
毛坯基本尺寸
15
85
3、工艺路线:
表3-1
工序号
工序名称
工序内容
工艺装备
1
铸
精密铸造,两件合铸〔工艺需要〕
2
热处理
退火
3
划线
划各端面及三个孔的线
4
车
以外形及下端面定位,按线找正,四爪单动卡盘装夹〔或专用工具〕工件。
车
160孔至图样尺寸,并车孔的两侧面,保证尺寸80和9及尺寸要求。
CA6140专用工具
5
铣
以两段
50内孔及外部端定位,装夹工件,铣
50上端面,保证两端面距离尺寸80mm和9及精度要求
X5030A组合夹具
6
铣
以两边的
50内孔外端定位定位,反过来装夹工件,铣
50的另一端面,保证两段面尺寸80mm
X5030A组合夹具
7
钻
以
50内孔的两段外部端面定位,装夹工件,钻,扩铰
50孔,孔口倒角C1
Z5132A组合夹具
8
钻
M6的螺纹孔按精度要求到达尺寸标准
Z5132A组合夹具
9
检验
按图样要求检查各部件尺寸及精度
10
入库
入库
3.1、基面的选择
粗基准的选择:
以零件的小头上端面为主要的定位粗基准,以两个小头孔外圆外表为辅助粗基准。
加工两小孔端面时,以底面和两外圆外表定位是合理的,此时应选择两V型块作为定位元件,这样比较容易实现。
假设选择底面和两小孔作为定位基准,则由于小孔铸造时的误差太大,很难与心轴、菱形销配合良好。
以加工后的小孔端面为粗基准来加工两小孔。
再以加工后的小孔和小孔端面为粗基准来加工中间孔,以及中间孔上下端面。
这样做是保证零件垂直度误差的前提。
3.2、精基准的选择
加紧装置的组成:
拨叉的铣断面装置如以下图所示的
工序确实定:
按给定的尺寸和精度要求我重复的考虑吧拨叉的工业路线和夹具设计。
因工件的加工的外表和空比较多加工工序分给几组的同学,按分给我的加工工序我设计好了拨叉两端面铣的加工工序和夹具的设计。
我用两个工件同时加工的方法来设计了拨叉的夹具。
这样就可以提升加工量和加工速度,加工过程中可以防止拨叉的加工误差。
两个拨叉零件平行放着夹具的中间部分也就是前后放着。
铣拨叉两端面的夹具体主要是固定v形块和活动v形块的加紧方案,因前后放着的v形块高度不一样,我设计的支撑钉的高度也不一样但上面部分和下部分的螺纹长度和宽度都一样的,前面的零件下面使用的是尺寸小的支撑钉,后面的零件下面使用的是尺寸大的支撑钉,一共有四个支撑钉。
固定v形块有俩个,前面和后面的零件各自用一个。
活动v形块也是两个,配对固定v形块使用的。
活动v形块外套有两个,盖上活动v形块上面部分。
连杆也有两个是活动v形块的不可别离的一部分。
对刀块用一个安装在后面零件的旁边。
装配图:
图5-1夹具图
整个铣断面装置的夹具的主要部分是固定和活动v形块。
我们通过仔细的分析才决定了铣断面装置的夹具。
主要用的是毛胚零件要两个,平行放着铣。
V形块:
V型块是一种比较特殊的定位元件。
它虽然是一个单独定位元件,但它的定位基面的结构要素却不是单一的,有两个定位平面,从某种意义上来讲这种形式的定位可看作是两个平面的组合定位。
因此,它的定位基准确实定就不能象分析单一定位基面那样简单。
大多数定位元件的定位基准都是定位基面本身或者是由其形成的点、面、线,如单一平面、球心、孔和轴的中心线等。
根据这个道理,笔者认为,V型块的定位基准应有两个,其一是两定位平面的交线,另一个是由两平面形成的对称中心面,交线作为垂直方向的定位基准;对称中心面作为水平方向的定位基准。
按照传统(中心论)的理论,V型块的定位基准应是检验心轴的中心高,即检验心轴在V型块上放置时的中心线,实际上这条中心线在V型块中的位置是不确切的,它会因检验心轴直径误差大小而变化,因此,在对刀误差中往往会引入这条中心线的位置误差。
活动v形块
用于较短精基准外圆面定位;用于较长的粗基准外圆面定位;用于精基准外圆面较长时,或两段精基准外圆面相距较远或是阶梯轴时的定位,也可做成两个单独的短V型块再装配在夹具体上,目的是是减短V形块的工作面宽度有利于定位稳定。
当定位外圆直径与长度较大时,采用铸铁底座镶淬火钢垫块的结构。
这种结构除了制造经济性好以外,又便于V形块定位工作面磨损后更换或修磨垫块,还可通过更换不同厚度的垫块以适应不同直径外圆的工件定位使结构通用化。
也有在钢垫块上镶焊硬质合金,以提高定位工作面的耐磨性。
固定v形块
对刀块:
这个,其实主要在普通铣床夹具上应用。
在铣床上加工零件时,我们要知道零件确实切位置即“坐标”。
不然,刀具要从哪里下刀啊?
