 设计轴承座的机械加工工艺规程和机床夹具设计工序卡片.docx
设计轴承座的机械加工工艺规程和机床夹具设计工序卡片.docx
- 文档编号:30090120
- 上传时间:2023-08-04
- 格式:DOCX
- 页数:26
- 大小:118.45KB
设计轴承座的机械加工工艺规程和机床夹具设计工序卡片.docx
《设计轴承座的机械加工工艺规程和机床夹具设计工序卡片.docx》由会员分享,可在线阅读,更多相关《设计轴承座的机械加工工艺规程和机床夹具设计工序卡片.docx(26页珍藏版)》请在冰豆网上搜索。
设计轴承座的机械加工工艺规程和机床夹具设计工序卡片
南昌航空大学
机械加工工序卡片
产品型号
零件图号
产品名称
零件名称
轴承座
共
15
页
第
1
页
车间
工序号
工序名称
材料牌号
金工
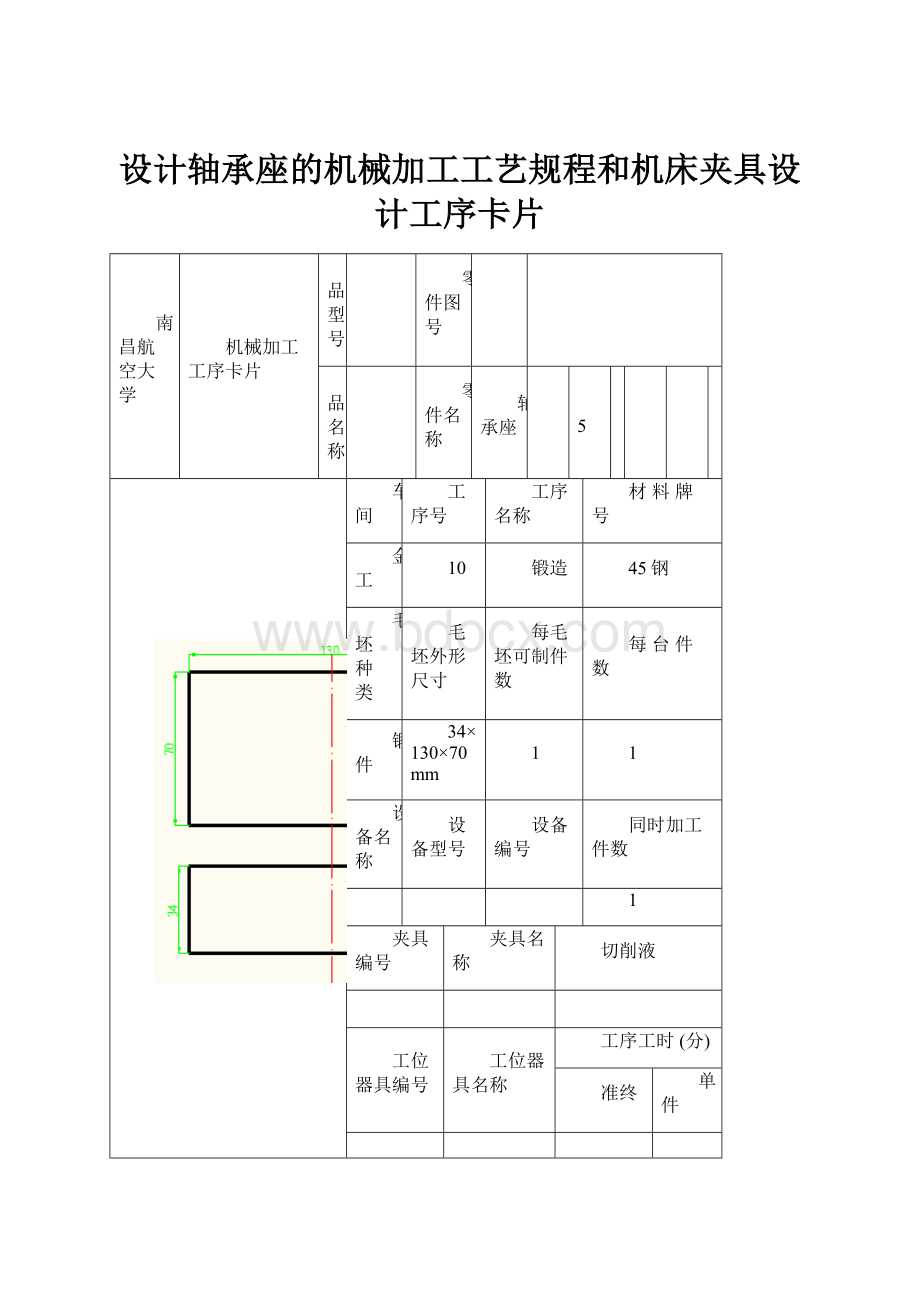
10
锻造
45钢
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
锻件
34×130×70mm
1
1
设备名称
设备型号
设备编号
同时加工件数
1
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
基本
辅助
1
锻造毛坯块钢40×112×72mm
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改
文件号
签字
日期
标记
更改
文件号
签字
日期
南昌航空大学
机械加工工序卡片
产品型号
零件图号
产品名称
零件名称
轴承座
共
15
页
第
2
页
车间
工序号
工序名称
材料牌号
金工
20
粗铣
45钢
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
锻件
34×130×70mm
1
1
设备名称
设备型号
设备编号
同时加工件数
铣床
X61
1
夹具编号
夹具名称
切削液
端面专用夹具
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
基本
辅助
1
粗铣轴承座前端面B
专用夹具装夹,三面刃圆盘铣刀
235
92.3
0.13
2
1
2
粗铣轴承座前端面A
专用夹具装夹,三面刃圆盘铣刀
235
92.3
0.13
2
1
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改
文件号
签字
日期
标记
更改
文件号
签字
日期
南昌航空大学
机械加工工序卡片
产品型号
零件图号
产品名称
零件名称
轴承座
共
15
页
第
3
页
车间
工序号
工序名称
材料牌号
金工
30
粗铣
45钢
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
锻件
34×130×70mm
1
1
设备名称
设备型号
设备编号
同时加工件数
铣床
X61
1
夹具编号
夹具名称
切削液
端面专用夹具
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
基本
辅助
1
粗铣轴承座上表面C
专用夹具装夹,三面刃圆盘铣刀
235
92.3
0.14
3
1
2
粗铣轴承座下表面D
专用夹具装夹,三面刃圆盘铣刀
235
92.3
0.13
2
1
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改
文件号
签字
日期
标记
更改
文件号
签字
日期
南昌航空大学
机械加工工序卡片
产品型号
零件图号
产品名称
零件名称
轴承座
共
16
页
第
4
页
车间
工序号
工序名称
材料牌号
金工
30
粗铣
45钢
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
锻件
34×130×70mm
1
1
设备名称
设备型号
设备编号
同时加工件数
铣床
X61
1
夹具编号
夹具名称
切削液
端面专用夹具
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
基本
辅助
1
粗铣轴承座左边端面
专用夹具装夹,三面刃圆盘铣刀
235
92.3
0.14
3
1
2
粗铣轴承座右边端面
专用夹具装夹,三面刃圆盘铣刀
235
92.3
0.13
2
1
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改
