 Get清风CNC加工识图基础.docx
Get清风CNC加工识图基础.docx
- 文档编号:29773633
- 上传时间:2023-07-26
- 格式:DOCX
- 页数:8
- 大小:150.50KB
Get清风CNC加工识图基础.docx
《Get清风CNC加工识图基础.docx》由会员分享,可在线阅读,更多相关《Get清风CNC加工识图基础.docx(8页珍藏版)》请在冰豆网上搜索。
Get清风CNC加工识图基础
CNC加工识图基础
精加工识图
一、识图根本知识
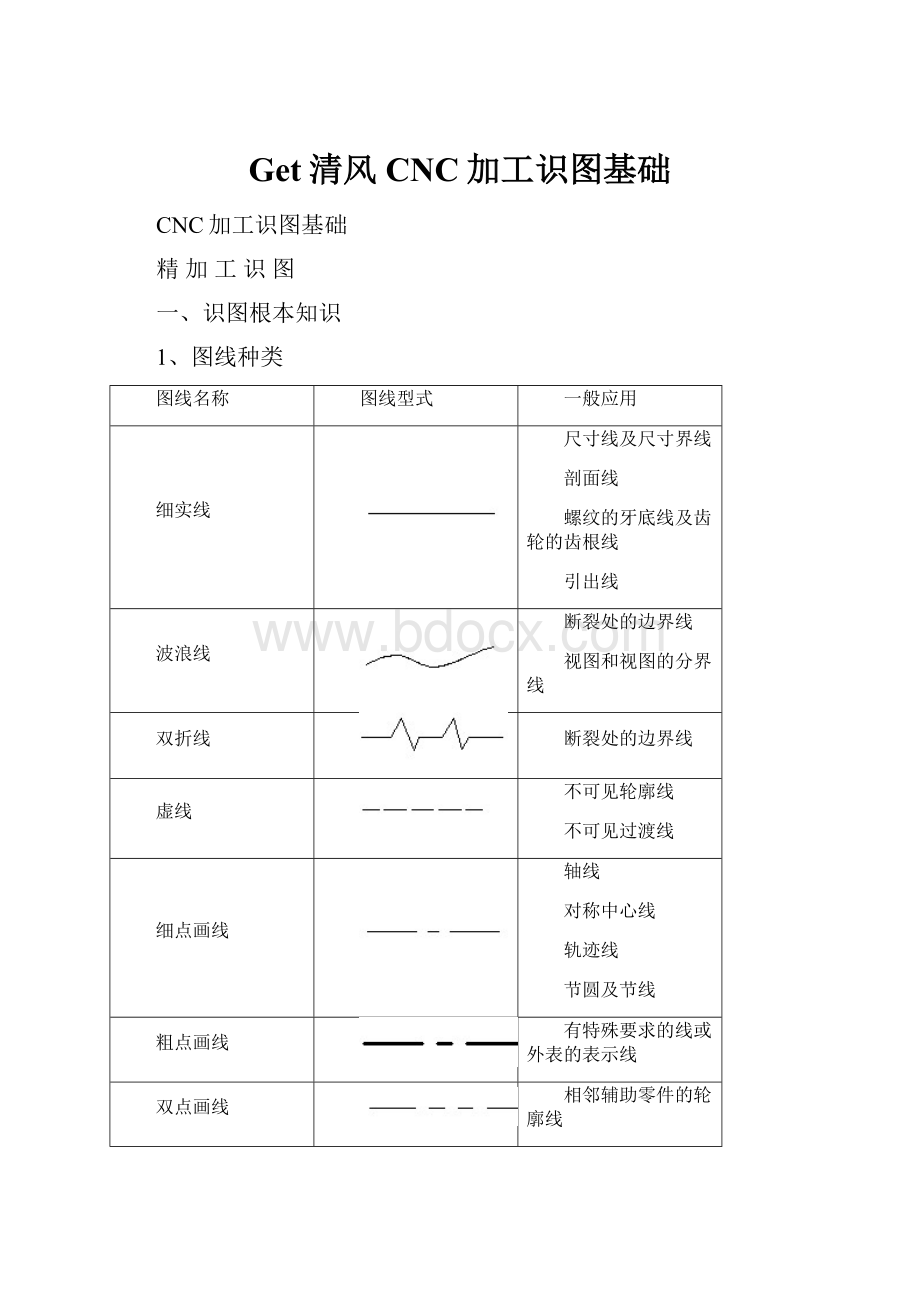
1、图线种类
图线名称
图线型式
一般应用
细实线
尺寸线及尺寸界线
剖面线
螺纹的牙底线及齿轮的齿根线
引出线
波浪线
断裂处的边界线
视图和视图的分界线
双折线
断裂处的边界线
虚线
不可见轮廓线
不可见过渡线
细点画线
轴线
对称中心线
轨迹线
节圆及节线
粗点画线
有特殊要求的线或外表的表示线
双点画线
相邻辅助零件的轮廓线
粗实线
可见轮廓线
可见
2、图纸幅面〔GB/T14689-1993〕
GB/T14689-1993
GB---表示国家标准汉语拼音字头
T---表示技术制图英文的第一个字母
14689---表示标准编号
1993---表示年号
1、图纸幅面尺寸和代号
3、视图的对应关系
主视图反映物体上下方向的高度尺寸和左右方向的长度尺寸。
俯视图反映了形体左右方向的长度尺寸和前前方向的宽度尺寸。
左视图放映了形体上下方向的高度尺寸和前前方向的宽度尺寸。
由此归纳得出:
“主俯视图长对正;主左视图高平齐;俯左视图宽相等〞
二、形位公差的含义及影响
1、形位公差的含义:
任何零件的加工过程中由于各种因素的影响总会产生形状、位置方面的误差。
2、形位误差的定义:
零件的实际形状、位置对其理想形状、位置的变动量。
3、形位误差的影响
(1)影响配合的松紧程度,如圆度,轴线的直线度。
(2)影响可装入性,如螺栓的位置度。
(3)影响零件的其它功能。
综上所述:
形位误差的大小是衡量产品质量的一项重要指标,为保证产品质量,实现互换性,应控制零件的形位误差,即规定公差。
零件的几何要素
几何要素的定义:
代表零件几何形状特性的点、线、面。
(1)中心要素:
圆心、球心、中心线、轴线等。
(2)轮廓要素:
零件外形轮廓,圆柱面、球面、素线等。
(3)被测要素:
给出形位公差要求的要素。
(4)基准要素:
用来确定被侧要素方向、位置的要素。
形位公差工程符号
形位公差的标注:
1、公差框
第一格:
公差工程第二格:
公差值第三格:
基准
2、指引线:
将框格与被测要素联系起来。
