 电液滑块调试资料王国强.docx
电液滑块调试资料王国强.docx
- 文档编号:29966750
- 上传时间:2023-08-03
- 格式:DOCX
- 页数:32
- 大小:698.78KB
电液滑块调试资料王国强.docx
《电液滑块调试资料王国强.docx》由会员分享,可在线阅读,更多相关《电液滑块调试资料王国强.docx(32页珍藏版)》请在冰豆网上搜索。
电液滑块调试资料王国强
DELEM数控系统DA系列调试说明
参数说明
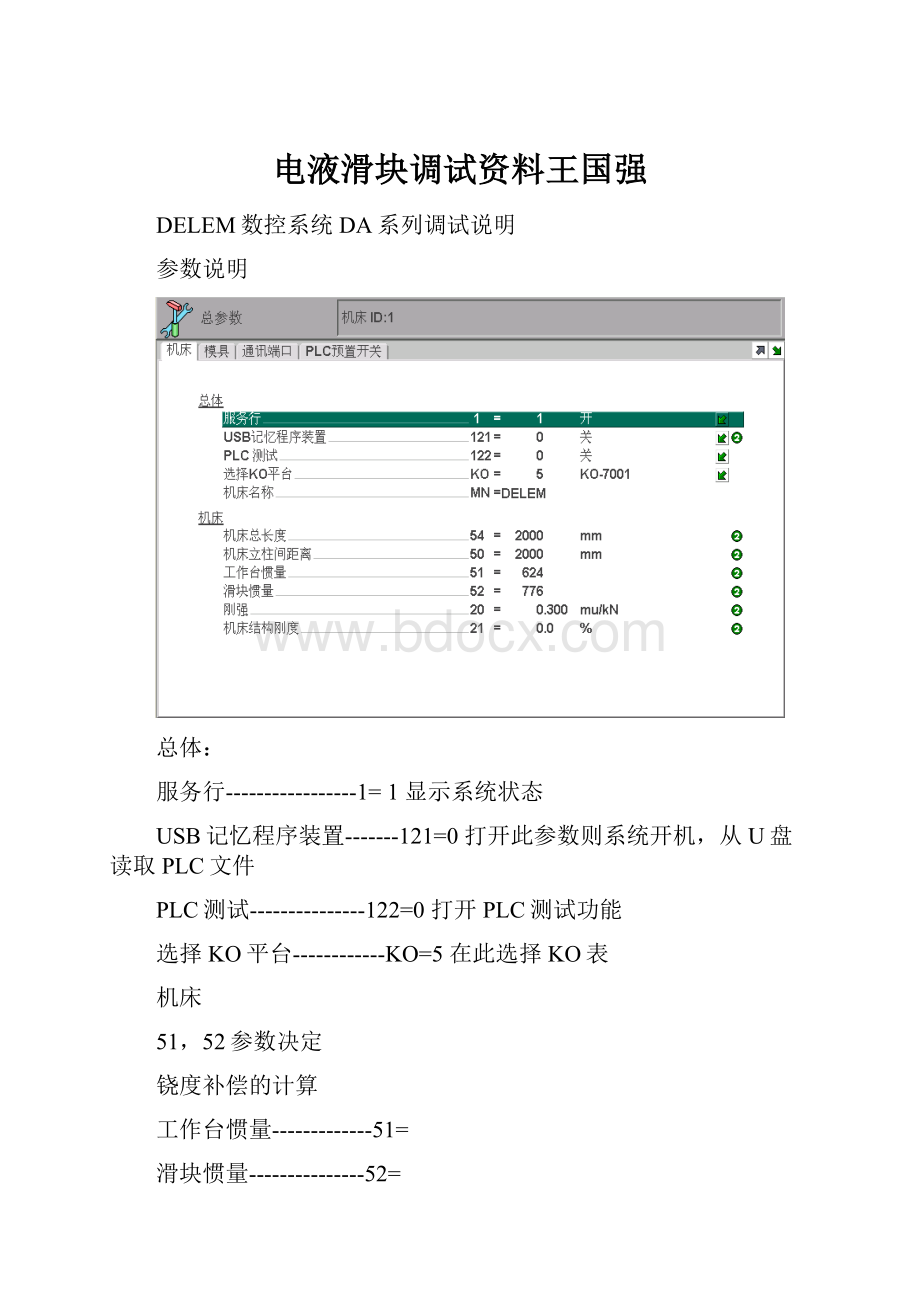
总体:
服务行-----------------1=1显示系统状态
USB记忆程序装置-------121=0打开此参数则系统开机,从U盘读取PLC文件
PLC测试---------------122=0打开PLC测试功能
选择KO平台------------KO=5在此选择KO表
机床
51,52参数决定
铙度补偿的计算
工作台惯量-------------51=
滑块惯量---------------52=
总体
模具间的参考距离-------7=表示为上下模安装起始位置在油缸回到顶时的
距离,它直接影响到滑块折弯位置的计算值。
方向---------------4=滑块运行计数方向(1代表滑块向下时增计数0相反)
Y1Y2最大差值------12=Y1Y2允许的平行度调整差值
Y轴寻参速度------42=滑块开机时寻找参考点时的速度
升级
联动---------------10=双机联动功能使能
最大制动时间-------14=开机时滑块刹车时间的安全检测时间。
伺服阀调零---------15=此参数只对博士-力士乐阀起作用,打开后可以在手
动操作界面直接调整阀芯零位。
比例压力控制方式---PT=主压力阀控制方式,应选电流控制方式
强度
23,FM,24参数用于
折弯机的吨位标定
最大值-------------23=
中-----------------FM=
最小值-------------24=
输出
25,OM,26参数用于折弯机吨位对应的输出到压力阀的DA值
最大值-------------25=
中-----------------OM=
最小---------------26=
压力斜坡-----------27=压力阀开斜率
速度及加速
最大操作速度------MS1=快下阶段滑块的运行速度
比例增益----------219=快下阶段的比例增益,影响滑块动作响应速度
速度前馈制动值----271=此参数影响滑块停止时的刹车斜率,太小到变速
加强
点就慢,大则快
