 冲压自动线规划.docx
冲压自动线规划.docx
- 文档编号:30195891
- 上传时间:2023-08-07
- 格式:DOCX
- 页数:11
- 大小:401.02KB
冲压自动线规划.docx
《冲压自动线规划.docx》由会员分享,可在线阅读,更多相关《冲压自动线规划.docx(11页珍藏版)》请在冰豆网上搜索。
冲压自动线规划
冲压自动线规划
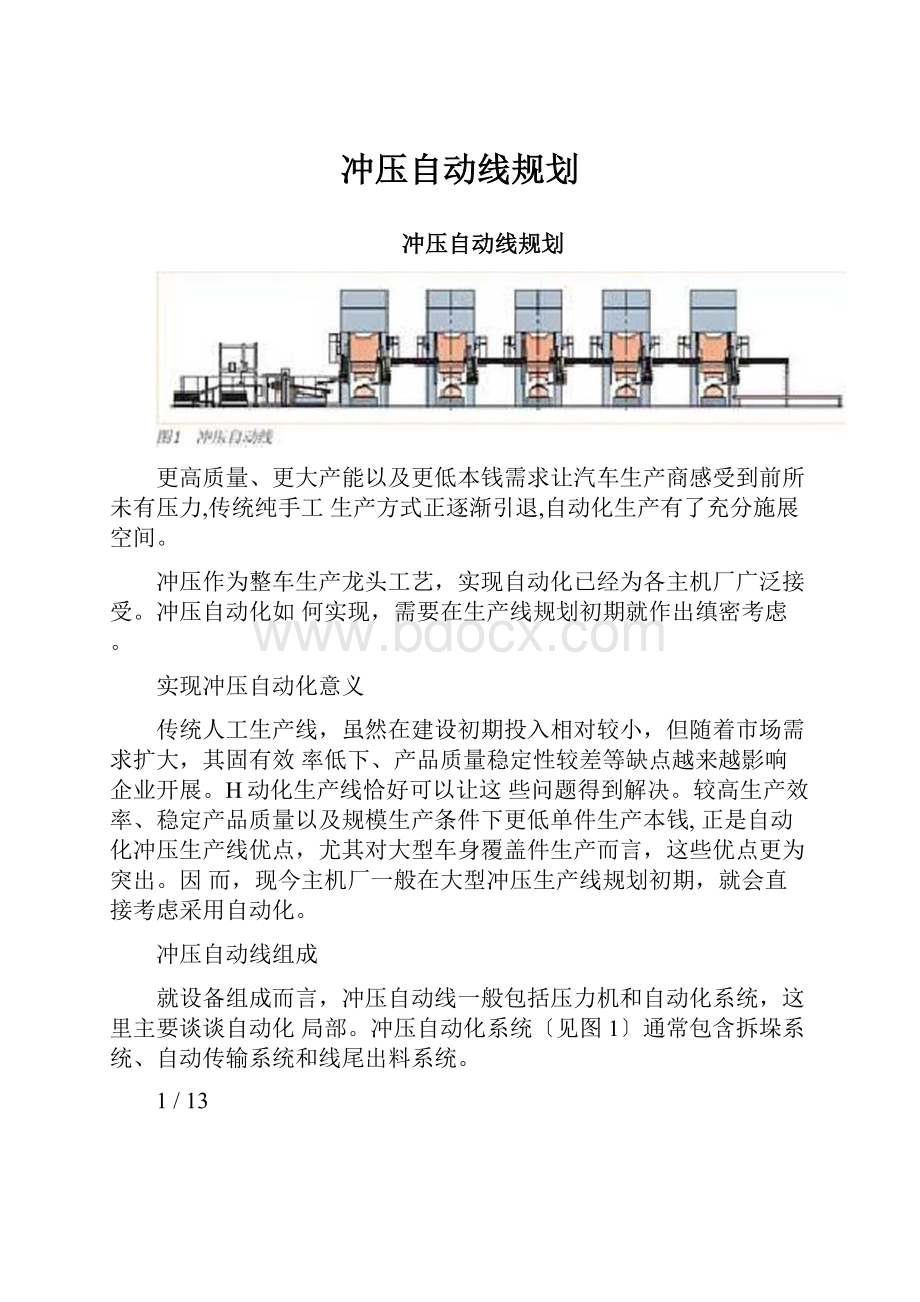
更高质量、更大产能以及更低本钱需求让汽车生产商感受到前所未有压力,传统纯手工生产方式正逐渐引退,自动化生产有了充分施展空间。
冲压作为整车生产龙头工艺,实现自动化已经为各主机厂广泛接受。
冲压自动化如何实现,需要在生产线规划初期就作出缜密考虑。
实现冲压自动化意义
传统人工生产线,虽然在建设初期投入相对较小,但随着市场需求扩大,其固有效率低下、产品质量稳定性较差等缺点越来越影响企业开展。
H动化生产线恰好可以让这些问题得到解决。
较高生产效率、稳定产品质量以及规模生产条件下更低单件生产本钱,正是自动化冲压生产线优点,尤其对大型车身覆盖件生产而言,这些优点更为突出。
因而,现今主机厂一般在大型冲压生产线规划初期,就会直接考虑采用自动化。
冲压自动线组成
就设备组成而言,冲压自动线一般包括压力机和自动化系统,这里主要谈谈自动化局部。
冲压自动化系统〔见图1〕通常包含拆垛系统、自动传输系统和线尾出料系统。
1/13
1.拆垛系统
一套完整冲压自动化拆垛系统主要包括2台轨道移动式上料小车〔每个上料小车上配备4〜8个活动可调磁力分张器通常为永磁铁,用于板料别离〕、拆垛手〔机械手或机器人〕、传送装置〔多为磁性皮带机〕、板料清洗机〔选项〕、板料涂油机〔选项〕、板料对中台及控制系统等组成,具体如图2所示。
当上料小车装载料垛〔可包括托盘〕由换垛位置回到拆垛位置后,板料由拆垛手从料垛拾取,通过传送装置穿过清洗机、涂油机送到达对中台。
板料经过对中定位后,便可开始后序冲压生产。
2.自动传输系统
自动传输系统用于各工序间毛坯或工件搬运传输。
传输机构主要有机械手和机器人两种。
随着冲压自动化技术不断进步,机械手自动传输机构形式也日新月异。
自动传输机构形式差异,也是目前冲压自动线不同形式主要区别所在。
上世纪末广泛应用平行四边型机械手结构目前已经逐步淘汰,取而代之是高速、稳定单臂或双臂横杆式传送机构。
瑞士GudelRobobeam、徳国前MWSpeedbar以及II本KomatsuH*TL系统中传输机构均是现今高速冲压自动线传输机构典型代表,如图3所示。
