 机电一体化柔性装配系统PLC控制实训指导书.docx
机电一体化柔性装配系统PLC控制实训指导书.docx
- 文档编号:30261887
- 上传时间:2023-08-13
- 格式:DOCX
- 页数:137
- 大小:3.11MB
机电一体化柔性装配系统PLC控制实训指导书.docx
《机电一体化柔性装配系统PLC控制实训指导书.docx》由会员分享,可在线阅读,更多相关《机电一体化柔性装配系统PLC控制实训指导书.docx(137页珍藏版)》请在冰豆网上搜索。
机电一体化柔性装配系统PLC控制实训指导书
实训教学指导书
机电一体化柔性装配系统PLC控制
天津市龙洲科技仪器有限公司
机电一体化柔性装配系统概述
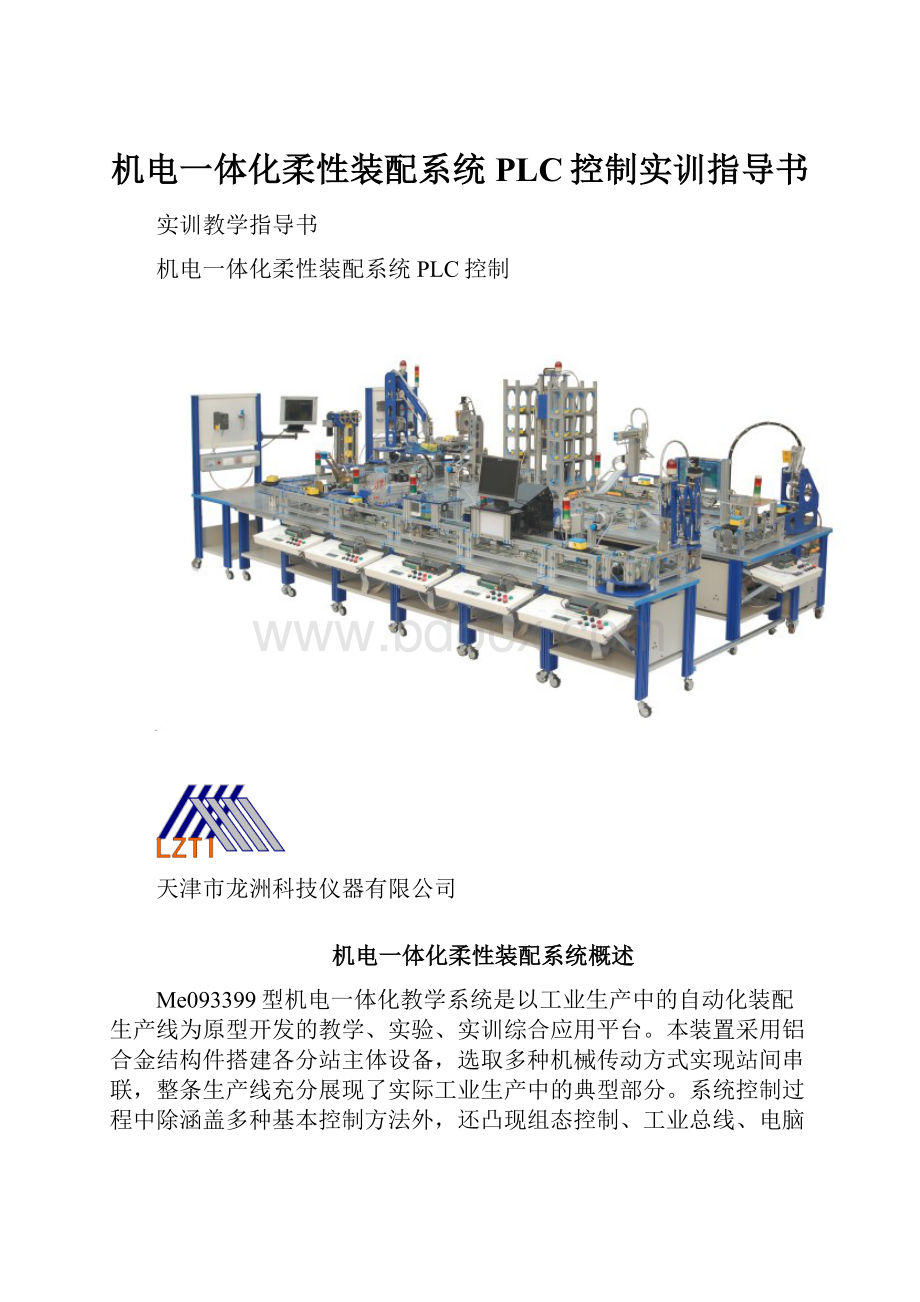
Me093399型机电一体化教学系统是以工业生产中的自动化装配生产线为原型开发的教学、实验、实训综合应用平台。
本装置采用铝合金结构件搭建各分站主体设备,选取多种机械传动方式实现站间串联,整条生产线充分展现了实际工业生产中的典型部分。
系统控制过程中除涵盖多种基本控制方法外,还凸现组态控制、工业总线、电脑视觉、实时监控等先进技术,为培养现代化应用型人才创设了完整、灵活、模块化、易扩展的理想工业场景。
为便于协调整个生产线的全程控制,系统设置了一个主站总控制台,主站总控制台是整个装配生产线连续运行的指挥调度中心,其主要功能是实现全程运行的总体控制,完成全系统的通讯连接等。
装配生产线示意图如图1所示。
整个系统主要由12个从站点组成,每个从站单元完成特定的工作任务,以装配、检验、分拣、入库的方式顺序完成各种装配操作和物流处理过程。
各单元的主要功能如下所述:
1.铣床单元(站点1):
本站有工件时,进行自动卡紧和铣削加工。
2.上料单元(站点2):
根据工件的位置情况,从料槽中抓取装配主体送入数控铣床单元或将铣床单元加工后的产品转送下料单元。
3.下料单元(站点3):
将前站送入本单元下料仓的工件主体,通过直流电机驱动间歇机构带动同步齿型带使之下落,工件主体下落至托盘后经传送带向下站运行。
4.加盖单元(站点4):
通过直流电机带动蜗轮蜗杆,经减速电机驱动摆臂将上盖装配至工件主体,完成装配后工件随托盘向下站传送。
5.穿销单元(站点5):
通过旋转推筒推送销钉的方法,完成工件主体与上盖的实体连接装配,完成装配后的工件随托盘向下站传送。
6.模拟单元(站点6):
本站增加了模拟量控制的PLC特殊功能模块,以实现对完成装配的工件进行模拟喷漆和烘干,完成喷漆烘干后的工件随托盘向下站传送。
7.伸缩换向单元(站点7):
将前站传送过来的托盘及组装好的工件经换向、提升、旋转、下落后伸送至传送带向下站传送。
8.检测单元(站点8):
运用各类检测传感装置对装配好的工件成品进行全面检测(包括上盖、销钉的装配情况,销钉材质、标签有无等),并将检测结果送至PLC进行处理,以此作为后续站控制方式选择的依据(如分拣站依标签有无判别正、次品;仓库站依销钉材质确定库位)。
9.分拣单元(站点9):
