 手机结构设计经验总结.docx
手机结构设计经验总结.docx
- 文档编号:30071272
- 上传时间:2023-08-04
- 格式:DOCX
- 页数:63
- 大小:320.10KB
手机结构设计经验总结.docx
《手机结构设计经验总结.docx》由会员分享,可在线阅读,更多相关《手机结构设计经验总结.docx(63页珍藏版)》请在冰豆网上搜索。
手机结构设计经验总结
手机结构设计经验总结
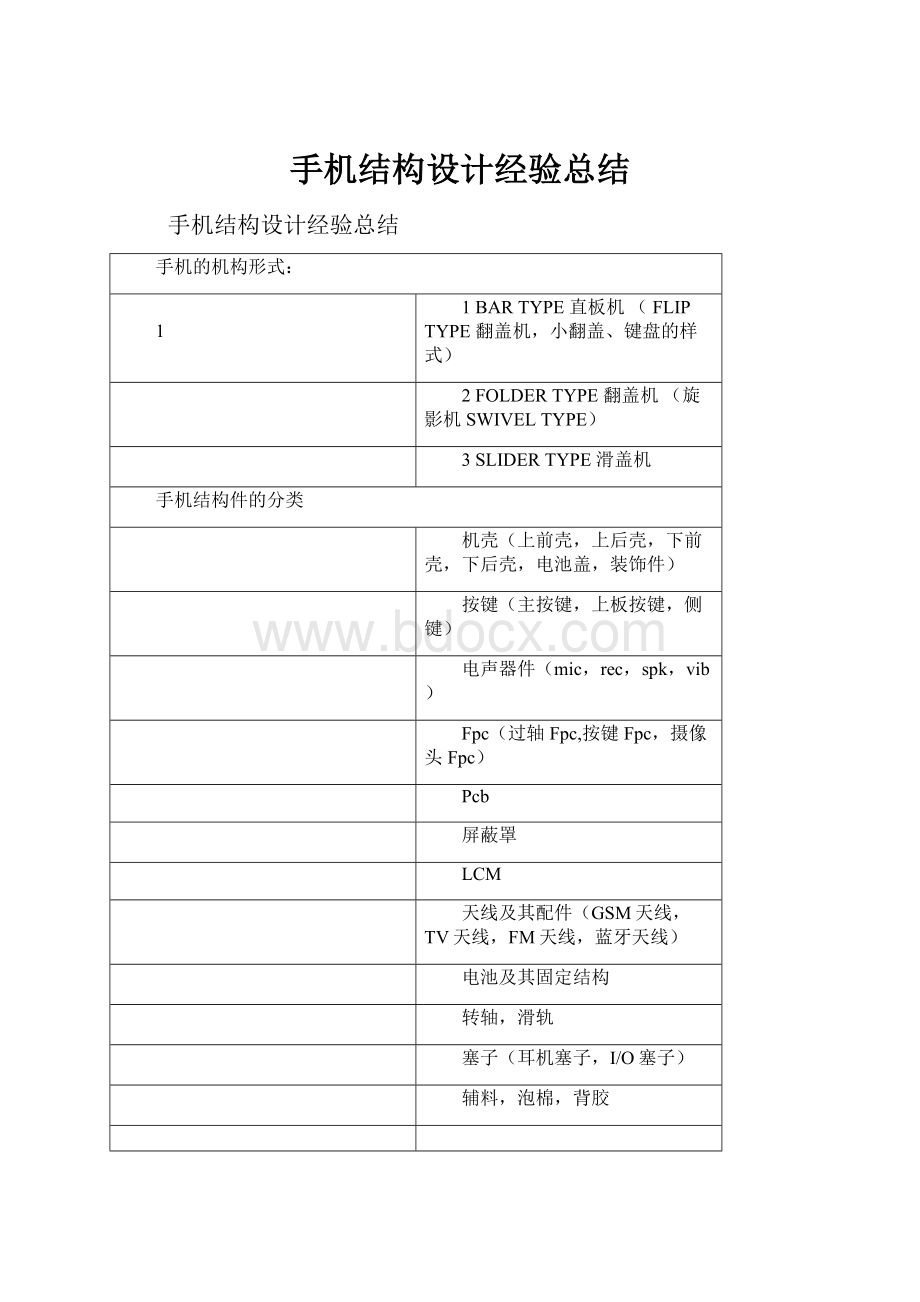
手机的机构形式:
1
1BARTYPE直板机(FLIPTYPE翻盖机,小翻盖、键盘的样式)
2FOLDERTYPE翻盖机(旋影机SWIVELTYPE)
3SLIDERTYPE滑盖机
手机结构件的分类
机壳(上前壳,上后壳,下前壳,下后壳,电池盖,装饰件)
按键(主按键,上板按键,侧键)
电声器件(mic,rec,spk,vib)
Fpc(过轴Fpc,按键Fpc,摄像头Fpc)
Pcb
屏蔽罩
LCM
天线及其配件(GSM天线,TV天线,FM天线,蓝牙天线)
电池及其固定结构
转轴,滑轨
塞子(耳机塞子,I/O塞子)
辅料,泡棉,背胶
堆叠厚度
1.外镜片空间0.95mm,
2.外镜片支撑壁0.5mm
3.小屏衬垫工作高度0.2mm
4.LCD大屏玻璃到小屏玻璃最大厚度
5.大屏衬垫工作高度0.2mm
6.内镜片支撑壁0.5mm
7.内镜片空间0.95mm,
8.上翻盖和下翻盖之间的间隙0.4mm
9.下前壳正面厚度1.0mm
10.主板和下前壳之间空间1.0mm
11.主板厚度1.0mm,主板的公差1.0以下+/-0.1,1.0以上+/-10%t
12.主板后面元器件的高度(含屏蔽罩)
13.元器件至后壳之间的间隙0.2mm
14.后壳的厚度0.8mm
15.后壳与电池之间的间隙0.1mm
16.电池的厚度:
0.6mm外壳厚度+电芯膨胀厚度+0.4底板厚度(塑胶壳)『或0.2mm钢板厚度』
尺寸分布关系
Speaker,Receiver,Vibrator,Camera和LCD之间的尺寸:
1、一般LCD会通过挡筋挡背光外框或LCMPCB板边的形式来定位,器件之间一般留0.6~0.8mm间隙(可放置定位筋);
2、LCD的厚度一般在5mm左右,2in1SPK的一般在5mm以内,单向发声的一般在4mm以内,vibrator在3.7mm,camera有6mm(30万象素),7mm(130万象素),8.5mm(200万象素)。
因此在高度放置方面一般先将器件底面和LCD的大屏齐平。
在造型完成后在根据需要适当微调
LCD主屏到主板的距离:
1、主板泡棉的厚度0.2mm(压缩后),0.5mm(压缩前);
2、下后壳壳体厚度0.5mm(LCD处);
3、镜片双面胶厚度0.2mm;
4、镜片的厚度0.8mm;(一般)
5、上后壳与下前壳间隙0.4mm;
6、键盘的结构尺寸:
0.9mm高度+0.3mm唇边+0.3mm硅胶层+0.3mmDOME柱;
7、键盘和DOME之间的间隙0.05mm;