说明:
被测要素为中心要素时,指引线箭头与尺寸线对齐。
3、基准符号
位置公差必须标注基准。
基准代号的注法:
基准代号对准基准要素,无论基准方向如何,基准代号中字母必须顺正方向写。
说明:
基准为中心要素时,基准符号与尺寸线对齐。
形位公差标注例如:
三、外表粗糙度
外表粗糙度是指加工外表上具有较小的间距和峰谷所组成的微观几何形状特征。
〔1〕外表粗糙度符号含义如下:
:
根本符号,表示外表可用任何方法获得。
不加注粗糙度参数或有关说明时,仅适用于简化代号标准。
〔如外表处理、局部热处理状况等〕。
:
根本符号加一短线,表示外表是用去除材料的方法获得。
〔如车、铣、钻、磨、剪切、抛光、腐蚀、电火花加工、气割等〕
:
根本符号加一小圆,表示外表是用不去除材料的方法获得。
〔如铸、锻、冲压变形、热轧、粉末冶金等〕
〔2〕外表粗糙度Ra值得含义举例如下:
:
用任何方法获得的外表粗糙度Ra最大允许值为3.2um。
:
用去除材料的方法获得的外表粗糙度Ra最大允许值3.2um。
:
用不去除材料的方法获得的外表粗糙度Ra最大允许值为3.2um。
(4)外表粗糙度的检测。
检测外表粗糙度常用比较法。
比较法是将被测面与高度参数值得外表粗糙度样块进行比较,用目测喝手摸的感触来判断外表粗糙的一种检验方法。
比较时还可借助放大镜等工具,以减少误差。
比较时,样板与被检外表的加工纹理方向应保持一致。
此外,还有光切法、干预法、感触法等检验方法。
基准的选择
机械零件外表之间的相对位置包括两方面的要求:
一方面是外表间的位置尺寸精度;另一方面是相对位置精度。
而外表件的尺寸精度和位置精度要求是离不开参考依据的基准。
四、基准
零件是用来确定其它点线面的位置,所依据的点、线、面叫做基准。
1.设计基准
在零件图上用以确定其它点、线、面位置的基准,称为设计基准。
2.工艺基准
零件在加工、检验和装配过程中所使用的基准为工艺基准。
工艺基准分为定位基准、测量基准和装配基准。
(1)定位基准---加工时用以确定工件相对于机床刀具正确位置的基准称为定位基准。
(2)测量基准---用以检验已加工外表尺寸和位置时所依据的基准称为测量基准。
(3)装配基准---装配时用来确定零件或部件在机器中的位置所采用的基准。
例如轴类零件的轴颈,齿轮零件的内孔喝箱体的底面等常为装配基准。
如下列图零件,轴线O-O是各外圆和内孔的设计基准,也是两项跳动误差的设计基准,端面A是端面B、C的设计基准。
五、精加工图纸的识别
〔1〕看标题栏标题栏的文字方向那么为看图的方向从中概括地了解零件的型号,材料,版本号,长度锯切未注公差,冲钻等精加工未注公差〔采用GB/T1804-2000〕等.