另外机器人传输方式由于自身特点独树一帜,在老线改造及速度较低、投入较少生产线中仍有一定应用空间。
3.线尾出料系统
线尾出料系统由出料输送带、照明、工件检验台、人工或自动装箱机构及控制系统等构成。
主要任务是将成品冲压件输送至适宜位置便于装箱〔或动装箱〕,并为冲压件检测提供条件。
少产品种类多
图4冲压线选型参号原那么
冲压自动线主要形式
目前冲压自动线形式主要有以下儿种:
1.“普通压力机+机器人传输〞形式
机器人传输形式柔性高,使用方便且本钱较低,但稳定性较差,速度相对较慢,不适合大批量高速生产。
2.“普通压力机+单臂机械手〞传输形式
单臂机械手传输形式由于本钱相对较低、具有一定灵活性,目前仍有一定开展空间。
3.“高速压力机+横杆式〞传输形式〔高速线〕
横杆式传输形式具有高速、高稳定性等特点,已经在大型覆盖件生产中得到广泛应用。
ms
4.“多工位压力机+步进式〞传输形式
多工位生产线已经有多年历史,传输方式已经由原来机械式传输演变为今天电子控制式传输,整体结构也由单一单滑块开展为单滑块、多滑块并存。
由于速度快、稳定性高,一直以来为各主机厂广泛使用。
尤其多滑块多工位,其特性根本与高速线接近。
各种冲压自动线特性比拟如表1所示。
冲压生产线规划选型原那么
选择什么样规模生产线,取决于需要生产什么样冲压件。
对于占汽车车身10%超大型冲压件,一般采用总吨位6000t以上冲压线;25%左右大中型冲压件,采用4000t左右冲压线;25%左右中型冲压件,采用2500t左右冲压线;其余40%左右中小件,根本采用1000t以下生产线。
至于冲压线采用什么形式,那么取决于需要生产冲压件种类及产量。
少品种小批量,通常采用普通人工线,而多品种大批量,那么适合采用高速冲压自动线。
图4所示为冲压线选型参考原那么。
冲压自动线产能核算
产能核算是冲压自动线规划最为关键环节之一,产能核算结果直接决定生产线投入数量,也就直接影响投资。
根据生产线选型结果,结合生产组织水平,参考前期及同行经验,可以获得生产线常用生产节拍〔spm〕、综合故障率〔由设备工装故障及生产组织等问题造成停线时间比例〕和单次换模时间。
另外,根据工厂生产管理实际情况,可以知道标准批量〔每批次生产件数〕、每日工作时间、日用餐停线时间和年工作天数。
假定这些己知参数和我们需要核算其他数值分别用字母表示如表2o
根据以上,不难得出方程:
6/13
h二(e-f)Xj/dj=aX[60-cXh/(e-f)]X(1-b)