8、DOME的高度0.3mm
MainBoard部份:
1
天线焊盘的位置,封装,以及方向
2
元件之间的距离不能以元件本身为准,而要以元件焊盘为准,避免焊盘干涉;大的机电件焊盘与焊盘之间间距最少0.3mm
3
SPK,REV,MOTO,MIC等在PCB上的焊盘位置,需标出“+,-”(或只标出正);焊盘不要采用直径1.0mm的圆的方式,很难焊接。
要采用长方形焊盘
4
主板Z方向上必须做卡扣扣PCB;按键板要做到前顶后压,防止按键锁死或下陷。
PCB与壳体前顶后压点≥6处(上中下BOSS),注意前顶后压得位置要对应起来,防止板子扭曲
5
主板XY方向上能否定位恰当;主板BOSS孔与前壳BOSS间隙0.1mm,如果是铜螺母是超声热熔或者镶件方式嵌在前壳BOSS内,那主板与boss间隙可以在0.07mm。
自攻BOSS也如此
6
主板正面贴片避让前壳BOSS柱boss柱尽量隐蔽分布:
M(螺丝直径)+0.8(前壳BOSS壁厚)*2+0.6(前壳BOSS加强筋宽度)*2+0.4(加强筋与器件间隙)*2=M(螺丝直径)+3.6mm的范围圆。
主板背面贴片避让后壳BOSS孔:
螺丝头直径+0.15(螺头与后壳孔单边间隙)*2+0.8(后壳BOSS孔壁厚)*2+0.6(后壳BOSS孔加强筋宽度)*2+0.4(加强筋与器件间隙)*2=M(螺丝头直径)+3.9mm范围圆。
主板BOSS孔周圈1mm铺地铜,将螺丝的ESD接地
7
BB布件时器件PAD距离板边最小8mil(8*0.025=0.2mm)
8
PCB上通孔四周0.2mm内无铜。
按键板上的通孔如果做到按键的PAD上时要考虑此点。
(原则上严禁按键PAD上有孔,因为会影响按键按下时的声音)
9
PCB外框尺寸公差:
边到边0.127;孔位置:
0.075;具体要与PCB厂家确认。
10
针对直接锁在PCB板上的,天线、按键、SPK等支架的螺丝,提醒layout部门螺丝孔下方不能有线路,且螺丝孔一定要Mark清楚。
11
如果有手焊的FPC,注意PCB上要加FPC焊接定位通孔。
定位孔距离FPC焊接区域1mm以上,防止焊锡堵住孔。
(详见LCD拉焊式FPC设计)
12
PCB外形与HOUSING内壁间距>=0.5MM,最少离开0.3mm。
尤其要注意与卡扣的间隙,防止卡扣无退位。
一般至少要和外观有2.5mm以上的距离,并且还要留意侧键的开切。
13
对于弹片接触器件:
SPK、MOTO、天线等,PCB焊盘与接触片X/Y方向必须居中(接触片必须设计成压缩状态)且要求单边大于接触片0.5以上
14
一定要预留接地焊盘位置:
Dome、外壳金属件、LCD等
15
预先考虑主板与前壳间的定位孔,DOME贴附定位孔,天线支架、按键支架、SPK支架定位孔的位置。
16
a.将SMT的焊盘线在PCB板上画出.(器件上下方也必须画出焊盘框)b.将各配件定位、破板孔的位置画出.c.将需进行静电防护的露铜区画出.d.禁布区域画出e.以D0.5~0.8MM的半径圆角外形转角.(最好咨询厂家通用铣刀直径)
17