速度前馈增益-------60=此参数决定实际速度与理论速度的接近程度,越大
越靠近
平行度增益---------274=Y1,Y2平行度增益,越大差值越小但会影响总体速
度
撤出时静声位置-----172=变速点位置的提前发出差值,可让滑块快速达到变
速点
最大操作速度------MS2=工进阶段的最大速度
积分增益---------118=工进时的积分增益,它在接近下死点时起效,保
证滑块在任何情况都可以到达下死点,值过大会
出现过冲现象
工进前延时-------168=此时间参数为工进前系统首先关闭冲液阀,延迟
一段时间后再打开伺服阀加压下行
定位允许误差------80=此参数表示的是提前进入保压状态的提前量,可
以让滑块快速的到达保压阶段,但会影响定卫精度
回程前延时-------170=系统得到回程命令时首先打开冲液阀,等待一段时
间后才开启伺服阀加压回程,此参数即为等待时间
压力--------------PR=此参数为回程时的系统压力输出,为最大压力的百
分比值,设定时要尽量小,只要滑块可以正常回程
即可,过大会导致回程时抖动
UDP位置撤除-----176=系统在回程时可以提前发出上死点信号停止滑块动
作,此值就是提前量值,为负值
调试步骤
1.1通用Y轴调整前准备
1.1.1KO-表
Y轴新的控制算法必须用KO-7000范围的KO表,只有正确选择了KO表后,系统相关机床参数才有效。
根据液压系统的不同,以下KO表可供选择。
在正确设定的KO表后,系统提示要求是否调用缺省值,选择是(YES)。
在系统的机床参数页面,系统同样可能提示是否调用缺省值,选S5调缺省值(注:
折弯过程的所有阶段的参数都恢复成缺省值)。
1.1.2阀补偿调整
进入系统的诊断程序,根据比例阀的类型进行补偿。
阀类型补偿
1.1.3压力调整
背压阀压力必须至少1.5倍的滑块静态压力。
最小压力的设定必须在工进时达到正常速度。
通过正确设定机床参数来校正实际压力。
1.2快下(状态2)
注:
在调整快下过程时,不必执行完完整的折弯过程,只要到达工进阶段(状态3)即可中断回程结束分析采样。
确信Y轴的回程开口必须让Y轴能达到回程的最大速度。
图4:
快下机床参数
正确设定“快下前延时”参数,该值为从快下命令有效到背压阀打开的时间。
1.2.1比例(P)增益的调整
调整比例增益到尽可能的最大值,但不能出现抖动。
该设定并不是临界值,避免发生抖动,还可以通过分析程序来检查阀的偏差来检查。
下图分析曲线的快下阶段(状态2)很明显出现抖动,比例增益太高。
图5:
比例增益过高,出现抖动
下图为没有抖动的平滑移动的快下过程,在该状况下的比例增益可为正确的设定值。
.