解方程可以得出h=(e-f)X60X(1-b)Xa/[cXaX(l-b)+d]
这样,我们可以陆续得出需要知道其他数值〔如表2所示〕。
只要知道年产能,结合规划给定生产纲领和冲压件种类,便能很容易计算出需求生
产线数量。
3-口及虔〔fflO上KW8低点lap"
lui&e上井uan4•上第榷姓皿
in7f.卜料丁送瑕什空何
冲压自动线规划需考虑主要因素
冲压IH动线规划是个比拟复杂过程,除了上面提到产能核算,还有很多因素需要考虑。
1.是否采用同步技术
同步技术在冲压自动化领域应用已经得到广泛认可,它对提升生产节拍有着重要意义。
传统冲压自动化生产过程中,压机始终釆用“单次〞运行模式,下料手〔下料机械手/机器人〕需等到压机完成整个冲压循环滑块回到上死点停止后才开始动作,上料手〔上料机械手/机器人〕需等下料手退出压机工作区域后开始启动,而压机滑块又需等下料手完全退出压机工作区域后再开始下行,每个循环周期较长,从而直接影响整线生产节拍。
同步技术是指生产过程中,压机采用“连续〞运行模式,通过精确计算,让上下料手和压机滑块“同步〞启动,下料手在滑块回程上行到一定角度〔回到上死点前〕后便开始取件,上料手在滑块下行到一定角度前完成送件,在保证整个过程不出现干预情况下完成取送件动作。
同时为了保证下料手在完成取件后有足够时间将工件送入下道工序,相邻两台压机滑块运动过程中始终保持合理相位差,从而让上下料手可以工作周期相对加长。
尤其对于大批量大型覆盖件冲压生产而言,高速冲压自动线加同步技术比包括单滑块多工位在内其他方式有更为明显优势。
图5、图6所示为同步技术相关运动。
2.压机重点参数一滑块行程
生产线规划时,要考虑压机参数很多,其中滑块行程直接影响自动化实现可行性及难易程度,在规划时需重点关注。
滑块行程选择,与需要生产冲压件拉延深度、端拾器高度等直接有关。
规划时所确定滑块行程,必须保证上下料手抓取工件水平运动过程中端拾器与上模最低点及下模最高点保持足够平安空间〔见图7〕o
衣1各冲冲爪『|妙线待性比拟
墳目
讥翦人自动域
单眉机械手自动找
横杆氏加祕输術般
单条级白动化本钱
约1200万元
约2000万元
«J3000万元
約1500万元
坐产践單ft/SJNB
5-10
6亠12
10〜15
12-25
生产适用性
參品种•小批値
歹屆忡•中批■
多品种>人批亂
少品种•火批佩
生产宛活性
岛
一般
低
生产物圮性
低
一般
高
换槌IH何/口讣
15
15
5
5
运行棋式
0次
职次
连疾
对压机伍机何距
DMgAV
召〜9
•L$~7
/
ift块行R
小
枚大
大
大
皴枷.