PCB版在画3D的时候厚度必须取上限:
板厚小于1mm时,厚度要加上0.1mm;板厚大于1mm时,厚度要加上10%
18
主板在屏和按键之间的位置一定要铺地铜,以方便后续帖导电布连接DOME、LCM铁框和此地铜。
否则屏和按键在合缝处的ESD不过。
19
为做好LCD的ESD,主板在LCD四周:
下方和两侧,也必须大量铺地
20
主板上0805之类的高电容和高的IC等器件,顶部与四周与壳体的间隙最少0.3mm,尽量0.5mm。
防止跌落或者滚筒瞬间产生的冲击力冲到此器件
20
φ5dome在PCB上的PAD:
φ6,上下平行段间距5mm。
Φ4dome在PCB上的PAD:
φ5,上下平行段间距4mm。
20
提前在PCB正面或者反面画出dome接地用的GND位置。
拼版图
PCB的制造过程由玻璃环氧树脂(GlassEpoxy)或类似材质制成的「基板」开始-->影像:
采用负片转印(Subtractivetransfer)方式将工作底片表现在金属导体上。
将整个表面铺上一层薄薄的铜箔,并且把多余的部份给消除。
-->正光阻剂(positivephotoresist)是由感光剂制成的,它在照明下会溶解(负光阻剂则是如果没有经过照明就会分解)。
在PCB板上的光阻剂经过UV光曝光之前,覆盖在上面的遮光罩可以防止部份区域的光阻剂不被曝光。
这些被光阻剂盖住的地方,将会变成布线。
-->在光阻剂显影之后,要蚀刻的其它的裸铜部份。
将板子浸到蚀刻溶剂中,一般用作蚀刻溶剂的有,氯化铁(FerricChloride),碱性氨(AlkalineAmmonia),硫酸加过氧化氢(SulfuricAcid+HydrogenPeroxide),和氯化铜(CupricChloride)等。
-->蚀刻结束后将剩下的光阻剂去除掉。
这称作脱膜(Stripping)程序。
-->钻孔与电镀:
如果制作的是多层PCB板,并且里头包含埋孔或是盲孔的话,每一层板子在黏合前必须要先钻孔与电镀。
如果不经过这个步骤,那么就没办法互相连接了。
-->在根据钻孔需求由机器设备钻孔之后,孔璧里头必须经过电镀(镀通孔技术,Plated-Through-Holetechnology,PTH)。
在孔璧内部作金属处理后,可以让内部的各层线路能够彼此连接。
在开始电镀之前,必须先清掉孔内的杂物。
-->多层PCB压合:
各单片层必须要压合才能制造出多层板。
压合动作包括在各层间加入绝缘层,以及将彼此黏牢等。
如果有透过好几层的导孔,那么每层都必须要重复处理。
多层板的外侧两面上的布线,则通常在多层板压合后才处理。
-->处理阻焊层、网版印刷面和金手指部份电镀:
接下来将阻焊漆覆盖在最外层的布线上,这样一来布线就不会接触到电镀部份外了。
网版印刷面则印在其上,以标示各零件的位置。
金手指部份通常会镀上金,这样在插入扩充槽时,才能确保高品质的电流连接
1
拼板中,单板与拼板框之间的间距不能小于厂家通用的铣刀直径。
通常1.6mm
2
邮票孔直径0.5mm;孔与孔之间中心距离1mm;邮票孔要与单板板边相切,方便分离。
