 生产与运作计算题重要.docx
生产与运作计算题重要.docx
- 文档编号:30258249
- 上传时间:2023-08-13
- 格式:DOCX
- 页数:9
- 大小:78.75KB
生产与运作计算题重要.docx
《生产与运作计算题重要.docx》由会员分享,可在线阅读,更多相关《生产与运作计算题重要.docx(9页珍藏版)》请在冰豆网上搜索。
生产与运作计算题重要
生产与运作计算题重要
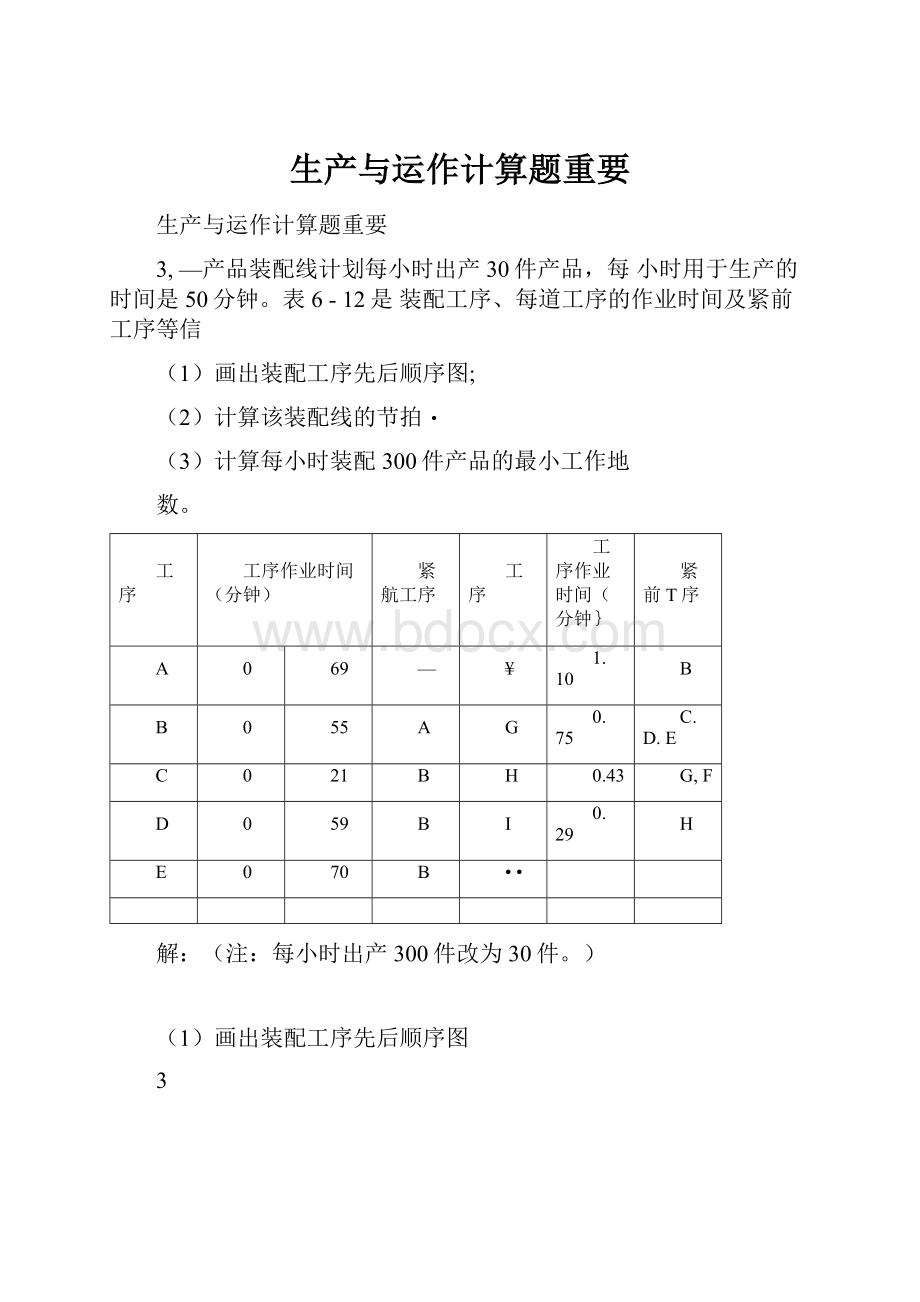
3,—产品装配线计划每小时出产30件产品,每小时用于生产的时间是50分钟。
表6-12是装配工序、每道工序的作业时间及紧前工序等信
(1)画出装配工序先后顺序图;
(2)计算该装配线的节拍・
(3)计算每小时装配300件产品的最小工作地
数。
工序
工序作业时间(分钟)
紧航工序
工序
工序作业时间(分钟}
紧前T序
A
0
69
—
¥
1.10
B
B
0
55
A
G
0.75
C.D.E
C
0
21
B
H
0.43
G,F
D
0
59
B
I
0.29
H
E
0
70
B
••
解:
(注:
每小时出产300件改为30件。
)
(1)画出装配工序先后顺序图
3
Fe_50
1V_30
=1.67(分/件)
(3)计算每小时装配30件产品的最小工作
地数
_「□]_「°69+0.55+0.21+0.59+0.70+1.10+0.75+0.43+0.29-min_[TJ_LL67_
=[3.18]=4
2,观测一项作业.共60次。
平均每次观测到的
作业时间是1.2分钟。
对操作者的效率评定是
95%,宽放率为10%,在每天工作8小时的条
件下,确定以下各种时间值:
(1)观测到的时间;
(2)正常时间:
(3)标
准时间。
解:
(1)观测到的时间=1・2分钟;
(2)正常时间=1.2X0.95=1.14(分钟)
(3)标准时间=1.14X(1+10%)=1.254(分
钟)
练习题
1.某企业生产两种产品,A和B,产品的台时定额及产品出产试计划如表8-10、表8-11所示:
表8—10产品台时定额
产品A
产品B
机床号
台时定额
机床号
台时定额
16
2.1
10
2.8
19
6.8
18
1.3
25
4.1
19
3.6
41
7.2
35
2.1
52
3.9
52
1.7
表8-11产品出产试计划
1—
产品
1月
2月
3月
4月
5月’
6月
A
400
200
250
350
200
100
B
0
300
350
200
300|
300
(1)计算机床19和52的负荷;
(2)调整产品出产试计划,使负荷尽可能均衡,但要满足1月底至少出产400台A,另外750台
A和1100台B必须在5月底前出产,并再次计
算机床19和52的负荷。
解:
(1)计算机床19和52的负荷
计算机床19和52的负荷计算表
时间\
荷机床
\
2月
3月
4月
5月
6月
平均负荷
机床
400X
6.8+0
200X
6.8+30
250X
6.8+35
310
0
244
0
176
0
2570
1
9
X
3・6=27
20
0X
3.6=24
40
0X
3.6=29
60
机床
5
2
400X
3.9+0
X
1.7=15
60
200X
3.9+30
0X
1.7=12
90
250X
3.9+35
0X
1.7=15
70
170
5
129