〔2〕看零件形体,看懂零件各局部的形状,然后综合想象出整个零件的形状。
〔3〕看结构尺寸,进行尺寸分析,掌握尺寸种类和加工顺序。
〔4〕看技术要求,分析零件的尺寸公差,形位公差,外表粗糙度和其他技术要求,以变进一步考虑相应的加工方法。
A4加工图纸的组成:
A4纸图框,标题栏,根本视图,加工工艺,加工要求
加工要求:
加工工序,加工设备,模〔夹〕具,对应加工工序所要到达的要求。
配合
根本尺寸相同,相互结合的孔和轴公差带之间的关系称为配合。
配合有三种类型:
间隙配合,过盈配合,过渡配合。
配合制度分为基孔制和基轴制。


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- Get 清风 CNC 加工 基础
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《贝的故事》教案4.docx
《贝的故事》教案4.docx
-
《对韵歌》优秀教案8.docx
-
《函数yAsinωx+φ+P图象》wwwnet.docx
-
《静夜思》教学设计.docx
-
《汽车底盘构造与维修》题库与考核标准.docx
-
《世说新语》复习资料.docx
-
《我的服装我做主》教案设计.docx
-
《在品味情感中成长》教学片断设计.docx
-
11造价员《建设工程造价管理基础知识》精讲教程文件.docx
-
《不会叫的狗》教案 人教部编版1.docx
-
《操作系统》二学期A卷及答案.docx
-
《傅雷家书》名著阅读笔记.docx
-
《反不正当竞争法》下互联网平台封禁行为考辨以消费者用户合法权益保护为中心.docx
-
《化工原理》第六章蒸发.docx
-
《蓝海战略》概要11页.docx
-
《人生》读书心得.docx
-
《荷叶圆圆》公开课教案优秀教学设计26.docx
-
《科技出行研究报告》智能网联与新能源将变革未来汽车出行.docx
-
《272 向量的应用举例》导学案1.docx
-
《秋天》评课稿.docx
-
《电算化》第二章会计电算化的工作环境章节练习.docx
-
《室外给排水管道》施组.docx
-
《广东省建筑与装饰工程综合定额》计算规则.docx
-
《我多想去看看》教学.docx
-
《直通车车手基础认证》 考试答案 70题之欧阳育创编.docx
-
7天销量翻10倍皇冠卖家教您玩转最精准流量.docx
-
9 阿长和山海经.docx
-
《比例尺》教案.docx
-
《菜根谭》注译四闲适篇.docx
-
《福尔摩斯探案集》读后感15篇.docx
-
《红对勾》古代诗歌选择题答案补充.docx
-
《课堂密码》读后感及心得精选多篇.docx
-
最新五年级班主任德育工作计划.docx
-
中风放血救命法.docx
-
法庭审理笔录.docx
-
机动车维修管理制度完整版讲解.docx
-
机电运输.docx
-
地铁车站火灾应急预案.docx
-
自然辩证法完整版打印版.docx
-
会议管理制度.docx
-
房地产项目建议书.docx
-
第二章 第三节 第2课时 热力环流与大气的水平运动.docx
-
DOC新课标人教版小学数学二年级上册教案2.docx
-
电子白板培训讲稿.docx
-
柴油机机外净化方法的研究.docx
-
德化县驾驶证理论考试小型汽车试题.docx
-
山林树木买卖合同.docx
-
第2节名词解释.docx
-
奥氏体化温度和空冷速率对CFBM复相钢组织和性能的影响图.docx
-
圆柱的体积教学设计Microsoft Word 文档.docx
-
最能打动人心的情话.docx