大
夫
对揽貝的耍球
一般
较高
较応
适用范帼
纽改ift
g线改适・卿线
91线
新线
笈展趟势
一敵
TR
C成丈件生产主讹
11蚁中件生产主漁
根据图7,实现自动化生产,必须保证h2a+b+c+dlniin+d2min。
前期规划时,可以认为H二h+a(认为模具工作型面深度与冲压件拉延深度一致)。
根据行业经验,b通常取50mm,dl、d2最小一般为30〜50mm,c根据端拾器结构形式有一定区别。
如果生产冲压件最大拉延深度为200mm,c为150mm,dl、d2均取50mm,那么最小滑块行程应该为Hmin=h+a=2a+b+c+dl+d2=700(mm)。
如果模具结构中有比拟复杂斜楔机构,那么滑块行程应根据实际情况加大。
如果采用同步技术,那么滑块行程需进一步加大。
以上述数据为例,釆用同步技术时,滑块行程通常保证在900〜1000mm,当滑块上行至可实现自动化理论最小行程Hmin即700mm时,下料手便可进入压机工作区域取件。
由于大型覆盖件拉延深度大多超过200mm,所以,大型高速冲压自动线压机滑块行程一般在1000mm以上。
3.模具及端拾器结构形状
为了获得理更为想干预曲线,除了滑块行程、速度-加速度曲线等压机固有参数或固有特性需要重点考虑外,模具及端拾器结构形状,也应纳入考虑范畴。
合理模具及端拾器结构,能够有效弥补IH动化方面存在缺乏,从而提高冲压IH动化生产可行性。
表2产能核算参数及其计算公式
常用生产节拍/spm
a
常数
综合故障率
b
—常数—
单次换模时间/min
c
常数
标准批量/件
d
常数
日工作时间/h
e
常数
日用餐停线时间/h
f
年生产天数
g
常数
每日批次/换模次数
h
(e-f)X60X(1-b)Xa/
[aXcX(l-b)rd]
日故障停线时间/Mu
■
1
C(e-f)X60-cXhjXb
GSPH〔平均每小时件数〕
■J
dXh/(e-f)
设备开动率〔不讣用餐时间〕
ki
(e-f-cXh/607/
60)/(e-f)
日有效生产时间几
1
(e-f)Xkj
综合设备开动率〔计用餐时间〕
&
1/e
年生产件数
aX60X!