3
邮票孔尽量不要放在直角处,防止单板分离或者后期整形时破坏直角处线路
4
邮票孔放置位置处的元件/线路应距离邮票孔1mm以上。
5
四角定位孔:
4个,直径&3,边距5*5mm
6
BADMark:
一个单板一个,外&3内&2同心圆,距板边5~6.5mm
7
FiducialMark:
4个,直径1,边距3*15mm
8
单板距离四周拼板间隙:
最窄处2mm
9
单板与单板间拼板框宽度:
最窄处1.6~2mm,不能小于厂家通用的铣刀直径。
否则强度较差影响SMT
10
拼板板边最窄处宽度:
上下传送带承载区域8~10mm,两侧5mm。
如果怕板子变形则两边的板框不能省;但如果优先考虑板子利用率要达到80%,则两边板框可以省掉。
11
所有内角:
R0.8mm或者0.5mm(确定厂家铣刀直径)
12
要考虑Jack、Switch、Socket等外突元件对SMT输送、单板分离的影响。
注意突出器件与单板四周的板框是否预留间隙:
如Jack、Switch、USB、IO等,作拼板时需带着这些器件做图,做完后删除。
13
板框四角倒圆角:
直径4
14
邮票孔位置需要避让卡勾,放置邮票孔时注意卡勾位置。
15
邮票孔要体现在3D单板上
16
拼版尽量采用阴阳板的设计方式。
以提高生产效率缩短程序调试时间
LCM
1
LCD组装完成品是否与设计相同,LCD选择的时候,要按照SPEC里面数据的Max值来画,但同时要测量实物尺寸,防止与图纸相差太大。
2
壳体和饰板窗口位置与LCD可视区域是否配合:
LCD-AA区外放>0.5mm是LENS的丝印AA区。
丝印AA区外放0.3~0.5mm是胶框AA区。
胶框AA区宽度要满足LENS背胶宽度要求,不要窄于单边1.2mm。
3
对于有触摸屏的手机,触摸屏的AA区大于LCDAA区单边0.3以上(一般是0.5mm),外壳显示AA区大于LCDAA区0.5mm,所以胶框AA可以与触摸屏AA重合。
如果前壳AA扩得太大,一方面屏的黑框外露太宽,另一方面滑线测试时点笔会更靠近触摸屏边缘的敏感区域,会使滑线试验失败。
4
LCD是否定位良好,确认是胶框定位还是PCB定位,注意不要双重定位,否则有可能会杠住LCD,装配困难且跌落易碎。
如果是PCB定位的话,胶框与LCM间隙0.15mm以防止过定位。
如果是胶框定位的话,胶框与LCM间隙0.1mm,同时LCD与主板的背胶不要太粘防止过定位也防止跌落时屏被PCB拉碎。
5
胶框定位的话,LCM胶框四个角切开2mm,防止跌落时屏的四角碎裂,注意切开位置的立壁导圆角以防止尖角应力集中;定位框中间为避让卡扣行位的破开处要做F型,不要做E型,以防止应力集中。
胶框顶部C角0.2或者0.3方便LCD装入。
胶框定位的话,定位框肉厚不要小于0.6mm,否则太软跌落易变形出现问题,尤其是LCD下方要避让FPC的两段窄的前壳定位胶框,尽量加筋来加强强度。
6
LCD四周和背后避免有突出的RIB和器件(0805电容、摄像头后背、马达pin脚等),否则跌落和滚筒的时候严重会导致屏幕碎裂,轻的也会导致LCM内部的菱镜增光片互相挤压,导致显示有指纹样白斑。