根据检测单元的检测结果(标签有无),采用气动机械手对工件进行分类,合格产品随托盘进入下一站入库;不合格产品进入废品线,空托盘向下站传送。
10.升降梯立体仓库(站点10):
本站由升降梯与立体仓库两部分组成,可进行两个不同生产线的入库和出库。
在本装配生产线中可根据检测单元对销钉材质的检测结果将工件进行分类入库(金属销钉和尼龙销钉分别入不同的仓库)。
若传送至本单元的为分拣后的空托盘,则将其放行。
综上所述,站点1、2、3、4、5主要完成顺序逻辑控制;站点6实现对模拟量的控制;站点8综汇了激光发射器、电感式、电容式、色彩标志等多种传感器的应用,站点9突出体现了气动机械手的控制,站点10则实现步进电机的控制。
在装配生产线运行中各个站点既可以自成体系,彼此又有一定的关联。
为此,采用了PROFIBUS现场总线技术,通过1个主站(S7—300系列PLC)和10个从站(S7—200系列PLC)组成系统,实现主从站之间的通信联系,控制系统组成框图如图2所示。
在主站总控制台的上位计算机上安装有Wincc组态监控软件,Wincc所创建的监控功能可通过动画组件对各单元的工作情况进行实时模拟,为操作人员提供系统运行的相关信息,实现装配生产线的全程监控。
完成本实训项目涉及到现场所需的诸多综合技术应用,如:
机械传动技术、电气控制技术、气动与液压技术、传感器的应用、PLC控制技术、过程控制技术和现代化生产中的组态控制、工业总线、电脑视觉、实时监控等。
在完成项目时应由易到难,逐步深入,可从单站控制入手。
完成单站控制的步骤如图3所示:
在每一站点单元控制的基础上可以再扩展为系统的全程控制,进而完成PROFIBUS现场总线控制和对整个模拟生产线的实时监控。
第一单元上料单元
一、单元简介
上料单元是整个装配生产线的起点,该单元的主要功能是根据不同的控制要求从料槽中抓取装配主体送入数控铣床单元或将铣床单元加工后的产品转送下料单元。
本单元的主体结构组成如图1-1所示,包括扬臂同步带传动机构,旋转行星齿轮传动机构、水平移动支架及其齿轮齿条传动机构、托盘直线传送单元、托盘转向从动单元、轨道等。
本单元在结构设计中涉及到行星齿轮系、螺纹微调机构、齿轮齿条机构、张紧机构等相关的机械原理、机械零件知识,行星齿轮系的结构图如图1-2所示:
图1-2行星齿轮系结构图
机构名称:
行星齿轮系
工作特性:
降速比大,增加扭矩
齿轮O和电机安装在一起,齿轮A与齿轮O、B相啮合。
本机应用目的:
齿轮A带动旋转盘(齿轮B)取、送件。
螺纹微调机构结构图如图1-3所示:
图1-3螺纹微调机构结构图
机构名称:
螺纹微调机构
工作特性:
调动螺母,利用螺距差实现微调
本机应用目的:
调节平行四边形的精度
齿轮齿条机构结构图如图1-4所示:
图1-4齿轮齿条机构结构图
机构名称:
齿轮齿条机构
工作特性:
降速比大,增加水平推动力
齿轮O和电机安装在一起,与齿轮A相啮合。
齿轮B与齿轮A同轴,与齿条相啮合,将旋转运动转为直线运动
本机应用目的:
电机带动齿轮齿条行走。