在数控机床上,我们可以看到有类似刀具外形的传感器即“寻边器”,用他可以测量出零件的坐标,这样既可以找到“坐标”又不会刮伤零件。
而对刀块在普通机床的夹具上,用对刀块主要是,不会刮伤零件,而对于一些复杂不容易找到定位面的零件,也有很大的作用。
而塞尺也是相对对刀块而言的,相当于“对刀块对零件的保护”。
塞尺可以保护对刀块防止刮伤的保护。
工序计算
1、确定加工余量
表4-1
加工
外表
加工
内容
加工
余量
精度
等级
工序
尺寸
外表粗糙度
工序余量
最小
最大
孔φ40上端面
铸件
CT9
-+2
精铣
IT9
500
粗铣
IT12
0
2、确定切削用量
粗精铣小头孔上端面,以底面为粗基准
粗铣小头孔上端面:
由机械手册可以直接查出铣削速度:
采用套式面铣刀,
。
则
按机床说明书,见<<机械制造技术基础>>此转速与382r/min相接近的机床转速为355r/min.
所以实际铣削速度为
计算工时
精铣小头孔上端面:
由机械手册可以直接查出铣削速度:
采用错齿三面刃铣刀,
。
则
按机床说明书,见<<机械制造技术基础>>此转速与581r/min相接近的机床转速为575r/min.
所以实际铣削速度为
一、工序020以小头孔上端面及小头孔外圆为基准,扩、精铰φ14孔,保证垂直度误差不超过,孔的精度到达IT7。
1.选择钻头
扩孔选择硬质合金扩孔钻,粗钻时do=20mm,钻头采用双头刃磨法,后角αo=12°,二重刃长度bε=,横刀长b=,宽l=3mm,棱带长度
°
°
°
〔1〕决定进给量
查机械加工手册得
所以,
Ff,故所选进给量可用。
〔2〕钻头磨钝标准及寿命
后刀面最大磨损限度〔查《简明手册》〕为0.5~0.8mm,寿命
.
〔3〕切削速度
查机械加工工艺设计手册高速钢钻扩孔灰铸铁的切削速度,
根据公式
n=202r/min〔查《机械制造设计基础》〕选择立式钻床Z525取n=195m/min,故实际切削速度为v=/min
〔4〕检验机床扭矩及功率
查《切削手册》表2.20,当f≤0.26,do≤19mm时,Mt•m,修正系数均为1.0,故MC=31.78N•m。
查机床使用说明书:
Mm=144.2N•m。
查《切削手册》表2.23,钻头消耗功率:
Pc=1.3kw。
查机床使用说明书,
。
由于
,
,故切削用量可用,即:
,
最终决定选择机床已有的进给量
经校验
校验成功。
3、计算工时
粗铰:
铰刀选择硬质合金铰刀机床:
Z525立式钻床
后刀面最大磨损限度〔查《简明手册》〕为0.4~0.6mm,寿命
.
/r粗铰的切削速v=10m/min
所以
根据公式
n=144r/min根据切削说明书取n=140r/min,故实际切削速度为v=/min
机动时切削工时,
=58mm,
精铰:
铰刀选择硬质合金铰刀机床:
Z525立式钻床
/r精铰的切削速v=8m/min
所以
根据公式
n=115r/min根据切削说明书取n=97r/min,故实际切削速度为v=/min
机动时切削工时,
=58mm
1,确定机械加工余量,工序尺寸和毛坯尺寸,
拔叉零件材料是HT200,硬度为240HBS,中批生产,采用铸件毛坯.
