 控制图使用操作规程.docx
控制图使用操作规程.docx
- 文档编号:30161402
- 上传时间:2023-08-05
- 格式:DOCX
- 页数:41
- 大小:2.39MB
控制图使用操作规程.docx
《控制图使用操作规程.docx》由会员分享,可在线阅读,更多相关《控制图使用操作规程.docx(41页珍藏版)》请在冰豆网上搜索。
控制图使用操作规程
4内容
4.1控制图的定义:
控制图是对过程质量特性值进行测定、记录、评估,从而监察过程是否处于控制状态的一种用统计方法设计的图,图上有中心线CL、上控制限UCL、下控制限LCLo
4.2常规控制图的原理
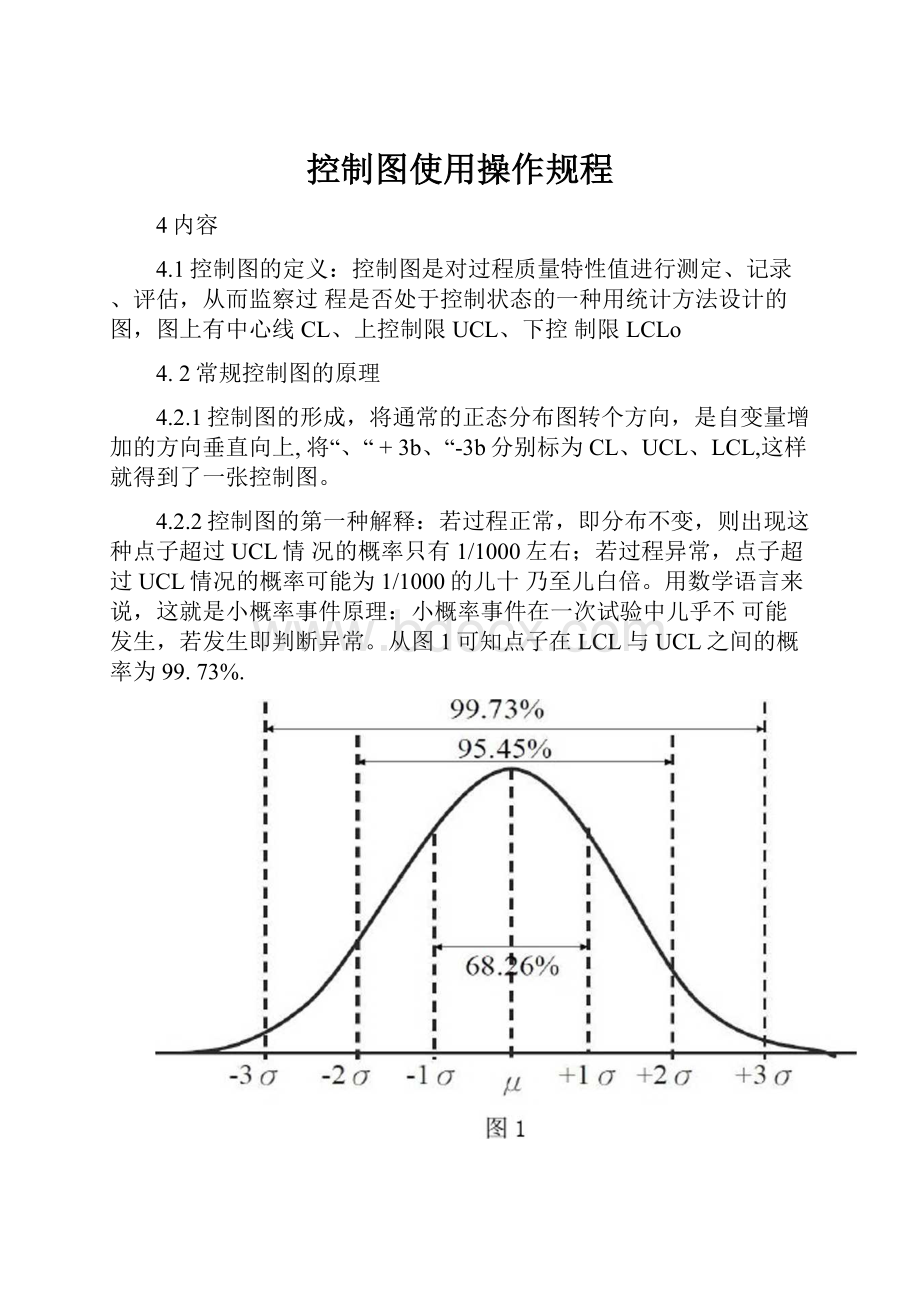
4.2.1控制图的形成,将通常的正态分布图转个方向,是自变量增加的方向垂直向上,将“、“+3b、“-3b分别标为CL、UCL、LCL,这样就得到了一张控制图。
4.2.2控制图的第一种解释:
若过程正常,即分布不变,则出现这种点子超过UCL情况的概率只有1/1000左右;若过程异常,点子超过UCL情况的概率可能为1/1000的儿十乃至儿白倍。
用数学语言来说,这就是小概率事件原理:
小概率事件在一次试验中儿乎不可能发生,若发生即判断异常。
从图1可知点子在LCL与UCL之间的概率为99.73%.