为实现本单元的控制功能,在主体结构的相应位置装设了光电传感器、磁性接近开关、微动开关等检测与传感装置,并配备了步进电机、直流电机、直动气缸、电磁铁等执行机构和电磁阀、继电器等控制元件。
详见图1-5所示。
SQ1—扬臂下行检测
SQ2—扬臂上行检测
SQ3—顺转检测
SQ4—90°旋转检测
SQ5—逆转检测
SQ6—左行检测
SQ7—右行检测
SQ8—工件吸持检测
S1—气缸升检测
S2—气缸降检测
S3—工件检测
M4—扬臂升降电机
M5—旋转电机
M1—行进电机
M2—直线Ⅰ电机
M3—直线Ⅱ电机
YM—直流电磁吸铁
C-直动气缸
HL—指示灯
图1-5上料单元检测元件、控制机构安装位置示意图
二、实训目的
1.了解上料单元的机械主体结构、熟悉齿轮齿条等传动过程
2.通过系统运行过程理解传感检测元件和执行机构的作用
3.读懂工程图纸,学会照图完成安装接线,掌握检查方法
4.学习根据控制要求编制和调试PLC程序的方法
5.学习系统调试和分析、查找、排除故障的方法
三、实训设备
1.工件主体上料单元
2.PC机
3.可编程序控制器及通讯电缆
4.万用表
5.其它工具
四、实训内容与步骤
1.熟悉上料单元的机械主体结构,了解机械装配方法,重点观察行星齿轮系、齿轮齿条机构的传动过程和理解螺纹微调机构、张紧机构的作用。
2.对照电源系统图(见附录1)和气动原理图(见附录2)学习本单元电源系统和气动系统的设计与连接调试方法。
3.对照图1-5查找本单元各类检测元件、控制元件和执行机构的安装位置,并依据上料单元PLC控制接线图(见附录3)熟悉其安装接线方法。
4.根据表1-1理解本单元各检测元件、执行机构及控制元件的功能,熟悉基本调试方法(必要时可根据系统运行情况适当调整相应位置)。
表1-1上料单元检测元件、执行机构、控制元件一览表
类别
序号
编号
名称
功能
安装位置
检测元件
1
SQ1
微动开关
确定扬臂下行位置
两支撑侧板顶部型材
2
SQ2
微动开关
确定扬臂上行位置
两支撑侧板顶部型材
3
SQ3
微动开关
确定扬臂顺转位置
圆盘
4
SQ4
微动开关
确定扬臂90°旋转位置
圆盘
5
SQ5
微动开关
确定扬臂逆转位置
圆盘
6
SQ6
微动开关
确定扬臂左行位置(铣床方向)
圆盘左面支撑型材
7
SQ7
微动开关
确定扬臂右行位置(下料方向)
圆盘右面支撑型材
8
SQ8
微动开关
工件吸持检测
电磁铁上
9
S1
磁性接近开关
确定气缸初始位置
气缸
10
S2
磁性接近开关
确定气缸伸出位置
气缸
11
S3
光电传感器
检测工件槽工件
工件槽侧面
执行机构等
1
M5
直流电机
驱动扬臂旋转
圆盘
2
M4
步进电机
驱动扬臂升降
两支撑侧板中间
3
M1
直流电机
驱动上料单元行进
滑轨支撑板
4
M2
直流电机
驱动直线I传送带
直线单元
5
M3
直流电机
驱动直线II传送带
升降梯旁直线单元
6
YM
直流电磁吸铁
控制扬臂电磁铁吸放工件
扬臂
7
C
直动气缸
驱动扬臂顶端电磁铁升降
扬臂
8
HL
工作指示灯
显示工作状态
两支撑侧板顶部型材
9
HA1
蜂鸣器
事故报警
控制板