7
缓冲泡棉的选择是否恰当:
面积尽量大,厚度尽量厚,可以有很好的缓冲效果,同时也可以加大对厚度不同的屏的兼容性;压缩量不能太大,以免会把LCD压出亮斑,也不能太小,否则粉尘测试不通过。
LCD泡棉压缩后的余量0.3mm以上。
(泡棉有回弹损失,正常温度下3%,高温高湿情况下会有20%左右无法恢复。
正常设计数值是压缩40%合适。
最大不要超过60%)
8
泡棉与LCD的匹配及固定方式是否良好,考虑XY面方向上的装配间隙单边0.2mm
9
触摸屏的泡棉开口距离TP禁压区(电阻膜)0.2mm以上。
10
LENS背胶建议厚度最小0.15,太薄的话胶体无法充分融入被粘贴表面,粘性不牢靠。
背胶最窄不要小于0.8~1mm。
可以考虑背胶区的壳体加火花纹以增加背胶粘贴力。
11
LCD封浇口是否突出,跌落会碎裂。
12
LCD在组装过程中是否会造成不洁.
13
在B-B连接器处要加筋/泡棉压住,以防止松脱
14
定位筋避让LCD的fpc走线。
15
为做好ESD,LCD四周的主板上必须大量铺地。
同时FPC大量打地孔,让FPC表层尽量多的铺地铜。
加铁框的屏尤其是上铁框,一定要考虑好ESD。
16
对于翻盖机,A壳要长筋压住SUBLCD周边pcb,间隙0.05~0.1mm。
防止LCD在壳内前后窜动,也防止小屏被压碎。
筋的长度尽量长些,防止跌落时顶坏主LCD。
17
如果LCD要加屏蔽盖,那么屏蔽盖与LCD间隙为0.1mm。
Z方向间隙为0mm
18
翻盖机的小屏幕四周必须有A壳的筋顶住,否则会被压碎
19
直板机或PDA手机,LCM模组下边沿距按键外观线2.5MM以上(因为FPC超出LCD的holder最少1mm),以便于结构作LCD的定位框和按键翻边搭界区。
20
LCM背面粘主板的背胶切勿太粘,否则跌落或者滚筒的时候屏会被瞬间变形的主板拉碎。
建议用0.05或者0.1mm厚度的背胶而不要用0.15的背胶。
因为是预定位,因此背胶粘性差也没关系。
另外注意,如果用0.05mm厚度的背胶,注意焊接式FPC的拉焊高度空间是否足够。
21
触摸屏必须要有铁框,最好是双面铁框,最少也要有个上铁框。
且前壳显示区壁厚最薄处要达到0.7mm。
否则跌落很危险。
但要注意,加铁框的屏尤其是上铁框,一定要考虑好ESD。
22
对于折到PCB背面zif连接的LCM的FPC,其金手指补强板宽度包括两段:
插入zif段和外露折弯补强段。
FPC是在外露折弯补强段之后才开始折弯的,因此在画FPC折弯形状时不能随便画尺寸,需要结合规格书来定折弯位置。
要注意折弯区域不能碰到PCB本体,防止FPC做寿命测试时受伤,要距离0.5mm左右,PCB酌情切避让槽。
23
对于需要焊接的FPC,FPC在焊接区后段要有背胶固定住FPC本体,防止拆机或者试验中焊接段脱开。
24
对于直板或者翻盖机的焊接式LCD,可以考虑LB上开孔,将FPC焊到LB的另一面。
Lcm拉焊式Fpc
1
务必注意压焊区域背面是否有重要器件,或者有大面积铺铜。