4.2.3控制图的第二种解释:
对质量产生的影响的因素按大小可分为:
偶然因素、与异常因素。
偶因是过程固有的,始终存在,对质量的影响微小,但难以除去;异因则非过程固有,有时存在,有时不存在,对质量的影响大,但不难出去。
若通过控制手段消除异因后,就只剩下偶因,这是正常波动,根据正常波动,应用统讣学原理设计出控制图相应的控制界限,当异常波动发生时,点子机会落在界外,因此点子频频出界就表明存在异常波动。
控制图上的控制界限就是区分偶然波动与异常波动的科学界限。
4.3常用术语
〃:
子组大小,常用子组中观测值得个数。
子组数。
XXXX有限公司
质址管理体系文件
X:
质量特性的观测值(可用XpX^X.,..表示单个观测值)。
X:
子组平均值。
T:
子组平均值得平均值。
“:
过程平均值的真值。
Me:
子组中位数,对于一组升序或降序排列的〃个子组观测值,当”为奇数时,Me为该组中间的那个数,当“为偶数时,Me为该组中间2个数的平均值。
尿:
中位数的平均值。
R:
子组极差,子组观测值中最大值与最小值之差(在单值图下,代表移动极差,即2个相邻的观测值差值的绝对值)。
斤:
极差平均值。
5:
子组标准差s=J工(X,-X)2
V72-1
b:
组内过程标准差的真值。
b:
组内过程标准差的估计值。
p:
子组不合格品率。
“:
子组不合格品数。
C:
子组不合格品数。
//:
子组单位产品不合格品数。
4.4三种常用统计分布与二个定理
1
——e“,xe(-cc,oo)
Q2兀b
4.4.1正态分布
fM=
4・4・2二项分布
其中g=l—八常记为(仏〃)・
4.4.3泊松分布
P(x=k)=—e",k=0J,2,3…
k\
常记为X~P
(2).