10
HA2
蜂鸣器
事故报警
控制板
控制元件等
1
KM1
继电器
扬臂左行控制
直线单元内侧
2
KM2
继电器
扬臂右行控制
直线单元内侧
3
KM3
继电器
控制步进电机得电失电
直线单元内侧
4
KM4
继电器
扬臂顺时旋转控制
直线单元内侧
5
KM5
继电器
扬臂逆时旋转控制
直线单元内侧
6
YV
电磁阀
直动气缸伸缩控制
两支撑侧板中间
5.编制和调试PLC自动控制程序。
1反复观察分站运行演示,深刻理解控制要求
2根据控制要求描述及工作状态表自行绘制自动控制功能图
3设置I/O编号,并将功能图转换为梯形图输入计算机进行调试
4将程序下载至PLC进行试运行(断开负载电源)
5根据I/O编号逐个核对PLC与输入输出设备的连接
6进行系统调试,实现PLC带分站负载运行(接通负载电源)
6.在自动控制程序的基础上增加启动、停止、急停、复位控制和工作方式选择控制。
7.学习分析、查找、排除故障的基本方法。
五、控制要求
(一)自动控制过程说明及工作状态表
初始状态:
升降、行进、旋转电机及直动气缸处于原位,扬臂呈静止状态;吸持工件电磁吸铁释放;工作指示灯熄灭。
在系统全程运行时二直线电机驱动传送带始终保持运行状态(系统启动即开始运转);分单元运行时可选用PLC的特殊继电器(与PLC运行/停止同状态的继电器)保持其运行状态。
系统运行期间,需根据铣床单元的工作状态选择A、B两种不同的控制过程。
A.若铣床正在铣削工件则待加工完毕后向上料单元发出转运信号:
1.当上料单元接收到铣削完毕信号后,工作指示灯发光,直流电机驱动齿轮齿条动作,上料单元左行至铣床方向。
2.上料单元左行到位后,气动回路的电磁换向阀动作,气缸活塞杆伸出,带动电磁铁下降。
3.气缸活塞杆伸出到位后,电磁吸铁得电,通过主体工件上安装的金属条吸取工件主体。
吸持工件3s后,气动回路电磁换向阀复位,气缸活塞杆收回,电磁铁持工件回缩(若一次吸合未果,即安装在电磁吸铁上的微动开关未发出信号,蜂鸣器发出音响报警信号)。
4.安装在电磁吸铁上的微动开关发出信号表示完成吸合且气缸回缩归位后,直流电机驱动齿轮齿条动作,上料单元反向右行。
5.上料单元右行到位后,步进电机切换继电器得电,发出升降脉冲信号。
同步带驱动扬臂持工件上行。
6.扬臂上行到位后,步进电机切换继电器失电,此时直流电机带动行星齿轮动作,使扬臂持工件顺向旋转180度,将工件送至下料单元入口处。
7.扬臂旋转到位后,气动回路的电磁换向阀动作,气缸活塞杆伸出,带动电磁铁持工件下降。
8.气缸活塞杆伸出到位后,电磁吸铁失电,对准下料口释放工件,2s后气动回路电磁换向阀复位,气缸活塞杆收回。
9.气缸回缩到位后,进行2秒延时,启动旋转直流电机带动行星齿轮动作,使扬臂逆向旋转。
10.气缸回缩且扬臂逆转180度回到初始位置后,步进电机切换继电器再次得电,扬臂升降方向为“+”(选中下行),且发出升降脉冲信号。
此时同步带驱动扬臂下行。
11.扬臂下行到位后,工作指示灯熄灭,系统回复初始状态。
与上述描述对应的工作状态表如表1-2所示:
表1-2 工作状态表A
动
作
顺
序
输入信号
输出信号
扬臂下行原位
扬臂上行到位
扬臂逆转原位
扬臂90到位
扬臂顺转到位
扬臂右行原位
扬臂左行到位
气缸初始原位
气缸下降至位
工件吸持检测
料槽工件检测
铣削完毕信号
扬臂升降脉冲
扬臂升降方向
扬臂顺时旋转
扬臂逆时旋转
步进电机切换
扬臂左行
扬臂右行
直动气缸
扬臂电磁吸铁
工作指示灯
直线Ⅰ电机
直线Ⅱ电机
蜂鸣报警器
0
+
-
+
-
-
+
-
+
-
-
-
-
-
-
-
-
-
-
-
-
-
-
+
+
-
1
+
-
+
-
-
+
-
+
-
-
-
+
-
-
-
-
-
+
-
-
-
+
+
+
-
2
+
-
+
-
-
-
+
+
-
-
-
-
-
-
-
-
-
-
-
+
-
+
+
+
-
3
+
-
+
-
-
-
+
-
+
-
-
-
-
-
-
-
-
-
-
+(3s)/-
+
+
+
+
-
4
+
-
+
-
-
-
+
+
-
+
-
-
-
-
-
-
-
-
+
-
+
+
+
+
-
5
+
-
+
-
-
+
-
+
-
+
-
-
+
-
-
-
+
-
-
-
+
+
+
+
-
6
-
+
+
-
-
+
-
+
-
+
-
-
-
-
+
-
-
-
-
-
+
+
+
+
-
7
-
+
-
-
+
+
-
+
-
+
-
-
-
-
-
-
-
-
-
+
+
+
+
+
-
8
-
+
-
-
+
+
-
-
+
+
-
-
-
-
-
-
-
-
-
+(2s)/-
-
+
+
+
-
9
-
+
-
-
+
+
-
+
-
-
-
-
-
-
-
-(2s)/+
-
-
-
-
-
+
+
+
-
10
-
+
+
-
-
+
-
+
-
-
-
-
+
+
-
-
+
-
-
-
-
+
+
+
-
11
+
-
+
-
-
+
-
+
-
-
-
-
-
-
-
-
-
-
-
-
-
-
+
+
-
注:
1.此工作状态表表示吸持工件动作一次完成的控制过程。
2.当步进电机切换信号为“+”时表示选择升降电机驱动器得电,准备运行。
3.当扬臂升降方向信号为“-”,同时脉冲信号为“+”时,表示执行上行动作;
当扬臂升降方向信号为“+”,同时脉冲信号为“+”时,表示执行下行动作。
B.若铣床无工件则向上料单元发出加送信号:
1.当有工件放入工件槽时,工件传感器发出检测信号,工作指示灯发光,控制扬臂顺时旋转的直流电机带动行星齿轮动作,使扬臂顺向旋转90度,对准工件槽。
2.扬臂旋转到位后,气动回路的电磁换向阀动作,气缸活塞杆伸出,带动扬臂终端电磁铁下降。
3.气缸活塞杆伸出到位后,电磁吸铁得电,通过主体工件上安装的金属条吸取工件主体。
吸持工件2s后,气动回路电磁换向阀复位,气缸活塞杆收回,电磁铁持工件回缩(若一次吸合未果,即安装在电磁吸铁上的微动开关未发出信号,蜂鸣器发出音响报警信号)。
4.安装在扬臂终端电磁吸铁上的微动开关发出信号表示完成吸合且气缸回缩归位后,启动扬臂逆时旋转,带动行星齿轮动作,使扬臂逆向旋转。
