 常见铸钢件的热处理工艺参数参考.docx
常见铸钢件的热处理工艺参数参考.docx
- 文档编号:29964281
- 上传时间:2023-08-03
- 格式:DOCX
- 页数:6
- 大小:162.56KB
常见铸钢件的热处理工艺参数参考.docx
《常见铸钢件的热处理工艺参数参考.docx》由会员分享,可在线阅读,更多相关《常见铸钢件的热处理工艺参数参考.docx(6页珍藏版)》请在冰豆网上搜索。
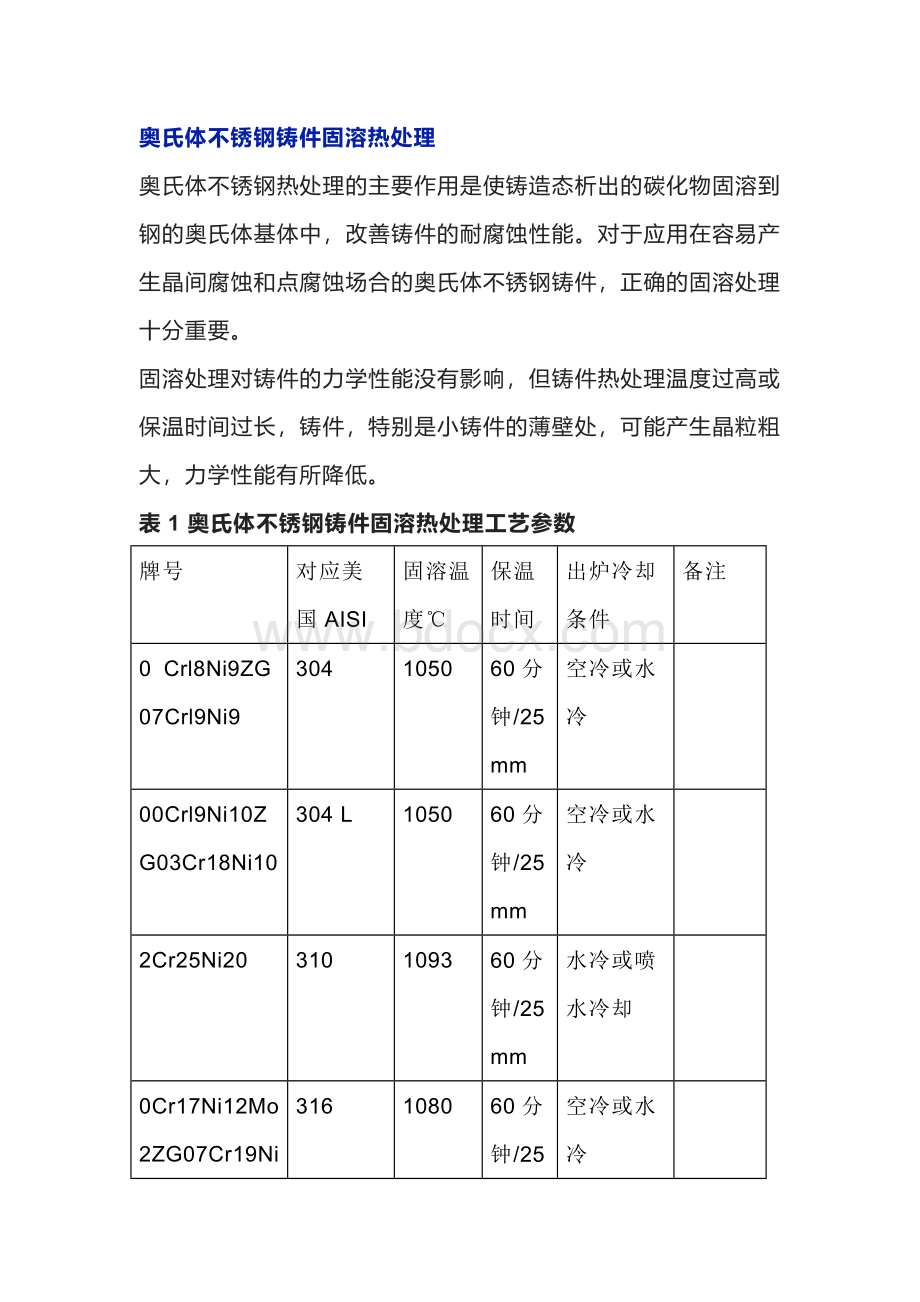
奥氏体不锈钢铸件固溶热处理
奥氏体不锈钢热处理的主要作用是使铸造态析出的碳化物固溶到钢的奥氏体基体中,改善铸件的耐腐蚀性能。
对于应用在容易产生晶间腐蚀和点腐蚀场合的奥氏体不锈钢铸件,正确的固溶处理十分重要。
固溶处理对铸件的力学性能没有影响,但铸件热处理温度过高或保温时间过长,铸件,特别是小铸件的薄壁处,可能产生晶粒粗大,力学性能有所降低。
表1 奥氏体不锈钢铸件固溶热处理工艺参数
牌号
对应美国AISI
固溶温度℃
保温时间
出炉冷却条件
备注
0Crl8Ni9ZG07Crl9Ni9
304
1050
60分钟/25mm
空冷或水冷
00Crl9Ni10ZG03Cr18Ni10
304 L
1050
60分钟/25mm
空冷或水冷
2Cr25Ni20
310
1093
60分钟/25mm
水冷或喷水冷却
0Cr17Ni12Mo2ZG07Cr19Ni11Mo2
316
1080
60分钟/25mm
空冷或水冷
00Cr17Ni12Mo2ZG03Cr19Ni11Mo2
316L
1080
60分钟/25mm
空冷或水冷
904
1150~1175
水冷或喷水冷却
904L
1150~1175
水冷或喷水冷却
00Cr14Ni14Si4
C4
没找到相关资料
马氏体不锈钢(1Cr13 1Cr13Ni 3Cr13) 铸件的热处理
退火:
马氏体不锈钢铸件开箱后,应立即放入已经升温到退火温度的热处理炉中进行退火处理,铸件在炉内的保温时间为每25mm壁厚保温1小时。
退火工艺参数见表2。
铸件从炉中取出后,立即趁热切除冒口和浇口。
淬火:
淬火工艺参数见表3和表4。
淬火加热速度为每小时50~100℃,大型铸件和壁厚差别大、结构复杂的铸件升温速度要慢。
升到淬火温度后的保温时间为每25mm壁厚保温1小时。
回火:
铸件回火应在淬火后立即进行。
高温回火铸件耐蚀性好,低温回火铸件硬度高,耐磨。
回火工艺参数见表3和表4。
在回火温度保温时间为:
1小时+壁厚(mm)/25小时。
表2 马氏体不锈钢铸件退火处理工艺参数 表3 马氏体不锈钢铸件淬火和回火处理工艺参数
表4 马氏体不锈钢(3Cr13)铸件淬火和回火处理工艺参数
铁素体不锈钢(Cr24 Cr26 Cr28)铸件的热处理
含铬16~30%的铁素体不锈钢铸件在通常情况下都可以在铸造状态下使用,不需要热处理。