4.4.4中心极限定理:
设随机变量X1,X2,X3,...,相互独立且服从同一分布(可以
是任意分布)且具有数学期望和方差:
E(Xk)=//,D(Xj=
,一nn
4.4.5大数定律:
设随机变量X1,X2,X3_X;严.相互独立且具有数学期望和方差:
E(XJ=比D(Xk)=a2>0(keAT),作前“个随机变量的算术平均
_土Xk
X=—
n
则对于任意正数有:
limP{IX-//lvw}=l
“TOC
称片依概率收敛于“,记为:
X—
4.5统计控制状态
4.5.1所有的技术控制都有一个标准作为基准,若过程不处于此基准的状态,则必须立即釆取措施,将其恢复到此基准。
统讣过程控制也是一种控制,当然它也要采取一种标准作为其基础,这就是:
统计控制状态,或称稳态。
4.5.2统计控制状态,简称稳态,是指过程中只有偶因产生的变异状态。
4.6控制图的两类错误
4.6.1第一类错误(虚发警报):
过程正常,由于电子偶然超出界外而判异,于是犯了第一类错误,通常犯笫一类错误的概率记为a,笫一类错误将造成寻找根本存在的异因的损失。
4.6.2第二类错误(漏发警报):
过程异常,但仍会有部分产品,其质量特征值的数值大小仍位于控制界内。
如果抽取到这样的产品,点子仍会在界内,从而犯下了第二类错误。
通常犯笫二类错误的概率记为0。
笫二类错误将造成不合格品增加的损失。
4.6.3如何减少两类错误所造成的损失:
常规控制图共有三根线,一般正态分布控制图的中心CL居中固定,而上、下控制限UCL、LCL与CL平行,故只能调整UCL与LCL二者之间的间隔。
若此间隔距离增加,则a减小,0增大;反之a增大,0减小。
故无论如何调整上下控制限的间隔,两类错误都不可避免。
解决的办法是:
根据使两种错误造成的总损失最小的原则来确定UCL与LCL二者之间的最优间隔距离。
经验证明休哈特所提出的3b方式较好,在不少情况下,3b方式都接近最优间隔距离。
4.7分析用控制图与管理用控制图
4.7.1在应用控制图时,一开始,需要将非稳态的过程调整到稳态,这就是分析用控制图的阶段。
等到过程调整到稳态后,才能延长控制图的控制线作为管理用控制图,这就是管理用控制图阶段。
4.7.2分析用控制图主要分析以下两个方面
4.7.2.1所分析的过程是否处于统计控制状态?
4.7.2.2该过程的过程能力指数C”是否满足要求?
过程能力指数满足要求的状态称为技术稳态。
由于Cp值必须在统计•稳态下计算(C;的计算见4.11.1),故须先将过程调整到统讣稳态,然后再调整到技术稳态。
4.8常规控制图的判异准则,先将控制图分为6个区域,每个区域宽lb,分别标号为A、
B、C、C、B、A,具体判异准则见下图
准则3:
连续6点递增或递减
准则4:
连续14点相邻点上下交替
4.9绘制控制图的步骤(整体流程见图2)
4.9.1绘制控制图,在定性分析的基础上,认为生产处于受控状态,按规定抽取k>25
子组样本,绘制工序控制图。
4.9.2对控制图作诊断。
用量化的诊断标准判断生产是否确实处于统计控制状态。
4.9.3分析生产能力。
判断产品是否已达到规定的质量水平。
4.9.4使用控制图。
当4.9.2和4.9.3的检验都已通过,就可以把绘制的控制图转入实际应用。
4.9・5过程改进和调整控制图。
在控制图使用一段时间后,需要对控制限作调整,重
新绘制控制图。
图2
4.10儿种常规控制图的绘制
4.10.1控制图绘制的前提:
本公司所有控制图均采用软件Minitab绘制。
基于控制图的基本原理,要正确解释控制图,在绘制控制图时必须依据数据类型和实际情况选择合适
的控制图,在应用控制图之前应对数据分布进行检验,确保数据近似符合相对应控制图的统计分布。
4.10.2常规控制图的选择如图3
4.10.3计量值控制图
4.10.3.IX-5图,其统计基础为正态分布,故在使用此图前,应对数据进行正态性
检验,如果数据的分布有明显的偏移现象,必须用Box-Cox方法将数据转换为具有正态分
布特征。
4.10.3.1.1计算过程(以下表数据为例)
子组号
数据
平均值
标准差
X、
X.