5.扬臂逆转90度回到初始位置后,直流电机驱动齿轮齿条动作,上料单元左行。
6.上料单元左行到位后,气动回路的电磁换向阀再次动作,气缸活塞杆伸出,带动扬臂终端电磁铁持工件下降。
7.气缸活塞杆伸出到位后,电磁吸铁失电,将工件放下;2s后气动回路电磁换向阀复位,气缸活塞杆收回,扬臂终端电磁铁回缩。
8.气缸回缩归位后,直流电机驱动齿轮齿条动作,上料单元右行。
9.上料单元右行回位后,工作指示灯熄灭,系统回复初始状态。
与上述描述对应的工作状态表如表1-3所示:
表1-3 工作状态表B
动
作
顺
序
输入信号
输出信号
扬臂下行原位
扬臂上行到位
扬臂逆转原位
扬臂90到位
扬臂顺转到位
扬臂右行原位
扬臂左行到位
气缸初始原位
气缸下降至位
工件吸持检测
料槽工件检测
铣削完毕信号
扬臂升降脉冲
扬臂升降方向
扬臂顺时旋转
扬臂逆时旋转
步进电机切换
扬臂左行
扬臂右行
直动气缸
扬臂电磁吸铁
工作指示灯
直线Ⅰ电机
直线Ⅱ电机
蜂鸣报警器
0
+
-
+
-
-
+
-
+
-
-
-
-
-
-
-
-
-
-
-
-
-
-
+
+
-
1
+
-
+
-
-
+
-
+
-
-
+
-
-
-
+
-
-
-
-
-
-
+
+
+
-
2
+
-
-
+
-
+
-
+
-
-
+
-
-
-
-
-
-
-
-
+
-
+
+
+
-
3
+
-
-
+
-
+
-
-
+
-
-
-
-
-
-
-
-
-
-
+(2s)/-
+
+
+
+
-
4
+
-
-
+
-
+
-
+
-
+
-
-
-
-
+
+
-
-
-
-
+
+
+
+
-
5
+
-
+
-
-
+
-
+
-
+
-
-
-
-
-
-
-
+
-
-
+
+
+
+
-
6
+
-
+
-
-
-
+
+
-
+
-
-
-
-
-
-
-
-
-
+
+
+
+
+
-
7
+
-
+
-
-
-
+
-
+
+
-
-
-
-
-
-
-
-
-
+(2s)/-
-
+
+
+
-
8
+
-
+
-
-
-
+
+
-
-
-
-
-
-
-
-
-
-
+
-
-
+
+
+
-
9
+
-
+
-
-
+
-
+
-
-
-
-
-
-
-
-
-
-
-
-
-
-
+
+
-
注:
内容同表1-2注
(二)自动控制程序流程图
图1-6控制过程选择的程序框图
图1-6为在自动控制工作方式下选择不同控制过程的的程序框图:
图1-7为选择控制过程A的程序流程图:
图1-8控制过程B程序流程图
图1-8为选择控制过程B的程序流程图:
(三)控制方式说明
上料单元独立运行时具有自动、手动两种控制方式。
当选择自动方式时本单元呈连续运行工作状态;当选择手动方式时则相当于步进工作状态,即每按动一次启动按钮系统按设计步骤依次运行一步的运行方式。
在系统运行期间若按下停止按钮,执行动作立即停止;再按下启动按钮,将在上一停顿状态继续运行。
当发生突发事故时,应立即拍下急停按钮,系统将切断PLC负载供电即刻停止运行(此时所有其它按钮都不起作用)。