铁素体不锈钢铸件可以进行退火处理,退火处理后铸件的耐腐蚀性能和机械加工性能有所提高。
铁素体不锈钢铸件退火处理工艺是把铸件缓慢加热到820~850℃保温,保温时间是每25mm壁厚保温1小时,保温终了后出炉空冷。
铁素体不锈钢铸件在高于850℃保温后快冷,会发生敏化,容易产生晶间腐蚀。
铁素体不锈钢在370~540℃之间长时间保温,会产生所谓475℃脆性。
含铬高的Cr28不锈钢在700~800℃之间长时间保温,会因有σ相析出而变脆。
铁素体-奥氏体双相不锈钢 (CD4MCu)铸件热处理工艺
固溶处理:
加热到1063~1120℃保温,保温时间是每25mm壁厚保温1小时,保温终了后出炉水淬。
碳钢(ZG25 45)铸件的热处理
ZG25碳钢铸件一般采用正火处理,工艺为:
铸件快速加热到870~900℃保温,保温时间是每25mm壁厚保温30~40分钟,保温终了后出炉空冷。
对于复杂铸件,为降低残余应力,减小铸件加工后变形,可以在正火后进行回火,即把铸件加热到550~650℃保温,然后出炉空冷。
含碳量为0.4~0.5%的铸钢件可以采用正火处理,即快速加热到820~840℃保温,保温时间是每25mm壁厚保温30~40分钟,保温终了后出炉空冷;对于力学性能要求比较高的铸件应采用调质处理工艺,即淬火加回火处理,工艺为先把铸件快速加热到830℃保温,保温时间是每25mm壁厚保温30~40分钟,保温终了后出炉水淬,淬火后尽快进行回火处理,即把铸件加热到450~630℃保温,然后出炉空冷,回火温度低,铸件强度高,回火温度高,铸件硬度低,加工性能好。
大型复杂碳钢铸件应当先进行正火,然后在进行调质处理。
低合金钢铸件(40Cr 35CrMo)热处理
低合金钢铸件一般可以采用正火加回火处理工艺,对于强度要求高的铸件可以采用淬火加回火的调质处理工艺,对于在淬火中容易变形或开裂的铸件,可以采用先正火,然后再调质处理。
40Cr铸件的正火加回火处理工艺为:
正火:
快速加热到830~850℃保温,保温时间是每25mm壁厚保温30~40分钟,保温终了后出炉空冷,回火:
加热到520~680℃保温,然后出炉空冷。
40Cr铸件的调质处理工艺为:
淬火:
快速加热到830~850℃保温,保温时间是每25mm壁厚保温30~40分钟,保温终了后出炉水冷,回火:
淬火后立即进行回火,把铸件加热到520~680℃保温,然后出炉空冷。
35CrMo铸件的正火加回火处理工艺为:
正火:
快速加热到860~880℃保温,保温时间是每25mm壁厚保温30~40分钟,保温终了后出炉空冷,回火:
加热到550~600℃保温,然后出炉空冷。
35CrMo铸件的调质处理工艺为:
淬火:
快速加热到850~880℃保温,保温时间是每25mm壁厚保温30~40分钟,保温终了后出炉水冷,回火:
淬火后立即进行回火,把铸件加热到590~610℃保温,然后出炉空冷。