■
X、
••♦
X”
1
X"
X|2
X|3
•••
X讣
5I
2
心
X”
——
X23
•••
X》
■
:
•••
:
•
k
X臥
Xk3
•••
X*n
UCL、=B&,C厶=「LCLS其中艮,艮的值可见附件1。
UCq=X+AiS>CL-=X,U—=X-A35,其中A的值见附件1。
4.10.3.1.2Minitab的实现(以“数据例子・xls”为例,具体操作见下图)。
Ctrl十0
Ctrl+S
:
文件CE)購©娠®计算©统计⑤图形⑹精
□新建迥)・・・
金打开项目
-H泾钗目⑤
将项目另存为项目说明(B)…
打开工作表妙•
悄保静前工作表©将当前工作鬆存为㈢”,
-T—
4.10.3.1.2.1打开aC:
\Users\Administrator\Desktop\数据例子.xls”。
4.10.3.1.2.2数据正态性检验先对数据进行堆积
C1
C2
C3
C4
C5
C6
C7
子组号
11
12
K3
K4
K5
7
167
】69
159
176
166
8
3S8
160
162
164
166
9
156
162
164
152
164
10
174
162
162
156
174
11
16$
174
166
150
166
12
M3
160
162
164
170
13
)65
】59
H1
】53
16】
14
】G4
166
164
170
164
15
)62
】58
154
168
172
16
158
162
150
164
152
17
151
158
154
181
168
166
J66
172
164
162
19
]70
170
166
160
160
20
168
)60
162
154
160
GIC2IC3IC4IC5"
□统计(9图形@)编辑器働工具①窗口凶轄助凹
1
<
基本统曲⑻
►
回归®
►
1«
方詁析(A)
►
DOE(D)
►
控制图©
A
卜
可彌生存(U
►
阍
笏变量(M)
►
3.C
时间序列⑸
卜
表格①
錢
非参数(W
卜
EDA(E)
►
3.C
功效和样本数量迪…
►
笔显示描述1強计(D).竜存储播述性统计⑸…g?
圏形化汇总◎…
iz单样本z(a・・・
1t单样本tw“・
2t双样本t②”.
t4配对t[P)...
单比率(R)・・・
双施Q…
gp单Poisson率
(1)…寿双样本Poisson率©,,•
a2单方差◎・•
,以上结果可能不再正确。
嗨双方差(a・・・
COR柜关©・・・cov汾方差(V)…
正态性检验皿•
X2Poisson分冇的拟合优度检验旧…
娈l(v):
|C7
百分位数线
Q无QD
「在Y值⑴:
|
「在数据值00:
|
疋态性检瞪
®knderson"Darling(A)
'•'Ryan-Joiner(R)(与Shapiro-Willc类似〉广Kolmog^rovSnirnc^v(K)
标题⑴:
|
确定〔0)
取消
此处有3种方法进行正态性检验,其中Q心沁皿湖方法最灵敬,若其对应的P>0.05则可认为数据近似符合正态分布,若“50.05时,可继续用「防才口吨「00和CKol^ogoro^S.irnovGO继续检验,若都通过,则也可认为数据近似符合正态分布。
(•Aaider£on"Dar1ingCA)检马令
Ioi-£3wi
柢态
的正
7
c
Ryan-Joiner(R)检验
習C7的概率图
C7的槪率團
正态
Kolmogorov-Smirnov(K)检验
C7的槪率禺
正态
4.10.3.1.2.3由上可知数据近似符合正态分布,可以继续绘制片-$图,操作如下:
0计算©统计⑤圏形(S)镯器Q)II©§n(W)
斟统⑥叵归但)方场忻®
DOE(D)
rl/511:
4KI>2)►
可希生存(!
)►
皱KM)►
a^iWJiS)►
表艳①►
非鳏㈣►
EDA(E)►
功数和样本数呈电)・"
Fl兼得有厌\Users\Admi/1/5
根据观测值的实际情况选择
dH圏!
E.&卜数
qkt口o\。
匕已
子组的变融刮图⑤
单團变呈控刮图①►雇性控制同®►
彌加魁制囹(D►多变軽制园勉►
衮Xbar-R(&l...
Xbar-S(A]...
黑I-MR-R/S(内)0)・・・
穿Xbar(Xl...譽R®-导S(S)...
益永娥◎・・
Xbar-S控制图
点$bar-S选项迥设置如下:
Xbar-S密制同选项
参数丨估计]S限制檎验I阶段丨甌-皿|显示丨存储]|执行迭定的特殊原因检验
P1个点,距离中心线大于K个标准差
▽连绫K点在中心线同一侧
J7连续K个点,全部递増或全部递减
p连续k个点,上下交諸
f?