文件号
签字
日期
标记
更改
文件号
签字
日期
南昌航空大学
机械加工工序卡片
产品型号
零件图号
产品名称
零件名称
轴承座
共
16
页
第
5
页
车间
工序号
工序名称
材料牌号
金工
40
粗铣
45钢
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
锻件
34×130×70mm
1
1
设备名称
设备型号
设备编号
同时加工件数
铣床
X61
1
夹具编号
夹具名称
切削液
端面专用夹具
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
基本
辅助
1
粗铣轴承座上部左边端面E
专用夹具装夹,三面刃圆盘铣刀
235
92.3
0.13
3.5
7
2
粗铣轴承座上部右边端面F
专用夹具装夹,三面刃圆盘铣刀
235
92.3
0.13
3.5
7
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改
文件号
签字
日期
标记
更改
文件号
签字
日期
南昌航空大学
机械加工工序卡片
产品型号
零件图号
产品名称
零件名称
轴承座
共
16
页
第
6
页
车间
工序号
工序名称
材料牌号
金工
50
粗铣
45钢
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
锻件
34×130×70mm
1
1
设备名称
设备型号
设备编号
同时加工件数
铣床
X61
1
夹具编号
夹具名称
切削液
端面专用夹具
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
基本
辅助
1
粗铣轴承座上部分使之厚度达到18mm
专用夹具装夹,三面刃圆盘铣刀
235
92.3
0.13
3
4
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改
文件号
签字
日期
标记
更改
文件号
签字
日期
南昌航空大学
机械加工工序卡片
产品型号
零件图号
产品名称
零件名称
轴承座
共
16
页
第
7
页
车间
工序号
工序名称
材料牌号
金工
60
粗铣
45钢
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
锻件
34×130×70mm
1
1
设备名称
设备型号
设备编号
同时加工件数
铣床
X61
1
夹具编号
夹具名称
切削液
端面专用夹具
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
基本
辅助
1
粗铣轴承座上部分左边斜面
专用夹具装夹,三面刃圆盘铣刀
235
92.3
0.13
2.5
5
2
粗铣轴承座上部分右边斜面
专用夹具装夹,三面刃圆盘铣刀
235
92.3
0.13
2.5
5
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改
文件号
签字
日期
标记
更改
文件号
签字
日期
南昌航空大学
机械加工工序卡片
产品型号
零件图号
产品名称
零件名称
轴承座
共
16
页
第
8
页
车间
工序号
工序名称
材料牌号
金工
70
热处理
45钢
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
锻件
34×130×70mm
1
1
设备名称
设备型号
设备编号
同时加工件数
1
夹具编号
夹具名称
切削液
端面专用夹具
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
基本
辅助
1
调制处理265HBS
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改
文件号
签字
日期
标记
更改
文件号
签字
日期
南昌航空大学
机械加工工序卡片
产品型号
零件图号
产品名称
零件名称
轴承座
共
16
页
第
9
页
车间
工序号
工序名称
材料牌号
金工
80
精铣
45钢
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
锻件
34×130×70mm
1
1
设备名称
设备型号
设备编号
同时加工件数
卧式铣床
X52K
1
夹具编号
夹具名称
切削液
端面专用夹具
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
基本
