 数控铣床编程例题docx.docx
数控铣床编程例题docx.docx
- 文档编号:2996814
- 上传时间:2022-11-17
- 格式:DOCX
- 页数:65
- 大小:775.09KB
数控铣床编程例题docx.docx
《数控铣床编程例题docx.docx》由会员分享,可在线阅读,更多相关《数控铣床编程例题docx.docx(65页珍藏版)》请在冰豆网上搜索。
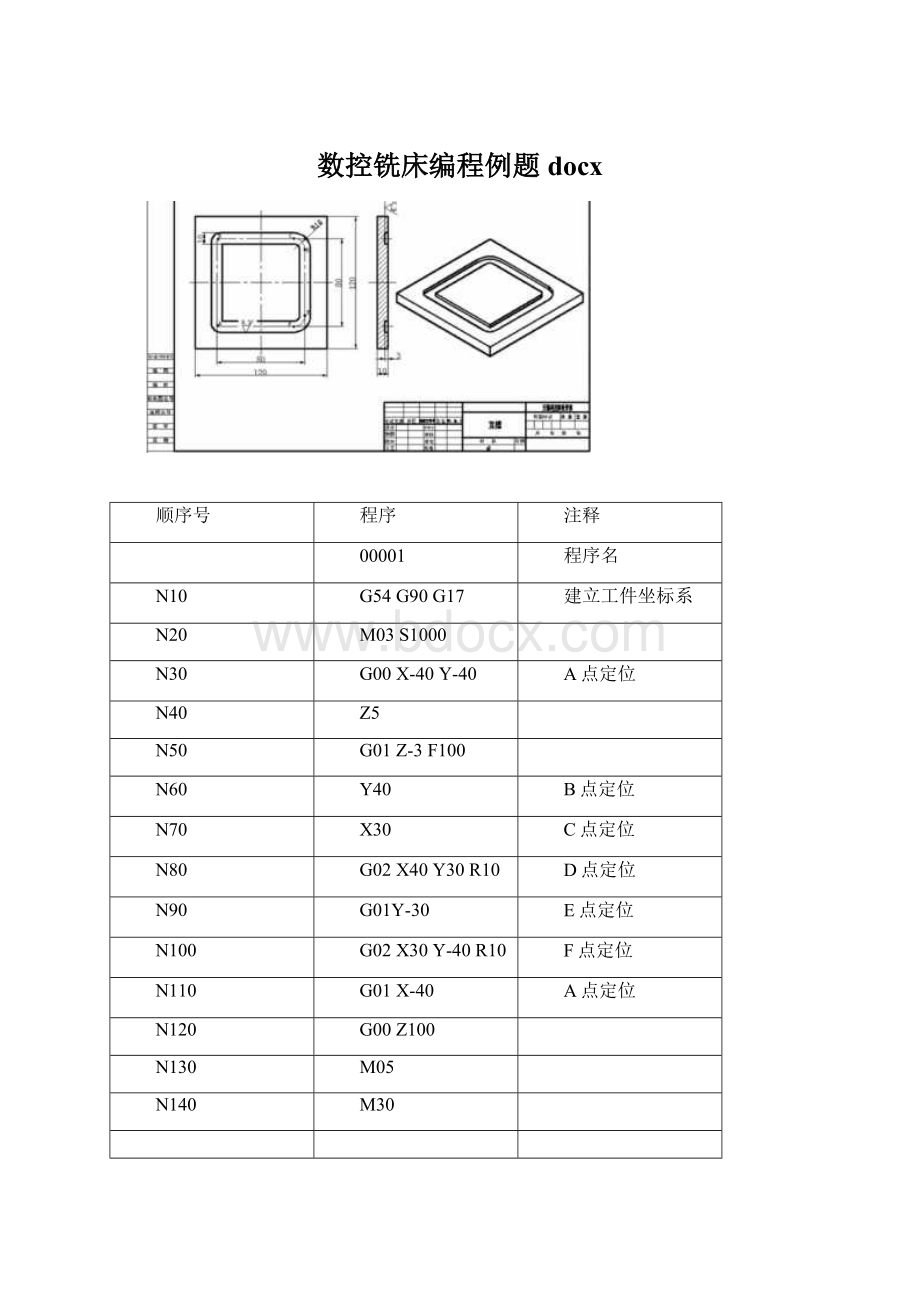
数控铣床编程例题docx
顺序号
程序
注释
00001
程序名
N10
G54G90G17
建立工件坐标系
N20
M03S1000
N30
G00X-40Y-40
A点定位
N40
Z5
N50
G01Z-3F100
N60
Y40
B点定位
N70
X30
C点定位
N80
G02X40Y30R10
D点定位
N90
G01Y-30
E点定位
N100
G02X30Y-40R10
F点定位
N110
G01X-40
A点定位
N120
G00Z100
N130
M05
N140
M30
试用子程序编制“奥运五环”(切深5mm)
顺序号
程序
注释
00002
主程序名
N10
G54G90G17
建立工件坐标系
N20
M03S1000
N30
G90G00X-50Y0Z10
N40
M98P0022
调用圆子程序
N50
G90G00X50Y0
N60
M98P0022
调用圆子程序
N70
G90G00X0Y0
N80
M98P0022
调用圆子程序
N90
G90G00X-25Y-15
N100
M98P0022
调用圆子程序
N110
G90G00X25Y-15
N120
M98P0022
调用圆子程序
N130
M05
N140
M30
1
・m闹|i>
«t
iDH
1ii1—
Yft
**»
w
ft
tt其一
ira
卄
Agft
M
O0022
子程序名
N10
G91GOOX-20
N20
G01Z-15F200
N30
G02X0Y0I20J0
N40
G90GOOZ10
N50
M99
子程序结束
1•不淮用铢刀修饰表血。
2.未注公走按GFVT1804—m执行.
j o Cll 1 i r =L22一 “三菱”的数控铣削加工程序 顺序号 程序 注释 N10 00001 主程序名 N20 G17G40G49G80 安全指令 N30 M03S1000 N40 G54G90G00X0Y0Z10 建立G54坐标系 N50 M98P0011 调子程序 N60 G68X0Y0R-120 顺时针旋转120° N70 M98P0011 调子程序 N80 G68X0Y0R120 逆时针旋转120° N90 M98P0011 调子程序 N100 G69 M05 M30 N10 00011 子程序名 N20 G01Z-5F150 N30 G01X14Y25F200 N40 X0Y50 N50 X-14Y25 N60 X0Y0 N70 G00Z10 N80 M99 子程序结束 已知毛坯规格为80mmx80mmx20mm,材料为45钢,毛坯六面 已加工,要求编制八角凸模板零件加工程序并完成零件的加工。 