 激光焊接中的冷裂纹缺陷.docx
激光焊接中的冷裂纹缺陷.docx
- 文档编号:29964291
- 上传时间:2023-08-03
- 格式:DOCX
- 页数:4
- 大小:115.61KB
激光焊接中的冷裂纹缺陷.docx
《激光焊接中的冷裂纹缺陷.docx》由会员分享,可在线阅读,更多相关《激光焊接中的冷裂纹缺陷.docx(4页珍藏版)》请在冰豆网上搜索。
1.激光焊接缝中的裂纹缺陷介绍
1)激光焊接接头常见的缺陷
激光焊接属于典型的熔化焊焊接工艺,所以在熔化焊中可能出现的缺陷在激光焊接工艺中都存在出现的可能。
一般来说,主要有气孔、裂纹、夹渣、未焊透、烧穿、飞溅、错边、未熔合及焊缝外观尺寸不符合要求等。
对于不同材料的激光焊接,出现某一种或几种缺陷的倾向不同,需要根据具体情况分析、研判。
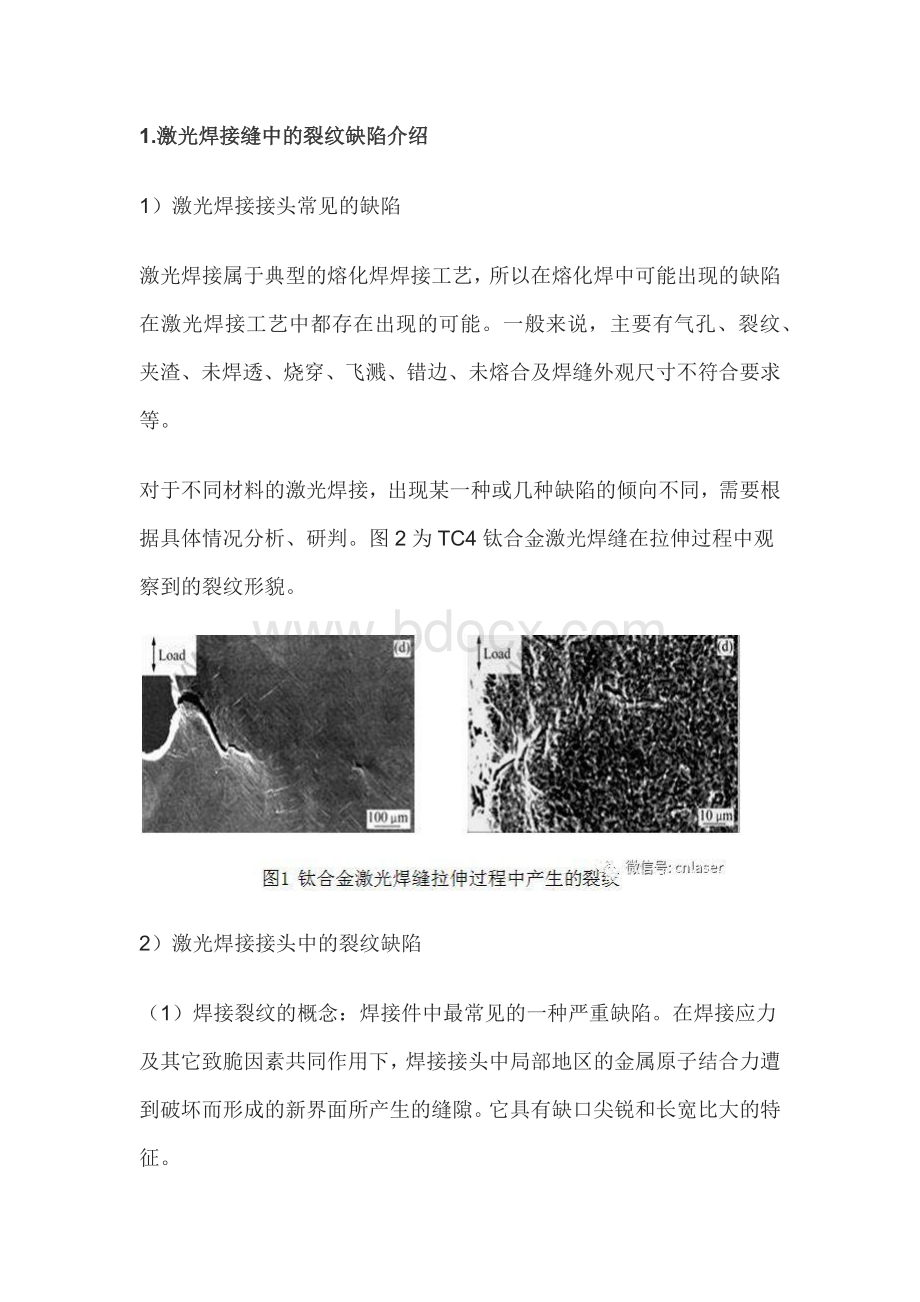
图2为TC4钛合金激光焊缝在拉伸过程中观察到的裂纹形貌。
2)激光焊接接头中的裂纹缺陷
(1)焊接裂纹的概念:
焊接件中最常见的一种严重缺陷。
在焊接应力及其它致脆因素共同作用下,焊接接头中局部地区的金属原子结合力遭到破坏而形成的新界面所产生的缝隙。
它具有缺口尖锐和长宽比大的特征。
(2)激光焊接接头裂纹的危害
焊接裂纹是所有焊接缺陷里危害最严重的一种,它的存在是导致焊接结构时效的最直接因素,特别是在锅炉等压力容器的焊接接头中,可能导致灾难性的事故。
裂纹的一个最基本特征是具有扩展性,在一定工作条件下会不断生长,直至断裂。
危害可分为如下几个方面:
a.减少了焊接接头的有效工作截面,降低承载能力;
b.构成严重的应力集中;
c.给有密闭要求的结构造成泄漏;
d.腐蚀介质容易侵入,加速腐蚀;
e.留下隐患,使焊接结构不可靠。
(3)激光焊接接头冷裂纹的产生原因
以低合金高强钢焊接接头容易形成的延迟冷裂纹为例,钢结构焊接接头中的冷裂纹一般在Ms点以下产生,钢种的淬硬倾向越大(因形成淬硬的马氏体和大量晶格缺陷)、含氢量越高(容易在晶格缺陷处形成高应力区),接头承受应力越大时(特别是有应力集中现象时),焊接延迟冷裂纹产生的几率越高。
以上三个方面是引起延迟裂纹的最主要原因,其中氢是引起冷裂纹延迟现象的根本原因,所以把延迟裂纹又称为氢致裂纹。
(4)预防氢致裂纹的措施
①减少焊缝金属中氢含量、提高焊缝金属塑性;
②减少氢来源,焊材要烘干,接头要清洁(无油、无锈、无水);
③避免产生淬硬组织,焊前预热、焊后缓冷(可以降低焊后冷却速度);
④降低焊接应力,采用合理的工艺规范,焊后热处理等;
⑤焊后立即进行消氢处理(即加热到250℃,保温2~6小时左右,使焊缝金属中的扩散氢逸出金属表面)。
2.小结
本次课介绍了激光焊接接头中的常见缺陷类型,特别是冷裂纹中的延迟裂纹的产生原因、危害及预防措施。


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 激光 焊接 中的 裂纹 缺陷