此点请务必与电子沟通清楚,以确定到底采用热压还是人工拉焊。
如果热压,高度预留0.2mm以上;如果手拉焊,高度预留0.4mm以上(含LCD背面背胶撑起来的高度)。
2
FPC焊接端和PCBPAD外围必须要加直径1mm以上的定位孔。
但是定位孔不能加在FPC金手指宽度内的两侧,防止定位柱顶到hotbar
3
FPC金手指两边的保护区域的厚度不能超过金手指厚度,否则hotbar无法顺利压下
4
PCB上PAD的背面要有空置区域以放置压头下压时的支撑件。
尺寸:
金手指长宽分别加2mm
5
金手指双面镀铜,金手指开过锡孔,封闭式FPC的设计数据:
pitch:
0.8mm;PCBPAD宽:
0.4mm长:
3mm;FPC金手指宽:
0.4mm长:
2.7~2.9mm;钢板开孔宽:
3/4PAD长:
3/5PAD;过锡孔孔径:
0.3mm过锡孔中心距:
1.5~1.8mm
6
金手指双面镀铜,开窗式FPC设计数据:
pitch:
0.8mm;PCBPAD宽:
0.4mm长:
3mm;FPC金手指宽:
03~0.35mm长:
2.7~2.9mm;钢板开孔宽:
3/4PAD长:
3/5PAD;
7
金手指上的铜尽量用压延(RA)铜,不要用电解(ED)铜。
压延铜适用于多次或大曲率转动折弯等动态场合的应用,电解铜适用于单次折弯、高速电路板等静态场合的应用。
8
FPC在焊接区后段要有背胶固定住FPC本体,防止拆机或者试验中焊接段脱开。
DOME
1
DOME表面要涂银浆网格,银网线宽0.4,最远两点小于1欧姆并且网格要接地以防止ESD,dome接地设计:
a.DOME两侧和上下凸出接地耳朵,用导电布粘在PCB接地焊盘上。
尽量四边都接地,最少也要三边接地b.DOME两侧凸起两个接地角,翻到PCB背面,用导电布粘在是shielding或者接地焊盘上(不允许采用接地角折180压接方式,银浆容易断)c.提前在PCB正面或者反面画出dome接地用的GND位置。
垫高层上需要开出派气槽。
2
2DOME本身以及按键板都需要加DOME贴附定位孔,直径1.2mm。
3
3dome比PAD单边小0.2~0.5mm,比如跑道型PAD,窄边宽度4.5mm,dome对应边宽度3.8mm。
一般φ5dome在PCB上的PAD:
φ6,上下平行段间距5mm。
Φ4dome在PCB上的PAD:
φ5,上下平行段间距4mm。
4
4dome距离PET边缘不能太近,否则会进灰影响使用。
尽量1mm以上。
5
Dome作用力大小一般取值150~250g。
推荐180~200g。
厂家提供的F~S特性曲线中,S1值(有效做动峰值)越大,越不容易连键。
比如S1值在0.12mm以上会好些。
6
Dome采用不锈钢镀镍。
dome球面上必须选择带最少三个以上凹点的,以避免灰尘或者油污影响DOME的连通性能
7
1.DOME整体高度为0.35MM,行程为0.25MM。
2.动作力为160±25g,动作寿命为100g/500K次。
3.未标注R角为0.2M。
4.采用4凹点METALDOME,直径为?