零件加工工艺及工装分析 (1)零件用平口虎钳装夹,伸出钳口12mm左右; (2)加工方法及刀具选择: 1)粗铣采用©20mm粗立铣刀粗铣正方形外轮廓,留0.50mm单边余量;粗铣八角形凸台,留0.50mm单边余量;粗铣圆柱体,留0.50mm单边余量。 2)半精铣采用©20mn精立铣刀半精铣八角形凸台、圆柱体、正方形外轮廓,留0.10mm单边余量. 3)精铣采用©20mn精立铣刀实测工件尺寸,调整刀具参数,精铣八角形凸台、圆柱体、正方形外轮廓 顺序号 程序 注释 O3333 程序名 N10 G17G40G49G80 安全指令 N20 G54G90G00X0Y0 建立G54工件坐标系 N30 G43H01Z100 调用刀具长度补偿 N40 M03S1200 N50 G00Z30 N60 G00X33Y42 N70 Z1M08 N80 G01Z-5.25F200 N90 G41G01X22.5Y22.5D01F80 调用刀具半径补偿 N100 Y-22.5 铣削正方形外轮廓至5.25mm N110 X-22.5 N120 Y22.5 N130 X22.5 N140 G40G00X33Y42 取消刀具半径补偿 N150 G01Z-10.5F200 N160 G41G01X22.5Y22.5D01F80 调用刀具半径补偿 r\—r-"71XAL7^ar\r~ N170 Y-22.5 铳削正方形外轮廓至10.5mm N180 X-22.5 N190 Y22.5 N200 X22.5 N210 G40G00X33Y42 取消刀具半径补偿 N220 G00Z10 N230 G00X33Y35 N240 Z1 N250 G01Z-3.5F200 N260 G41G01X0Y22.5D1F50 调用刀具半径补偿 铳削八角形凸台至3.5mm N270 G01X15.908Y15.908 N280 X22.5Y0 N290 X15.908Y-15.908 N300 X0Y-22.5 N310 X-15.908Y-15.908 N320 X-22.5Y0 N330 X-15.908Y15.908 N340 X0Y22.5 N350 G40G00X33Y35 取消刀具半径补偿 N360 G00Z10 N370 X33Y35 N380 Z1 N390 G01Z-7F200 N400 G41G01X22.5Y25D01F80 调用刀具半径补偿铳削圆柱体至7mm N410 Y0 N420 G02I-22.5J0 N430 G40G00X33Y35 取消刀具半径补偿 N440 G49Z100M09 取消刀具长度补偿 N450 M05 N460 M30 备注 粗铳、半精铳和精铳时使用通一个加工程序,只需调整刀具参数分3次调用相同 的程序进行加工即可。 IWLl刖 KKQl nnr hn 卜申 — ■ill 二AL■• m«#k! ««it* R计+ ▼•c・• 十字槽 111ri 疤~1 *«m« MMM r«iT^ 45 ♦0.05 2.未注公差按GB/T1804_m执行。 主加工程序 % 程序传输起始符 01234; 主程序名 G91G28Z0; 主轴回换刀点 T02M06; 换02号刀,? 