Xg
此外,模具设计时还应考虑以下内容:
同一生产线模具闭合高度相差不宜过大〔最好一致〕;下模尽可能装有制件到位传感器;模具安装槽位置尽量统一〔可以减少自动夹紧器数量,降低本钱〕;废料能够顺利排出工作台外〔局部排料困难位置加冲顶装置〕;成型类模具配备制件顶松装置〔如弹顶销或顶出气缸〕和防止出现较大斜楔机构,尽量多采用旋转斜楔。
4.对钢板料垛要求
与手动线相比,自动化冲压生产,对钢板毛坯料垛规整程度有更为严格要求。
如果料垛不够整齐,会造成磁力分张效果差〔易产生双料现象〕,拆垛手抓取板料位置不够准确等问题。
因此,自动线投入之前,为保证生产效率到达目标值,必须明确对钢板料垛要求。
5.对冲压件工艺排布要求
〔1〕同一件模具送料中心与生产线中心对应关系尽量一致;
〔2〕尽量减少制件传输过程中旋转,尤其高速冲压线及多工位,应防止制件绕Z轴旋转;
〔3〕同一件生产过程中送料面高度尽可能一致〔能够有效较少节拍损失〕。
6.对生产管理要求
〔1〕及时做好模具线下保养,减少在线维护时间;
〔2〕相邻生产批次模具闭合高度相差不大〔可以减少装模高度调整时间〕;
〔3〕毛坯及模具在生产批次切换前准备就绪;
〔4〕成品件及时转移;
〔5〕保持良好环境清洁度;
〔6〕设备操作和维护保养标准化。
结语
冲压自动线形式多样而复杂,每个子系统又可细分为很多不同类型。
本文主要从规划角度,重点说明冲压自动线产能核算、需考虑因素等,对自动线及其各子系统具体分类只作简单介绍,不作详细阐述。
市场需求不断开展,必然导致冲压自动线技术含量不断提升,冲压动线规划需要考虑因素也会不断变化。


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 冲压 自动线 规划
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《贝的故事》教案4.docx
《贝的故事》教案4.docx
-
《对韵歌》优秀教案8.docx
-
《函数yAsinωx+φ+P图象》wwwnet.docx
-
《静夜思》教学设计.docx
-
《汽车底盘构造与维修》题库与考核标准.docx
-
《世说新语》复习资料.docx
-
《我的服装我做主》教案设计.docx
-
《在品味情感中成长》教学片断设计.docx
-
11造价员《建设工程造价管理基础知识》精讲教程文件.docx
-
《不会叫的狗》教案 人教部编版1.docx
-
《操作系统》二学期A卷及答案.docx
-
《傅雷家书》名著阅读笔记.docx
-
《反不正当竞争法》下互联网平台封禁行为考辨以消费者用户合法权益保护为中心.docx
-
《化工原理》第六章蒸发.docx
-
《蓝海战略》概要11页.docx
-
《人生》读书心得.docx
-
《荷叶圆圆》公开课教案优秀教学设计26.docx
-
《科技出行研究报告》智能网联与新能源将变革未来汽车出行.docx
-
《272 向量的应用举例》导学案1.docx
-
《秋天》评课稿.docx
-
《电算化》第二章会计电算化的工作环境章节练习.docx
-
《室外给排水管道》施组.docx
-
《广东省建筑与装饰工程综合定额》计算规则.docx
-
《我多想去看看》教学.docx
-
《直通车车手基础认证》 考试答案 70题之欧阳育创编.docx
-
7天销量翻10倍皇冠卖家教您玩转最精准流量.docx
-
9 阿长和山海经.docx
-
《比例尺》教案.docx
-
《菜根谭》注译四闲适篇.docx
-
《福尔摩斯探案集》读后感15篇.docx
-
《红对勾》古代诗歌选择题答案补充.docx
-
《课堂密码》读后感及心得精选多篇.docx
-
运动会班主任总结4篇Word下载.docx
-
我国合同能源管理存在问题及措施Word下载.docx
-
小学语文二年级下册第七单元教学计划Word下载.docx
-
小学数学竞赛100题Word文件下载.docx
-
系统集成项目管理工程师教程学习笔记Word下载.docx
-
义务教育数学课程标准版Word格式文档下载.docx
-
农夫山泉企业战略管理Word文档下载推荐.docx
-
输煤专业试题库Word格式文档下载.docx
-
小型混凝土预制件加工场施工方案Word格式.docx
-
婺源考察报告Word格式文档下载.docx
-
某市自来水厂xx工业园区5万m3d自来水厂建设工程可行性实施报告Word文件下载.docx
-
学校奖学金评选办法3篇可参考Word文档下载推荐.docx
-
人教版小学英语三年级上册教案Word文档下载推荐.docx
-
软件工程课程设计学生信息管理系统Word下载.docx
-
项目管理试题及答案Word格式.docx
-
语文上册第三单元主要知识点教案Word格式.docx
-
文化环评Word格式.docx
-
人力资源部工作计划Word文档下载推荐.docx
-
统筹工作时间表文档格式.docx