排除故障后需旋起急停按钮,并按下复位按钮,待各机构回复初始状态后按下启动按钮,本单元方可重新开始运行。
六、I/O编号分配表
表1-4为上料单元控制板上PLC的I/O编号设置:
表1-4上料单元I/O分配表
形式
序号
名称
PLC地址
编号
地址设置
输入
1
扬臂下行检测(复位)
I0.0
SQ1
EM277总线模块设置的站号为:
10
与总站通讯的地址为:
16~17
2
扬臂上行检测
I0.1
SQ2
3
顺转检测
I0.2
SQ3
4
逆转检测(复位)
I0.3
SQ5
5
工件检测
I0.4
S3
6
气缸升检测(复位)
I0.5
S1
7
气缸降检测
I0.6
S2
8
左行检测(铣床方向)
I0.7
SQ6
9
右行检测(下料方向)
I1.0
SQ7
10
工件吸持检测
I1.1
SQ8
11
90度旋转检测
I1.2
SQ4
12
手动/自动按钮
I2.0
SA
13
启动按钮
I2.1
SB1
14
停止按钮
I2.2
SB2
15
急停按钮
I2.3
SB3
16
复位按钮
I2.4
SB4
输出
1
顺时旋转(至位)
Q0.0
KM4
2
上行电机(至位)
Q0.1
M4:
P
3
左行电机(至位)
Q0.2
KM1
4
右行电机(复位)
Q0.3
KM2
5
逆时旋转(复位)
Q0.4
KM5
6
下行电机(复位)
Q0.5
M4:
P+D
7
气缸电磁阀
Q0.6
YV
8
直流电磁吸铁
Q0.7
YM
9
工作指示灯
Q1.0
HL
10
直线I电机
Q1.1
M2
11
直线II电机
Q1.2
M3
12
步进电机切换继电器
Q1.4
KM3
13
蜂鸣器报警
Q1.6
14
蜂鸣器报警
Q1.7
发送地址
V2.0----V3.7(200PLC—→300PLC)
接收地址
V0.0----V1.7(200PLC←—300PLC)
若运用本单元控制板上的PLC进行控制,必须按照表1-4设置的I/O编号编制程序;若另行选用其它PLC进行控制,编制程序时可以任意设置I/O编号,但在完成PLC与接口板的连接时应特别注意PLC编号与接口板接线的对应关系。
完成上料单元独立运行后若要参与到系统总控台控制的全程运行,需在单元控制的程序中增加如下内容:
1.增加总控起动、停止、急停、复位等功能,并将本单元的工作状态传送至上位机。
2.为确保后续站工件主体下料单元的运行安全,需将下料电机运行及料仓底部工件检测信号作为本单元向下料口释放工件的闭锁条件,即在下料电机运行期间或料仓底部工件检测有信号时,本单元不得向下料口释放工件。
第二单元下料单元
七、单元简介
下料单元的主要功能是将前站送入本单元下料仓的工件主体,通过直流电机驱动间歇机构带动同步齿型带使之下落,工件主体下落至托盘后经传送带向下站运行。
本单元主


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 机电 一体化 柔性 装配 系统 PLC 控制 指导书
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 #2机组现场施工用电布置措施.docx