16mm键槽铳刀 G40G49G80; 程序初始化 M03S850; 主轴正转转速850r/min G90G00G54X0Y0; 第一个方槽,工件坐标系G54 G43H02Z100.0; Z轴快速定位至100mm Z5.0; Z轴快速定位至5mm M98P4321L2D02; 加工第一个方槽 G90G00G55X0Y0; 第二个方槽,工件坐标系G55 M98P4321L2D02; 加工第二个方槽 G90G00G56X0Y0; 第三个方槽,工件坐标系G56 M98P4321L2D02; 加工第三个方槽 G90G00G57X0Y0; 第四个方槽,工件坐标系G57 M98P4321L2D02; 加工第四个方槽 G90G00Z150.0; 刀具快速抬到150mm高 M05; 主轴停转 G91G28Z0; 主轴回换刀点 M30; 程序结束并返回程序开头 % 程序传输结束符 子加工程序 加工程序 程序说明 % 程序传输起始符 04321; 子程序名 G90Z0 刀具进刀至0平面 G91G01Z-5.0F100; 刀具进刀至-5mm,进给速度100mm/min G41G01X-5.0Y10.0F100; 直线切削左刀补 G03X-15.0Y0R10.0; 逆时针圆弧切削 G01Y-5.0; 直线切削 G03X-5.0Y-15.0R10.0; 逆时针圆弧切削 G01X5.0; 直线切削 G03X15.0Y-5.0R10.0; 逆时针圆弧切削 G01Y5.0; 直线切削 G03X5.0Y15.0R10.0; 逆时针圆弧切削 G01X-5.0; 直线切削 G03X-15.0Y5.0R10.0; 逆时针圆弧切削 G01Y0; 直线切削 G03X-5.0Y-10.0R10.0; 逆时针圆弧切削 G40G01X0Y0; 直线切削取消刀具半径补偿 G00G90Z5.0; 快速抬到5mm高 M99; 子程调用结束并返回主程序 % 程序传输结束符 精加工的主程序 % 程序传输起始符 01234; 主程序名 G91G28Z0; 主轴回换刀点 T02M06; 换02号刀,? 16mm键槽铳刀 G40G49G80; 程序初始化 M03S850; 主轴正转转速850r/min G90G00G54X0Y0; 第一个方槽,工件坐标系G54 G43H02Z100.0; Z轴快速定位至100mm Z5.0; Z轴快速定位至5mm M98P4321D03; 加工第一个方槽 G90G00G55X0Y0; 第二个方槽,工件坐标系G55 M98P4321D03; 加工第二个方槽 G90G00G56X0Y0; 第三个方槽,工件坐标系G56 M98P4321D03; 加工第三个方槽 G90G00G57X0Y0; 第四个方槽,工件坐标系G57 M98P4321D03; 加工第四个方槽 G90G00Z150.0; 刀具快速抬到150mm高 M05; 主轴停转 G91G28Z0; 主轴回换刀点 M30; 程序结束并返回程序开头 % 程序传输结束符 配合件的加工 1 图2-44外形加工图2-45槽加工 1—退刀路线2—工件3—刀具路径1—退刀路线2—进刀路线3—工件 4—G54坐标5—进刀路


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 数控 铣床 编程 例题 docx