辅助
1
半精铣工件底面,使工件底面厚度达到15.5mm
专用夹具装夹,三面刃圆盘铣刀
300
117.75
0.08
0.5
1
2
精铣工件底面,使工件底面厚度达到15.2mm
专用夹具装夹,三面刃圆盘铣刀
300
117.75
0.08
0.3
1
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改
文件号
签字
日期
标记
更改
文件号
签字
日期
南昌航空大学
机械加工工序卡片
产品型号
零件图号
产品名称
零件名称
轴承座
共
16
页
第
10
页
车间
工序号
工序名称
材料牌号
金工
90
精磨
45钢
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
锻件
34×130×70mm
1
1
设备名称
设备型号
设备编号
同时加工件数
磨床
M1423B
1
夹具编号
夹具名称
切削液
端面专用夹具
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
基本
辅助
1
精磨工件底面,是工件底部厚度达到15mm,表面粗糙度Ra1.6
专用夹具装夹,三面刃圆盘铣刀
300
117.75
0.08
0.2
1
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改
文件号
签字
日期
标记
更改
文件号
签字
日期
南昌航空大学
机械加工工序卡片
产品型号
零件图号
产品名称
零件名称
轴承座
共
16
页
第
11
页
车间
工序号
工序名称
材料牌号
金工
100
镗孔
45钢
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
锻件
34×130×70mm
1
1
设备名称
设备型号
设备编号
同时加工件数
镗床
T68
1
夹具编号
夹具名称
切削液
端面专用夹具
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
基本
辅助
1
在距离底面29mm处的工件中心扩孔至Φ44
专用夹具装夹
630
19
0.41
44
1
2
半精镗轴承孔至Φ46
专用夹具装夹
200
12
0.5
2
1
3
精镗轴承孔至Φ47
专用夹具装夹
200
12
0.5
0.5
2
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改
文件号
签字
日期
标记
更改
文件号
签字
日期
南昌航空大学
机械加工工序卡片
产品型号
零件图号
产品名称
零件名称
轴承座
共
16
页
第
12
页
车间
工序号
工序名称
材料牌号
金工
110
钻孔
45钢
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
锻件
34×130×70mm
1
1
设备名称
设备型号
设备编号
同时加工件数
摇臂钻床
Z3205
1
夹具编号
夹具名称
切削液
端面专用夹具
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
基本
辅助
1
在工件底座钻两个通孔,保证尺寸要求
专用夹具装夹
630
19
0.41
44
1
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改
文件号
签字
日期
标记
更改
文件号
签字
日期
南昌航空大学
机械加工工序卡片
产品型号
零件图号
产品名称
零件名称
轴承座
共
16
页
第
13
页
车间
工序号
工序名称
材料牌号
金工
120
镗孔
45钢
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
锻件
34×130×70mm
1
1
设备名称
设备型号
设备编号
同时加工件数
磨床
T68
1
夹具编号
夹具名称
切削液
端面专用夹具
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
基本
辅助
1
和两个Φ9通孔同圆心扩尺寸Φ13孔,深3mm
专用夹具装夹
630
19
0.41
4
1
2
将两个孔半精镗至Φ14
专用夹具装夹
200
12
0.5
0.5
2
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改
文件号
签字
日期
标记
更改
文件号
签字
日期
南昌航空大学
机械加工工序卡片