#2机组现场施工用电布置措施.docx
-
《个人贵金属质押借款合同》兴业银行.docx
-
《科学发展观和小康社会的经济建设》复习导学案.docx
-
《我和祖父的园子》第一课时教案两篇word.docx
-
《质量》教学案例与设计.docx
-
2惠农小册子.docx
-
7A版个人与团队模拟考试题及答案.docx
-
10篇新部编四年级下册语文课内外阅读理解专项练习题及答案.docx
-
16初四物理热和能知识点总结精讲.docx
-
20XX社会语言经典语录流行风暴.docx
-
48篇教学案例分析报告题.docx
-
《电子工厂安全管理制度汇总》.docx
-
《机械制造课程设计》指导.docx
-
《钱学森》教案第二课时.docx
-
《边城》读后感5篇.docx
-
《固定式压力容器安全技术监察规程》.docx
-
《论雷峰塔的倒掉》.docx
-
《手术台就是阵地》教学设计三年级语文下册.docx
-
《夏洛的网》课外阅读教学设计.docx
-
《自己的花是让别人看的》教案.docx
-
3C检查表090429.docx
-
7客运专线CRTSⅡ型板式无砟轨道施工工法.docx
-
《笔算除法》课时教案设计.docx
-
11#楼高大模板支撑体系专项方案.docx
-
17科学分析经济形势.docx
-
《电流和电路》易错题精讲综合检测题与答案.docx
-
《会计信息系统》习题含答案.docx
-
《汽车电器设备与维修》发电机分教考分离试题及标准答案.docx
-
《四川省排污许可证管理暂行办法》.docx
-
《新编实用英语》教案第一册Unit.docx
-
0母版锅炉值班员计算题WORD版.docx
-
3年级下册英语单词记忆人教版.docx
-
十层楼Word文件下载.docx
-
生猪标准化规模养殖场建设项目建议书Word格式文档下载.docx
-
同心层绞正规绞和束绞的区别Word下载.docx
-
期中考试反思1000Word文档格式.docx
-
世界读书日的目的Word文件下载.docx
-
委托代持协议书Word下载.docx
-
市政工程各应急预案样本Word文档格式.docx
-
人教版八年级英语上册 Unit 6 全单元英文教案Word文档格式.docx
-
水害事故案例Word文档下载推荐.docx
-
汽车维修工程课后习题及答案文档格式.docx
-
农机安全执法业务工作规范Word格式文档下载.docx
-
七年级上册语文课内现代文阅读复习试题及答案Word文件下载.docx
-
人教版小学数学三年级上册应用题大全讲课稿Word格式文档下载.docx
-
秦汉魏晋南北朝文学练习二百题答案Word下载.docx
-
审计年终个人工作总结Word下载.docx
-
酸菜鱼的12种做法Word格式文档下载.docx
-
人教版英语初二下册Unit8单元测试题及答案文档格式.docx
-
人口的空间变化知识讲解文档格式.docx
-
石油北京秋机电一体化专业系统设计第二次在线作业Word下载.docx