?
mm。
5.表面刷银桨,间距0.4mm,电阻值小于1Ω。
7.未注公差按照图示公差等级7.图中带“*”尺寸为QC管控尺寸。
6底衬的材料为PET,厚度0.08mm;垫高层的材料为为PET,厚度0.08mm
Spk
1
spk出音孔面积恰当;10%~20%的spk面积,(一般开1MM直径的圆孔多个)
2
前音腔密封,音腔大小足够;前音腔能改善声音频率中的高频部分的效果,同时决定音效的重音效果(共振幅度)。
前音腔高度最少0.4~1mm(泡棉压缩之后)高频段声音才会响亮地释放出来;同时如果要达到“超重低音”效果,音腔高度最少1~2mm。
3
后音腔大小足够,泄漏孔远离SPEAKER;后音腔能改善声音频率中的低频部分的效果,由于声音的基本频段是中低频,因此后音腔作的大的话,声音会很大很宏亮。
如果speaker周围有很多孔,比如分壳缝隙、侧键孔等,尽量设计专门的密封起来的后音腔。
4
spk前后音腔振幅相等相位相反,因此不能互通,必须将前后音腔隔离开。
否则两者相位叠加,声音会变很小。
5
注意要留出贴防尘网的空间
6
SPK的走线要注意,避免有壳子压线的情况
7
SPK前方不织布是否是属薄且稀疏质让声音不致被闷住,建议用网格布,不要用不织布
8
引线长度是否方便焊接,采用32型号的线径,端头剥线长度1.5mm
9
是否有采用适当的泡棉作为缓冲SPK及PCB间的间隙
10
对于弹片接触SPK,PCB焊盘与接触片X/Y方向必须居中(接触片必须设计成压缩状态)且要求单边大于接触片0.5以上
11
弹片必须设计原始和压缩后两种状态。
12
有空间的话尽量自带音腔
13
考虑ESD接地及TVS管;speaker与外界连通,ESD很容易打进去,因此speaker周围的卡座,电源,连接器等关键器件也要同步考虑好接地。
Rec
1
听筒一定要有前音腔泡棉,且前音腔高度必须0.5mm以上(泡棉压缩之后)。
否则音频响度不过,而且ESD也大受影响。
2
翻盖机SPEAKER/REC一体双面发声式,REC与外定位圈单边间隙0.2,外定位圈不要密封住,否则SPEAKER背面出气孔被堵,声音发不出来。
3
单体receiver注意要压紧,防止不密封导致声音小
4
弹片必须设计原始和压缩后两种状态。
5
对于翻盖机的receiver,合上手机后,音孔不能与mic重合,否则在合盖时会有明显啸叫。
建议错开距离〉6mm
6
弹片式receiver可能会顶起壳子,导致LCM进灰,因此弹片不能太硬。
7
RVE前后音腔振幅相等相位相反,因此不能互通,必须将前后音腔隔离开。
8
考虑TVS管;receiver与外界连通,ESD很容易打进去,因此receiver周围的连接器等关键器件也要同步考虑好接地。
MIC
1
MIC进声孔大小及位置是否合适:
MIC出声孔面积≥1.0平方毫米或者圆孔≥φ1.0以防止啸叫;出音位置以底面发音比较好,因为与receiver共面的出音位置会更容易导致啸叫
2
壳体是否留有足够走线的空间。
引线长度是否方便焊接,采用32型号的线径,端头剥线长度1.5mm
3
焊线式MIC的两条引线要用软线,且要考虑长度是否方便作业.