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 广东省普通高中学业水平考试数学科考试大纲Word文档下载推荐.docx
广东省普通高中学业水平考试数学科考试大纲Word文档下载推荐.docx
-
计算题测试文档格式.docx
-
会计年终总结范文精选10篇Word文件下载.docx
-
基坑支护及降排水方案Word格式文档下载.docx
-
古代诗歌鉴赏一剪梅学案Word文档格式.docx
-
国标舞考级Word文件下载.docx
-
机电工程质量验收规范是什么Word文档下载推荐.docx
-
技术员工作自我评价文档格式.docx
-
交警支队车棚改造工程施工合同文档格式.docx
-
护士变更注册申请审核表与示范文本Word文档下载推荐.docx
-
最新学校新冠肺炎疫情防控应急预案Word文件下载.docx
-
GB50204钢筋规范之欧阳总创编Word格式文档下载.docx
-
《半期整改措施》Word格式.docx
-
诊断 症状学腰背痛关节痛汇总.docx
-
英美文学欣赏The Analysis of Shelleys Ode to the West Wind.docx
-
增值税营改增所得税消费税车购税测试题.docx
-
整理二级建造师管理真题.docx
-
英语三级重点高频词汇导入背单词APP使用.docx
-
浙教版学年九年级数学上册第2章测试题及答案.docx
-
证件照教学设计方案.docx
-
优品课件之《从锁国走向开国的日本》教案.docx
-
整理北京交通大学万用表组装实验报告.docx
-
质量管理计划.docx
-
有机化学鉴别.docx
-
整理照明灯饰灯具行业分类英语词汇.docx
-
濉溪县城市总体规划公示.docx
-
智能化工程质量验收记录表.docx
-
学生会纪检部工作总结.docx
-
幼儿园保教主任发言稿.docx
-
跆拳道协会工作总结.docx
-
中国茶叶店连锁市场竞争分析与竞争战略研究报告.docx
-
学宪法讲宪法主题演讲稿800字精选5篇弘扬宪法精神演讲稿5篇.docx
-
银行管库员述职报告.docx
-
新版英语知识点.docx
-
英国文化资料.docx
-
新部编人教版小学五年级语文下册第八单元23童年的发现教案含作业板书反思.docx
-
新班级班主任工作总结.docx
-
新员工学习总结报告.docx
-
营改增试点办税指南适用于小规模纳税人汇编.docx
-
新课标学习心得体会模板汇总6篇.docx
-
刑事及解不诉制度的倡导及研究.docx
-
阳泉七中学年上学期八年级语文教案.docx
-
心电信号检测放大器实验报告.docx
-
液压水泵市场分析报告.docx
-
新人教版部编本三年级上册语文第三单元全部教案.docx
-
选词填空40篇.docx
-
新版幼儿园学前班保育员模拟考试试题试题附答案.docx
-
一年级教师工作总结.docx
-
新学期的开学典礼发言稿.docx
-
学年小学四年级科学下册复习讲义.docx
-
新课标Unit2Ithinkthatmooncakesaredelicious教案.docx