镗削中间孔
基本尺寸:
φ40;初镗加工余量:
2mm
半精镗加工余量:
2mm;毛坯总余量:
4mm
各工序尺寸:
粗镗后基本尺寸:
φ40-2=φ38mm
毛坯基本尺寸:
φ38-2=φ36mm
各工序经济精度:
半精镗取IT10,查表得IT10=
粗镗取IT13,查表得IT13=
毛坯公差为T=2mm
毛坯尺寸:
φ36±2mm
2,定切削用量及工时
粗镗中间孔φ36,选用镗床T68,
查表得进给量f=/r,
切削速度v=0.2~/s,取v=/s,
则转速n=
=
查得T68标准转速n=100r/min
则实际速度v=
=/min
切削工时:
t=
(2~3);
=3~5mm;
=5mm
镗刀的主偏角
=
则取
=5mm,
=3mm,
=5mm
t=
半精镗中间孔φ40mm
查表得进给量f=/r
切削速度v=/s
转速n=
查取T68镗床标准转速n=100r/min
则实际切削速度v=
切削工时:
t=
四、加工
52孔的测量长度,由于工艺基准与设计基准不重合,故需进行尺寸换算,加工完毕后应保证尺寸5mm,尺寸链如以下图,
加工时应保证尺寸A,A=30-5=25,5mm、30mm为自由尺寸,按自由尺寸取公差等级IT16级,则其公差为
,则A=
,
加工是以保证尺寸A间接保证尺寸5mm。
3、确定粗镗切削用量
3.1、刀具选用:
选用刀具为YG6硬质合金,直径为30mm的镗刀,查《机械制造技术基础课程设计指南》〔后称设计指南〕178页表5-113主偏角
=90°,副偏角
=15°、刃倾角
=-10°、前角
=10°、后角
=6°,
3.2、确定背吃刀量:
由于加工余量为16mm,可分为两次走刀,取其直径余量分别为10mm,6mm,所以
=
mm,
mm
3.3、确定进给量f:
根据《设计指南》表5-115,当粗镗铸铁,镗刀


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 夹具 设计
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 国企会计岗位笔试试题及答案解析(分享).docx
国企会计岗位笔试试题及答案解析(分享).docx
-
代办营业执照合同协议书范本模板1.docx
-
工业机械手的PLC控制.doc
-
房屋砖混结构技术标.doc
-
消防工程监理评估报告.doc
-
[精品]杨树生产及存在问题与对策.docx
-
风险管理与金融机构课后附加题参考答案(中文版).doc
-
2021年全国安全知识竞赛经典题库及答案(共260题).docx
-
建筑工程合作协议书、建筑股东合作协议书.doc
-
高中班主任教育叙事3篇.docx
-
嵌入式软件系统期末大作业.docx
-
学校心理危机事件预警及处置预案.docx
-
一年级下册数学竞赛试题精选-.doc
-
二年级音乐学科期末试卷(人教版).doc
-
平顶山学院2021年招聘辅导员试题及答案.docx
-
小学数学应用意识与应用能力的培养课题总结报告.docx
-
企业宣传片初步报价方案.docx
-
市政道路工程设计合同.doc
-
竞赛筹备方案.docx
-
两位数加减两位数不进位不退位教学设计.docx
-
高中学生因病请假制度.docx
-
某某竹木垃圾粉碎加工厂竹木秸杆废弃物粉碎加工综合利用项目建议书.docx
 行政事业单位内部审计流程图(按照新内部审计准则).xls
行政事业单位内部审计流程图(按照新内部审计准则).xls
-
三年级下册道德与法治期末测试卷附答案(完整版).docx
-
疫情期间日常消毒记录表EXCEL模板(完整版).docx
-
商业银行个人信贷操作风险防控要点及案例解析.docx
-
优秀团员、团干评选方案.docx
-
基于PLC的 双门通道控制系统设计.docx
-
《弘扬真善美》教学设计.doc
-
五年级分数计算题.docx
-
西南大学0163答案.docx
-
医院义诊制度.docx
-
教科版三年级科学下册全册教案.docx
-
年产46800吨钢结构加工工程职业病预评估报告.docx
-
幼儿园大班工作计划6篇.docx
-
描写花的优美句子.docx
-
关好门但不必上锁.docx
-
六年级数学第十四讲 典型试题分析.docx
-
有关出纳实习报告的范文.docx
-
学雷锋做美德少年主题班会.docx
-
贝克曼比较详细.docx
-
材料运输装卸合同范本2篇.docx
-
全国各省市县区名称一览表.docx
-
学年度九年级化学全册《第一章 开启化学之门 第3节 怎样学习和研究学习化学》名师导学.docx
-
还借款合同.docx
-
湖北省鄂州市届高三摸底考试一模英语.docx
-
全国各省市高考英语单项选择分类汇编.docx
-
临床护理实践指南练习.docx
-
教科版小学语文四年级上册14哈尔威船长课堂实录.docx
-
年会串词 最新.docx
-
转帖国内投行券商应届毕业生工资曝光及行业分析.docx