4
MIC与壳体间必须有MIC套(允许用KEYPAD上面自带的RUBBER来固定MIC),同时尽量用mic塑胶槽把MIC卡紧以避免啸叫。
5
对于dip方式的MIC,为了防呆,它的两个焊针一般都设计成偏心的,那么PCB上要注意增加Mark区域,以防止焊反
6
对于翻盖机的MIC,合上手机后,音孔不能与receiver重合,否则在合盖时会有明显啸叫。
建议错开距离〉6mm
7
考虑TVS管;MIC与外界连通,ESD很容易打进去,因此MIC周围的卡座,连接器等关键器件也要同步考虑好接地。
8
FPC方式的MIC,焊接时候很难定位,与壳体配合容易出现不对中的情况,导致机械测试失败。
要提前考虑好定位、配合等问题
Vib
1
壳体是否紧密固定moto,采用rib而非面接触方式固定MOTOR
2
moto尽量放在板边,以得到更好的振动效果;同时靠近螺钉柱,防止振动脱开
对于弹片接触MOTO,PCB焊盘与接触片X/Y方向必须居中(接触片必须设计成压缩状态)且要求单边大于接触片0.5以上
柱状马达头要画成整圆柱,圆周方向与壳体间隙单边≥0.5,长度方向间隙≥0.5
SMT式马达:
壳上长肋加泡棉定位z向即可
对于柱状马达,要注意其下面的泡棉会不会长度方向没装配好碰到摆锤,导致马达不转。
注意马达轴向串动尺寸一般都达到0.3mm,因此马达头和马达体之间的胶墙不要做太厚,0.5mm即可。
否则马达头会被干涉,影响震动。
如果马达振动时有卡拉卡拉的响声,请注意是否是按键或者侧键装配太松引起的震动
弹片必须设计原始和压缩后两种状态。
引线长度是否方便焊接,采用32型号的线径,端头剥线长度1.5mm
Sim卡座
1
SIM卡尺寸:
25X15X0.8mm。
考虑联通和移


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 手机 结构设计 经验总结
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 #2机组现场施工用电布置措施.docx
#2机组现场施工用电布置措施.docx
-
《个人贵金属质押借款合同》兴业银行.docx
-
《科学发展观和小康社会的经济建设》复习导学案.docx
-
《我和祖父的园子》第一课时教案两篇word.docx
-
《质量》教学案例与设计.docx
-
2惠农小册子.docx
-
7A版个人与团队模拟考试题及答案.docx
-
10篇新部编四年级下册语文课内外阅读理解专项练习题及答案.docx
-
16初四物理热和能知识点总结精讲.docx
-
20XX社会语言经典语录流行风暴.docx
-
48篇教学案例分析报告题.docx
-
《电子工厂安全管理制度汇总》.docx
-
《机械制造课程设计》指导.docx
-
《钱学森》教案第二课时.docx
-
《边城》读后感5篇.docx
-
《固定式压力容器安全技术监察规程》.docx
-
《论雷峰塔的倒掉》.docx
-
《手术台就是阵地》教学设计三年级语文下册.docx
-
《夏洛的网》课外阅读教学设计.docx
-
《自己的花是让别人看的》教案.docx
-
3C检查表090429.docx
-
7客运专线CRTSⅡ型板式无砟轨道施工工法.docx
-
《笔算除法》课时教案设计.docx
-
11#楼高大模板支撑体系专项方案.docx
-
17科学分析经济形势.docx
-
《电流和电路》易错题精讲综合检测题与答案.docx
-
《会计信息系统》习题含答案.docx
-
《汽车电器设备与维修》发电机分教考分离试题及标准答案.docx
-
《四川省排污许可证管理暂行办法》.docx
-
《新编实用英语》教案第一册Unit.docx
-
0母版锅炉值班员计算题WORD版.docx
-
3年级下册英语单词记忆人教版.docx
-
学年高中语文第六课第二节语言表达的十八般武艺修辞手法学案新人教版.docx
-
中国象棋.docx
-
最新化学与生活知识竞赛题库.docx
-
学年淄博市周村区第一中学高三英语一模试题及答案.docx
-
中级会计师《财务管理》试题A卷 附答案.docx
-
学生会期末工作总结模板4篇.docx
-
中考化学练习卷 常见的酸和碱含答案.docx
-
学习《领导方式及和谐学校》心得体会.docx
-
最新考研《英语二》新题型考前密押模拟题.docx
-
学校工会主席年度考核个人总结.docx
-
中考物理易错知识点总结初中精选docx.docx
-
最新全国小学生安全教育日讲话稿范文精选9篇.docx
-
学校铁路护路联防工作总结.docx
-
中考语文形近字多音字难读字汇编专题复习资料.docx
-
最新深情撩妹套路200个.docx
-
压轴卷中考七年级历史上第一单元史前时期中国境内人类的活动第一次模拟试题及答案1.docx
-
中铁五局兰新第二双线二标无砟轨道施工组织设计.docx
-
中学高级教师 269 人 2.docx
-
中药学笔记精.docx