0
900
1385.
83
(2)调整产品出产试计划,使负荷尽可能均
衡,但要满足1月底至少出产400台A,另外750台A和1100台B必须在5月底前出产,并再次计算机床19和52的负荷。
产品出产试计划
产品
1月
2月
3月
4月
5月
6月
平均
A
400
200
250
350
200
100
250
B
0
300
350
250
300
300
241.7
分析:
A产品:
1-6月总任务量为1500,若1月底生产A400,则余下1100,月均220。
2-5月总出
产880,满足要求。
B产rS:
1-6月总任务量为1450,若5月底
前必须出产1100台,所以1450*5二290台/月,
2-5月的出产总量为:
290台/月X4月二1160台,
满足要求。
调整后的产品出产试计划
产品
1月
2月
3月
4月
5月
6月
平均
A
400
220
220
220
220
220
250
B
0
290
290
290
290
290
241.7
调整后的计算机床19和52的负荷计算表
间
荷机
床
\
、月
2月
3月
4月
5月
6月
机床
19
400X
6.8+0X
3.6=2720
220X
6.8+290
X
3.6=2540
2540
2540
2540
2540
机床
400X
3.9+0X
220X
3.9+290
1351
1351
1351
1351
练习题
1,用(Johnson)算法求以下8/2/F/Fmax,
问题的最优解。
1234567
97108215
6231587
参考答案:
1)总加工^期最短的作业顺序:
九J5J8J7JlJ3J2J4(5分)
或J6J5J7JlJ8J3J2J4
2)计算出总加工周期:
47(5分)
4.一装配线计划每小时装配200件产品,每小时用于生产的时间是50分表6-13是装配工序、每道工序的作业时间及紧前工序等信息O请:
(1)
画出装配工序先后顺序图;
(2)计算该装配线的节拍:
(3)计算每小时装配200件产品的最小工作地数;
(4)进行装配线平衡,使时间损失率最小。
工序
工序作业时间(分钟〉
紧前工序
工序
工序作业肘间(分钟)
4前工序
A
0.20
G
0.12
E,K
B
0.05
---
H
0.05
—
C
0.15
—
1
0.05
—
D
0.06
—
J
0.12
H,石
E
0.03
A.B
K
0.15
■1J
F
0.08
C.D
L
0.08
K
解:
(注:
J的紧前工序为H,I,G)
(1)画出装配工序先后顺序图
(2)计算该装配线的节拍
空=50
_200
=0.25(分/件)
(3)计算每小时装配200件产品的最小工作
地数
]=
=[4.56]=5
r0.20+0.05+0.15+0.06+0.03+0.08+0.12+0.05+0.05+0.12+0.15+0.08|0.25
(4)进行装配线时间平衡,使时间损失率最小
方案1:
工作
地
作业单元
作业单元时间
工作地时间
工作地时间损失
1
A
B
0.20
0.05
0.25
0
2
C
D
E
0.15
0.06
0.03
0.24
0.01
3
FGH
0.08
0.12
0.05
0.25
0
4
IJ
0.05
0.12
0.17
0.08
5
KL
0.15
0.08
0.23
0.02
合计
1.14
1.14
0.11
丘=5x0.25-1.14x10Q%