产品型号
零件图号
产品名称
零件名称
轴承座
共
16
页
第
14
页
车间
工序号
工序名称
材料牌号
金工
130
去毛刺
45钢
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
锻件
34×130×70mm
1
1
设备名称
设备型号
设备编号
同时加工件数
平口虎钳
1
夹具编号
夹具名称
切削液
端面专用夹具
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
基本
辅助
1
倒钝去毛刺
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改
文件号
签字
日期
标记
更改
文件号
签字
日期
南昌航空大学
机械加工工序卡片
产品型号
零件图号
产品名称
零件名称
轴承座
共
16
页
第
15
页
车间
工序号
工序名称
材料牌号
金工
130
发黑
45钢
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
锻件
34×130×70mm
1
1
设备名称
设备型号
设备编号
同时加工件数
1
夹具编号
夹具名称
切削液
端面专用夹具
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
基


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 设计 轴承 机械 加工 工艺 规程 机床 夹具 工序 卡片
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《贝的故事》教案4.docx
《贝的故事》教案4.docx
-
《对韵歌》优秀教案8.docx
-
《函数yAsinωx+φ+P图象》wwwnet.docx
-
《静夜思》教学设计.docx
-
《汽车底盘构造与维修》题库与考核标准.docx
-
《世说新语》复习资料.docx
-
《我的服装我做主》教案设计.docx
-
《在品味情感中成长》教学片断设计.docx
-
11造价员《建设工程造价管理基础知识》精讲教程文件.docx
-
《不会叫的狗》教案 人教部编版1.docx
-
《操作系统》二学期A卷及答案.docx
-
《傅雷家书》名著阅读笔记.docx
-
《反不正当竞争法》下互联网平台封禁行为考辨以消费者用户合法权益保护为中心.docx
-
《化工原理》第六章蒸发.docx
-
《蓝海战略》概要11页.docx
-
《人生》读书心得.docx
-
《荷叶圆圆》公开课教案优秀教学设计26.docx
-
《科技出行研究报告》智能网联与新能源将变革未来汽车出行.docx
-
《272 向量的应用举例》导学案1.docx
-
《秋天》评课稿.docx
-
《电算化》第二章会计电算化的工作环境章节练习.docx
-
《室外给排水管道》施组.docx
-
《广东省建筑与装饰工程综合定额》计算规则.docx
-
《我多想去看看》教学.docx
-
《直通车车手基础认证》 考试答案 70题之欧阳育创编.docx
-
7天销量翻10倍皇冠卖家教您玩转最精准流量.docx
-
9 阿长和山海经.docx
-
《比例尺》教案.docx
-
《菜根谭》注译四闲适篇.docx
-
《福尔摩斯探案集》读后感15篇.docx
-
《红对勾》古代诗歌选择题答案补充.docx
-
《课堂密码》读后感及心得精选多篇.docx
-
小学科学三年级上册全册.docx
-
相位差检测电路.docx
-
我对低碳经济与低碳生活的认识.docx
-
基于单片机的电阻炉温度控制系统开题报告报告毕业设计开题报告1.docx
-
山东消耗量定额.docx
-
写景古诗大全.docx
-
5套打包翼教版小学三年级语文上期末考试单元检测试题含答案解析.docx
-
食品安全PRPOPRP和HACCP三者间的关系和区别.docx
-
医生年终个人工作总结通用10篇.docx
-
20XX护士工作总结及工作计划.docx
-
完整版平面直角坐标系大题doc.docx
-
护理美学试题B.docx
-
小区竣工综合验收项数及前置条件.docx
-
《咏柳》的教学设计通用5篇.docx
-
校园水果店.docx
-
河北省建筑工程竣工报告和验收报告填写范例.docx
-
新时代好少年事迹材料5篇.docx
-
吉林省松原市宁江区八年级上册期末物理试题有答案.docx
-
陈信元主编高级财务会计第五章企业集团内部的长期资产业务.docx