K+1个点中有K个点,距离中心线(同妙大于2个标准差
FK+1个点中有K个自距离中心线(同妙大于1个标准差
R连续K个点,距离中心线(任-W1个标准差以内
”瞬釣頁伽甲;•閔柱二刪了.・天子丁举勰差
|123|
后面的数值参考4.8来填。
Xbar-S密制鬪选项
参数丨估计S限制]检验丨阶段丨甌-皿|显示|存储|
显示控制限在
标准差的这些倍数①:
占k•…杭签豆:
••:
••:
•…1输入控制图的标签,此处输入的是"X的控制图”。
Xbar-S锂制圏.标签
依次点确定,得到如下控制图:
「o||回||wp£3w|
从上图的情况,结合Minitab会话窗口显示的警告信息(如下图),可知第17点超出了上控制限,应查找异常原因,釆取描施加以纠正。
*誓告*如果使用新数拥更諦图形,以上结果可能不再正确。
XI,・・・,昨的Xbai-S控制圉
批号
1
2
3
•••
n
I
12
厶
•••
/”
MR
MR、
MR.
•••
叽1
©Xi,...f乂5的Xbar-S^Jg
CLmr=MR,UCLmr=D4MR9LCLmr=D,MR,其中D聋D_的值见附件1。
CL】=1,UCLl=7+E2MR,LCL]=7-耳莎,其中耳的值见附件lo
4.10.3.2.2Minitab的实现(以“水分含量.xls"为例,具体操作见下图)。
选择变量如下图:
单值移动极差控制囹
点上2巴更竺_」,其各项设置见下图:
I;g■]
羊值籟动换差控制图・送项
参数丨估计S限制|檢验丨阶段丨甌-皿|显示丨存储]
帮助I确定©I取消
单值移动极差控制图.送项
参数|估计]s限制检噓I阶段丨甌-皿]显示]存醋]
特殊原医
P1个点,距离中心线大于K个标准差F-
0连绫K点在中心线同一侧—
P连续K个点,全部递増或全部递咸—
F连续:
K个点,上下交诸厂
P紆1个点中有K个点,距离中心线(同侧)大于2个标准差厂
PK+1个点中有K个点,距离中心线(同侧)大于1个标准差厂P连绽K个点,距离中心线(任一侧)1个标准差以內戶一
"连绫K个点,距离中心线(任一侧)大于1个标准差—
帮助|确定Q)I取消
其数值见4.8。
得到如下控制图:
◎水分含星的I-MR控制图
水分含童的I-MR控制團
2953
1.0aQ
««蛭4
10
+SSL=4.45E
坨SLN.120*1SL=3.?
SS-
K=3.-45
-1SL=3.11&
-2SL=2.7S0
-SSL=2.445-
+SSL=1.2S4
+ZSL=0.949-
+1SL=O.853-
S=0.37S
-1SL=O.皈-3SL=C
4.10.4计件控制图
4.10.4.1p图,用于控制对象为不合格品率或合格品率等计数质量指标的场合,这要求"不变。
4.10.4.1.1/7图的计算,因为"图的统计基础是二项分布,若过程的参数卩未知,则需对其估计,由4.4.5可知:
A-
/=]
<=1
p图的控制线为:
-,Q!