图6:
快下阶段设定正确的比例增益
1.2.2平行度
快下阶段的平行度可通过参数“平行度增益”来调整。
平行度增益越高,Y1Y2移动时差值越小,通常情况下在0.1-0.4mm比较合适。
该平行度可通过分析曲线来检查,某一点Y1和Y2的差值可通过数据区的实际值计算出来。
图7:
通过位置的比较检查平行度
平行度增益设定过高,可能导致滑块在移动过程中摆动。
如下图。
图8:
平行度增益过高抖动
1.2.3制动前馈
为了快速平滑地到达速度转换点必须调整制动前馈增益参数。
在下图中到达速度转换点非常慢,光标位置为速度转换点位置。
图9:
慢慢逼近速度转换点
下图为调高制动前馈增益值后得到的快速平滑逼近速度转换点的曲线图
图10:
调整前馈制动增益得到逼近速度转换点的优化曲线
在该示例中,滑块停在编程速度转换点以下约1mm的位置,通过增加制动前馈增益来提高滑块的停止位置,比如停到编程速度转换点以下2mm的位置。
注:
如果运动和制动曲线正常,但停止位置要更低,可通过调整“速度转换点位置补偿”参数来实现。
1.2.4速度前馈增益
在滑块开始运动之前系统会根据预先设定的速度、加速度、减速度和最终位置计算出运动曲线轮廓或轨迹,滑块必须跟随着此轨迹运行,该红色轨迹曲线与光栅尺位置曲线显示在同一区域,光栅尺数值与轨迹的差值将显示在数据区,参数名称“跟随误差”(Trackingerror)
通过增加前馈速度增益,使得滑块更精确的跟随理论运动轨迹运行。
我们不推荐过分精确,跟随误差经验值一般在2mm-4mm。
图11:
正确设置前馈速度增益,滑块跟随理论轨迹运行
较高的前馈速度增益可缩短工作周期,但过高的增益,将会使滑块运动超过理论轨迹,此时跟随误差将显示为负值,这是应该尽量避免的。
图12:
速度前馈增益过高,滑块实际运动将比理论快
1.2.5跟随误差限制
当快下阶段调试结束后,再采样一次分析曲线,测量跟随误差,确定跟随误差的最大值,将参数“跟随误差限制”(trackingerrorlimitation)设成两倍的实际跟随误差的最大值。
1.3工进(状态3)
在进行工进调试时,请注意准备以下事项:
•工进速度必须是在任何压力都能达到的实际工作速度。
•工进距离必须足以让滑块能达到此工进速度。
•设定参数“跟随误差限制”(trackingerrorlimitation)一个较大的值,如:
5.0mm,该值在工进调试结束后,要重新设置成正确值。
•正确设定参数“工进迁延时”,该时间为接到工进指令,充液阀和快下阀完成动作的时间。
图13:
工进阶段系统参数
参数“定位公差”(positioningtolerance)为从工进(状态3)切换到“保压”(状态4)的位置。
如:
编程-0.01mm,当滑块到达折弯位置还有0.01mm时,保压开始计时。
较大的定位公差,将会缩短折弯周期,但折弯精度变差。
以下折弯调试过程中,不需要放置板材。
1.3.1比例(P)增益调整
将压力设成最大值。
调整增益,直至发生抖动,尽量找到不发生抖动的最佳点。
如果抖动还可以通过分析程序来检查阀的偏差来检查。
下图就是由于增益设置过高,引起抖动的曲线示例图。
图14:
增益过高引起抖动
下图为正确设置增益的示例图。
图15:
正确设置增益,没有抖动
1.3.2速度前馈增益
调整此参数之前将压力设为50%最大压力。
调整速度前馈增益,使滑块在运动过程中,跟随误差缩小到0.2-0.3mm,跟随误差为实际运动轨迹与理论轨迹间的差值,从分析曲线图数据区可以读出当前光标处的跟随误差值。
图16:
调整前馈增益,缩小跟随误差值
1.3.3制动前馈
调整此参数前将压力调整为最大压力的50%。
调整此参数,使得滑块平滑快速到达折弯位置点,如果此值调得过高,将会出现过冲,这点应该尽量避免。