•Sw5x0.25=8.8%


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 生产 运作 算题 重要
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 #2机组现场施工用电布置措施.docx
#2机组现场施工用电布置措施.docx
-
《个人贵金属质押借款合同》兴业银行.docx
-
《科学发展观和小康社会的经济建设》复习导学案.docx
-
《我和祖父的园子》第一课时教案两篇word.docx
-
《质量》教学案例与设计.docx
-
2惠农小册子.docx
-
7A版个人与团队模拟考试题及答案.docx
-
10篇新部编四年级下册语文课内外阅读理解专项练习题及答案.docx
-
16初四物理热和能知识点总结精讲.docx
-
20XX社会语言经典语录流行风暴.docx
-
48篇教学案例分析报告题.docx
-
《电子工厂安全管理制度汇总》.docx
-
《机械制造课程设计》指导.docx
-
《钱学森》教案第二课时.docx
-
《边城》读后感5篇.docx
-
《固定式压力容器安全技术监察规程》.docx
-
《论雷峰塔的倒掉》.docx
-
《手术台就是阵地》教学设计三年级语文下册.docx
-
《夏洛的网》课外阅读教学设计.docx
-
《自己的花是让别人看的》教案.docx
-
3C检查表090429.docx
-
7客运专线CRTSⅡ型板式无砟轨道施工工法.docx
-
《笔算除法》课时教案设计.docx
-
11#楼高大模板支撑体系专项方案.docx
-
17科学分析经济形势.docx
-
《电流和电路》易错题精讲综合检测题与答案.docx
-
《会计信息系统》习题含答案.docx
-
《汽车电器设备与维修》发电机分教考分离试题及标准答案.docx
-
《四川省排污许可证管理暂行办法》.docx
-
《新编实用英语》教案第一册Unit.docx
-
0母版锅炉值班员计算题WORD版.docx
-
3年级下册英语单词记忆人教版.docx
-
精心整理高中英语三大从句总结+练习Word文档格式.docx
-
控制电缆国网技术规范专用部分完成Word文档下载推荐.docx
-
四级英语作文常用句型及套句Word文档下载推荐.docx
-
管道油漆及防腐施工方案Word文档格式.docx
-
关于圣诞节的短信Word文档格式.docx
-
21春西交大《微观经济学》作业1Word文档格式.docx
-
《滕王阁序》知识点归纳文档格式.docx
-
婴儿几个月可以添加辅食Word文件下载.docx
-
行为跟资源税法律制度Word文件下载.docx
-
极限与配合基础习题答案Word格式.docx
-
管理系统中计算机应用第九章文档格式.docx
-
电子海图题库 第三次 版文档格式.docx
-
1000t生活污水处理站设计方案MBR工艺一体化污水处理设备Word格式文档下载.docx
-
华为s2300 系列vlan配置实例文档格式.docx
-
营销复习题Word文档格式.docx
-
基金会设立申请书Word文档下载推荐.docx
-
鲁教新版九年级化学第三章第一节基础题word有答案Word格式.docx
-
国内十大香精香料企业概况Word格式文档下载.docx
-
国内外游艇会研究docWord文档格式.docx