"(1-")厂F—jjr.r—Q"(1—")
UCLp=p+3*—,CLpQp,UCLp=p-\—
关于卩的两点说明
4.10.4.1.1.1若每个子组的大小山都相等,将其记为“,若几(给定标准值)或万很
小,则要选样本量充分大,使得每个子组平均有一个不合格品,通常取:
15严15
—— 1儿几PP 4.10.4.1.1.2若山不全等,当件变化在其目标值25%以内,可采用单一的平均子组大小的一组控制线;当卩变化较大时,可采用标准化变量的方法,不点绘卩值,而改为点绘标准化乙值,当给定标准值几时: P_Po \/Po(l-几)/% 半未给定标准值时: 1Ja>(i-万)/彼 这样,中心线和控制线与心无关,即: UCLp=3、CLp=O、LCLp=_3 具体操作如下: 4.10.4.1.2Minitab的实现(以“不合格数据.xlsn为例), 功效印样本数星(£)・・・》 4.10.5计点值控制图 4.10.5.1c图,适用于一部机器,一个部件,一定的长度,一定的面积或任何一定的 单位中所出现的不合格数口,如布匹上的疵点数、铸件上的砂眼数等等。 4.10.5.1c图的计算(以下表数据为例) 盘号 1 2 3 ••• n 疵点数 5 ••• Cn CLc=c,UCLe=2+3乔,LCLc=? -3長、由于下控制限不可能为负值,若LCLc<0, 则不标出下控制限。 4.10.5.2Minitab的实现(以“疵点数据.xls”为例),具体过程如下: 统计⑸囹形⑥编皤器⑼工貝①窗口血答助(H) 辭统站⑹回归® 方差分析® DOE(D) : 5gSLMCQ)► 可靠回生存①► 多变星(M)► 时间弱! 1⑸► 瑚CD► 非套沁► EDA⑥► 功效和样本涯住)・・・卜 司X|Q吓T口O\£ 子组的变星控制圏⑸►单值的变屋控制图①► 时间加权控制图(D寡变量控制圏(M) 詈P(P)...醤NP(N)...旨 c控制图I— 尺度⑤…|标签(L)…| 多图形趣)•…|数振迭项@)•…|c控制图选I页②)•…: 迭择 帮助 确定①|取消 点」控制圏选项②「L设置如下: 得到如下控制图: 4.11过程能力分析,当一个过程处于统计控制状态,过程的现在和未来的状态是可以预测的,也即意味着该过程可以连续生产,这时就要确定其是否有能力生产出满足规格的产品,即需要讣算过程能力指数。 过程能力分析必须在控制图判稳后方可进行。 4.11.1过程能力的计算公式 4.11.1.1双侧公差限过程能力指数的计算公式 Tu-Tl_T 其中可用<7=—代替,L和q可用如下公式计算: k l~T~厂G)严, C4=J—,r(x)=f产'「山 1_i厂("_i)l} 2丿 4.11.1.2单侧公差限过程能力指数的计算公式 4.11.1.2.1只有上限要求,而对下限没有要求,则过程能力指数计算如下: 4.11.1.2.2只有下限要求,而对上限没有要求,则过程能力指数计算如下: 上式中的“可用乂估计,O■可用S•或b估计,b的计算见4.11.1. 4.11.1.3有偏移情况的过程能力指数 当产品质量特性分布的均值“与公差中心M不重合,即有偏移时,不合格品率必然增大q降低,上式所计算的过程能力指数不能反映有偏移的实际情况,需要加以修正,记修正后的过程能力指数为C”,汁算公式如下: cpk=nin(Cptr,CpJ 4.11.1.4过程能力指数值的评价参考 Cp值的范围 级别 过程能力的评价参考 ^>1.67 I 过程能力过高(应视具体情况而定)。 1.33 II 过程能力充分,表示技术管理能力已很好,应继续维持。 1.00 III 过程能力充足,但技术管理能力较勉强。 0.67 IV 过程能力不足,表示技术管理能力已很差,应采取措施立即改善。 Cp<0.67 V 过程能力严重不足,表示应采取紧急措施和全而检査,必要时可停工整顿。 4.11.2过程能力分析的Minitab实现 4.11.2.1正态分布型过程能力分析(有X-5图,I-MR图等,以“数据例子2.xls” 为例,且已知=140,7^=180)o 4.11.2.1.1绘制X-5图,由于数据是数值型,可选用X-s,方法见4.10.3.1得如 下控制图: ©XI,….X5的Xbar-S控制囹 XI,...,X5的Xbar-s控制图 ■■IIIIIIII 5791113-1517192123 *3SL=11.06十20LT.14+1SL=7・22S=5.3O-1SL=3-.37-2SL=1.45 -351=0 依据4.8的判异准则,可知戸图和s•图均稳定,可以开始过程能力分析,具体如下: 相关设置如下: 检验 异常原因檢验(濟认定文) 庁进行所有4项检噓(A) 「不执行检验血 r选择要琏行的特走检验© K1个点,距离中心线超过3个标: 隹差(P) F连续9点在中心线同一侧曲) F行內连续6点,全部递增或全部递减(8〕 F行内连续W点上下交错⑺ 帮助I确走®I取消I 4.11.2.3泊松分布型过程能力分析(有c图,"图等,以“疵点数ffi.xls"为例) 先做出c图如下: ©疵点数的c控制囹 可知c图稳定,可继续过程能力分析,具体操作如下: 2) 统计(£)囹形9)棊本统计量(B)回归®方差分析®DOE(D)按制圉g 编辑器(D)TMCD裔口曲帮助(H) 玄常1KJ®B①勺SI左]也QEIB魅 三JI 运行囹迟)…1・二Pareto胃(R)»目果O… 具(Q) 可靠W生存CD► 多亞星(M)► 时间序列(£)► 表槓①► 非參数空► EDA(E)► 功效紺样本数星 (2)..•► 穴Johnson ••• CapabilitySixpackCS)► 星具硏気(£) 1/H1正志(N)…閑袒间/袒内(D…慣1非正态(D・・・ 乞雇性一致性分析心)・・・ 幺寡变星(正志)(M)-.因名变星(非正态)00... 设置如下: 心多变异囹(M)・・・ 对称图QD… Poisson(03.>.