下图为正确设定的前馈参数曲线,滑块连续平滑到达折弯位置点。
图17:
正确设定前馈值,无过冲现象
下图为前馈制动值过高,导致过冲。
图18:
前馈制动值过高,导致过冲
1.3.4积分增益(I)调整
调整此参数前将压力调整为最大压力的50%。
积分增益的调整保证在任何情况下,滑块都可以到达折弯位置点。
积分增益调得尽可能高,但应避免过冲。
图19:
正确的积分增益设置
下图为增益设定过高,有略微过冲。
图20:
增益设定过高,有略微过冲
1.3.5平行度
调整平行度增益可以调整Y1和Y2的同步精度,如果该参数设得过高,滑块将会摆动,从分析曲线上看有抖动。
通常情况下,同步差值为0.01-0.03mm。
1.3.6跟随误差限制
当工进阶段调试结束后,再采样一次分析曲线,测量跟随误差,确定跟随误差的最大值,将参数“跟随误差限制”(trackingerrorlimitation)设成实际跟随误差的最大值再加0.1mm。
图21:
确定跟随误差的最大值F
例:
最大跟随误差0.17mm
加0.1mm:
0.17+0.1=0.27mm
设定参数“跟随误差限制”为0.3mm
1.4卸压(状态5)
准备:
•将参数“卸压后延时”取较大的值,如:
1000ms
•将手动页面的卸压距离取一个较大值,如2mm
图22:
卸压阶段参数
1.4.1比例增益(P)调整
增加比例增益直至抖动,该值并非为临界值,尽量避免抖动。
图23:
正确设定卸压增益
图24:
卸压增益过高,产生抖动
1.4.2制动前馈和速度前馈
由于前馈制动值和前馈速度增益,在卸荷过程中,跟随误差将被简化。
滑块正常移动过程中,这些参数值赋缺省值即可。
简略跟随误差将缩短工作周期。
要正确调整这些参数,必须在工作压力下才能进行,所以必须在有材料板时才能做。
1.4.3卸荷后延时
测量从压力关闭到滑块动作停止的时间,然后将此值输入到此参数“卸荷后延时”。
Figure2:
测量卸荷后延时
如果在压力关闭时,滑块有一短的“跳跃”,调整“压力延时”(pressuredelay)参数来避免此现象。
1.5回程(状态6)
在调整前先正确设定“回程前延时”参数,其值为回程命令有效到充液阀打开的时间。
将参数“跟随误差限制”设成比较大的值,例:
25.0mm
图26:
回程参数
1.5.1回程压力调整
调整回程压力,使回程速度达到设定值。
另一方面,压力不要求设得太高,否则可能导致运行不稳定,比如:
在回程开始的瞬间。
图27:
过高的压力导致回程开始不稳定
1.5.2比例(P)增益调整
增大比例增益直到开始抖动。
该值并不是临界值,应避免抖动发生。
还可以通过分析曲线检查阀偏差来检查抖动。
图3:
正确的比例增益(P)调整
图4:
回程增益过高,引起抖动
1.5.3平行度
调整平行度增益来最小化在回程过程中Y1和Y2的差值。
不要设置此参数过高,否则可能导致在回程过程中抖动。
在回程时Y1和Y2差值的经验值0.1-0.4mm。
1.5.4制动前馈
调整制动前馈参数可以在滑块平滑快速到达上死点(UDP)。
图5:
制动前馈值过小,慢慢接近上死点(UDP)
图6:
正确设定制动前馈值,平滑快速接近上死点
1.5.5前馈速度增益
调整“前馈速度增益”可减小跟随误差,此值不要设成临界值,经验值为1-1.5mm。
注意:
在回程过程中,跟随误差为负值。
进一步优化跟随误差可缩短时间周期。
图7:
正确的前馈速度增益设定
如果前馈速度增益过高,滑块运动轨迹将会比计算曲线快,跟随误差将为正值。
图8:
前馈速度增益过高,滑块移动比计算轨迹快
1.5.6上死点(UDP)位置补偿