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 策略与技巧培训课件.ppt
策略与技巧培训课件.ppt
-
酒店常用礼仪培训.ppt
-
行政文秘人员职业化培训之现代商务礼仪.PPT
 建筑安装工程承包合同-2.doc
建筑安装工程承包合同-2.doc
-
建筑物的分类.doc
-
施工现场怎样安全用电?.doc
-
二级建造师继续教育习题4.docx
-
建筑施工单位的安全责任.doc
-
施工临时用电常见安全隐患.doc
-
玻璃幕墙、中庭及特殊部位和房间的防火分隔.doc
-
106.建筑行业安全员B证模拟考试练习卷含解析.docx
-
建筑防火设计中防火分区设置.doc
-
建筑焊工模拟考试练习卷含解析 第一份.docx
-
建筑物间的防火间距.doc
-
民用建筑电气线路火灾的防范.doc
-
建筑防火门设置规范汇编.doc
-
建筑物防火分区设计建议.doc
-
装饰工程电气系统防火及质量控制.doc
-
第29份 注册二级建造师工程管理与实务考试练习卷含解析.docx
-
建筑设计防火审核要素.doc
-
如何提高建筑构件的耐火极限.doc
-
分项工程承包合同.doc
-
建筑施工行业安全意见.doc
-
施工现场临时用电安全技术要点.doc
-
建筑施工安全119问.docx
-
百条实用安全施工问答.docx
-
纯电动卷帘门安装说明书.doc
-
建筑工程总平面布置的一般防火设计要求.doc
-
建筑耐火等级的划分.doc
-
建筑物内防火分隔物的应用.doc
-
桥梁下部构筑施工.docx
-
讲师的基本技能培训.ppt
-
农村信用社提升农户小额贷款工作调研报告Word文档格式.docx
-
模具设计的设计思路及方法精品Word文件下载.docx
-
基于蓝牙遥控的智能小车设计Word文档格式.docx
-
昆虫记中优美的句子Word格式文档下载.docx
-
课程与教学论作业及答案Word文档下载推荐.docx
-
基于51的电子闹钟设计报告附原理图PCB图程序Word文档下载推荐.docx
-
女性主义理论的内涵及其对思想 教育的意义思想政治论文政治论文Word文件下载.docx
-
惠安体育管羽毛球馆完整版Word文档格式.docx
-
林业知识测试试题Word下载.docx
-
婚礼事项计划表详细DOCWord文档下载推荐.docx
-
连云港市公园养护管理考核办法试行Word下载.docx
-
基于51单片机电子显示时钟带闹钟整点报时日期星期Word下载.docx
-
惠州创业优惠政策Word文档格式.docx
-
竞聘店长演讲稿范文Word文档格式.docx
-
会计学原理业务题范本模板Word文档格式.docx
-
口算心算速算技巧Word格式.docx
-
基于AT89c51单片机实现的交通灯Word文档格式.docx
-
广西武鸣高中高三英语第二次模拟考试题旧Word格式.docx
-
监狱监管安全管理论文优秀范文文档格式.docx