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 控制 使用 操作规程
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 #2机组现场施工用电布置措施.docx
#2机组现场施工用电布置措施.docx
-
《个人贵金属质押借款合同》兴业银行.docx
-
《科学发展观和小康社会的经济建设》复习导学案.docx
-
《我和祖父的园子》第一课时教案两篇word.docx
-
《质量》教学案例与设计.docx
-
2惠农小册子.docx
-
7A版个人与团队模拟考试题及答案.docx
-
10篇新部编四年级下册语文课内外阅读理解专项练习题及答案.docx
-
16初四物理热和能知识点总结精讲.docx
-
20XX社会语言经典语录流行风暴.docx
-
48篇教学案例分析报告题.docx
-
《电子工厂安全管理制度汇总》.docx
-
《机械制造课程设计》指导.docx
-
《钱学森》教案第二课时.docx
-
《边城》读后感5篇.docx
-
《固定式压力容器安全技术监察规程》.docx
-
《论雷峰塔的倒掉》.docx
-
《手术台就是阵地》教学设计三年级语文下册.docx
-
《夏洛的网》课外阅读教学设计.docx
-
《自己的花是让别人看的》教案.docx
-
3C检查表090429.docx
-
7客运专线CRTSⅡ型板式无砟轨道施工工法.docx
-
《笔算除法》课时教案设计.docx
-
11#楼高大模板支撑体系专项方案.docx
-
17科学分析经济形势.docx
-
《电流和电路》易错题精讲综合检测题与答案.docx
-
《会计信息系统》习题含答案.docx
-
《汽车电器设备与维修》发电机分教考分离试题及标准答案.docx
-
《四川省排污许可证管理暂行办法》.docx
-
《新编实用英语》教案第一册Unit.docx
-
0母版锅炉值班员计算题WORD版.docx
-
3年级下册英语单词记忆人教版.docx
-
质量环境安全计划保证措施.docx
-
祝姐姐生日快乐的经典句子.docx
-
智慧树知道网课《Python数据分析与数据可视化》课后章节测试满分答案.docx
-
专题2+语法填空二语法复习.docx
-
中班礼仪教案爱护文具.docx
-
篆刻.docx
-
中国共产党纪律处分条例试题.docx
-
中国网二十四节气养生之立秋养生.docx
-
资金集中支付管理办法.docx
-
自来水厂技术标.docx
-
中化泉州项目交工资料编制指南.docx
-
中考化学专题题测试中和反应及溶液酸碱度与PH的关系.docx
-
综合管理部管理手册.docx
-
中考英语意思相近用法却不同的近义词汇总.docx
-
组织部办公室装修策划.docx
-
最全图书资料初中级专业技术职务水平测试题库.docx
-
中秋节给领导的祝福语祝福语.docx
-
最新安徽省合肥市高三第三次教学质量检测生物.docx
-
中小学教师培训心理健康教育专题讲座精讲只是分享.docx