上死点的停留位置可通过上死点的位置补偿来优化,上死点的补偿值必须为负值,值(负值的绝对值)越大到达上死点越快。
图34:
补偿(-1.00mm)达到最优化上死点
3.5.7跟随误差限制
调整完回程阶段后,再采样一个周期,通过分析曲线检查跟随误差,决定跟随误差的最大值,将两倍的跟随误差值赋给参数“跟随误差限制”(trackingerrorlimitation)。
更多内容欢迎登录


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 电液滑块 调试 资料 王国
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 #2机组现场施工用电布置措施.docx
#2机组现场施工用电布置措施.docx
-
《个人贵金属质押借款合同》兴业银行.docx
-
《科学发展观和小康社会的经济建设》复习导学案.docx
-
《我和祖父的园子》第一课时教案两篇word.docx
-
《质量》教学案例与设计.docx
-
2惠农小册子.docx
-
7A版个人与团队模拟考试题及答案.docx
-
10篇新部编四年级下册语文课内外阅读理解专项练习题及答案.docx
-
16初四物理热和能知识点总结精讲.docx
-
20XX社会语言经典语录流行风暴.docx
-
48篇教学案例分析报告题.docx
-
《电子工厂安全管理制度汇总》.docx
-
《机械制造课程设计》指导.docx
-
《钱学森》教案第二课时.docx
-
《边城》读后感5篇.docx
-
《固定式压力容器安全技术监察规程》.docx
-
《论雷峰塔的倒掉》.docx
-
《手术台就是阵地》教学设计三年级语文下册.docx
-
《夏洛的网》课外阅读教学设计.docx
-
《自己的花是让别人看的》教案.docx
-
3C检查表090429.docx
-
7客运专线CRTSⅡ型板式无砟轨道施工工法.docx
-
《笔算除法》课时教案设计.docx
-
11#楼高大模板支撑体系专项方案.docx
-
17科学分析经济形势.docx
-
《电流和电路》易错题精讲综合检测题与答案.docx
-
《会计信息系统》习题含答案.docx
-
《汽车电器设备与维修》发电机分教考分离试题及标准答案.docx
-
《四川省排污许可证管理暂行办法》.docx
-
《新编实用英语》教案第一册Unit.docx
-
0母版锅炉值班员计算题WORD版.docx
-
3年级下册英语单词记忆人教版.docx
-
学校传染病疫情报告制度和应急预案docWord文件下载.docx
-
香梨栽培技术规范Word格式.docx
-
《财务管理》实训案例资料Word格式文档下载.docx
-
ANT仪表使用说明书Word文档下载推荐.docx
-
英语母及母组合的发音规则Word文件下载.docx
-
MQ甲烷天然气传感器设计原理图及其程序文档格式.docx
-
土壤改良施工组织设计方案001Word下载.docx
-
T403 脱醛塔Word下载.docx
-
宝洁竞争者分析文档格式.docx
-
心脏彩超的各项指标及其代表的意义和正常值Word下载.docx
-
展会常见问题罗列范本模板Word文件下载.docx
-
殷悦的离婚协议书附离婚协议范本文档格式.docx
-
变电站新建工程临时用电施工方案Word下载.docx
-
医学思维及创新课程教学大纲文档格式.docx
-
产房工作制度和工作流程Word格式.docx
-
CNAS管理评审报告Word格式.docx
-
幼儿教师职称考试范本模板Word下载.docx
-
传热学知识点总结Word文档下载推荐.docx
-
大体积混凝土温度计算Word文档格式.docx