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 常见 铸钢件 热处理 工艺 参数 参考
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 策略与技巧培训课件.ppt
策略与技巧培训课件.ppt
-
酒店常用礼仪培训.ppt
-
行政文秘人员职业化培训之现代商务礼仪.PPT
 建筑安装工程承包合同-2.doc
建筑安装工程承包合同-2.doc
-
建筑物的分类.doc
-
施工现场怎样安全用电?.doc
-
二级建造师继续教育习题4.docx
-
建筑施工单位的安全责任.doc
-
施工临时用电常见安全隐患.doc
-
玻璃幕墙、中庭及特殊部位和房间的防火分隔.doc
-
106.建筑行业安全员B证模拟考试练习卷含解析.docx
-
建筑防火设计中防火分区设置.doc
-
建筑焊工模拟考试练习卷含解析 第一份.docx
-
建筑物间的防火间距.doc
-
民用建筑电气线路火灾的防范.doc
-
建筑防火门设置规范汇编.doc
-
建筑物防火分区设计建议.doc
-
装饰工程电气系统防火及质量控制.doc
-
第29份 注册二级建造师工程管理与实务考试练习卷含解析.docx
-
建筑设计防火审核要素.doc
-
如何提高建筑构件的耐火极限.doc
-
分项工程承包合同.doc
-
建筑施工行业安全意见.doc
-
施工现场临时用电安全技术要点.doc
-
建筑施工安全119问.docx
-
百条实用安全施工问答.docx
-
纯电动卷帘门安装说明书.doc
-
建筑工程总平面布置的一般防火设计要求.doc
-
建筑耐火等级的划分.doc
-
建筑物内防火分隔物的应用.doc
-
桥梁下部构筑施工.docx
-
讲师的基本技能培训.ppt
-
电气工程及其自动化毕业论文已通过审核之欧阳体创编.docx
-
德育示范学校评估工作汇报材料.docx
-
通用外研版四年级上册英语试题.docx
-
仁爱版英语七年级下册测试题11u7t1.docx
-
现代西方政治制度的思想总结.docx
-
总体工程技术交底书样本.docx
-
七年级生物上册《呼吸作用》文字素材2 北师大版.docx
-
第一册教案新浙江教育出版社.docx
-
项目管理工作流程.docx
-
浙江省温州市高三第一次适应性测试语文试题.docx
-
旋挖钻机的基本构造及工作原理.docx
-
高考地理总复习课时提升作业三十七172世界地理分区一.docx
-
一篇400字的记叙文.docx
-
最新中职语文拓展模块教案.docx
-
模拟试题4.docx
-
重晶石矿粉项目可行性研究报告.docx
-
殡仪服务试题.docx
-
期中考试质量分析报告精选.docx
-
专题04 人口城市交通学生版.docx
