 模块一数控铣床基本操作.docx
模块一数控铣床基本操作.docx
- 文档编号:29667448
- 上传时间:2023-07-26
- 格式:DOCX
- 页数:12
- 大小:145.41KB
模块一数控铣床基本操作.docx
《模块一数控铣床基本操作.docx》由会员分享,可在线阅读,更多相关《模块一数控铣床基本操作.docx(12页珍藏版)》请在冰豆网上搜索。
模块一数控铣床基本操作
模块一数控铣床基本操作
实训课题1功能键使用
一、实训目:
¤熟悉系统面板和机械面板。
¤掌握数控铣床主要功能键使用方法。
二、相关知识:
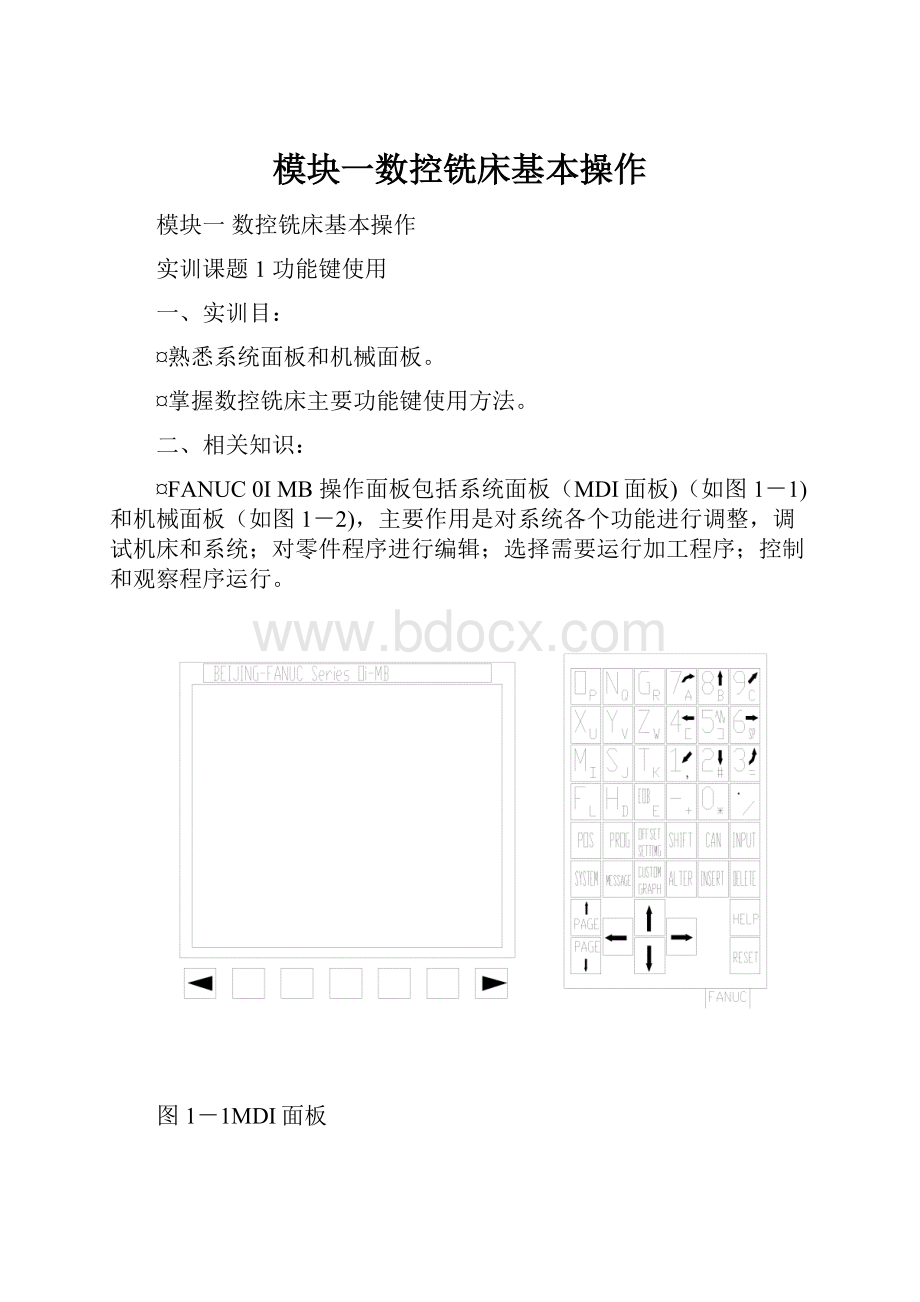
¤FANUC0IMB操作面板包括系统面板(MDI面板)(如图1-1)和机械面板(如图1-2),主要作用是对系统各个功能进行调整,调试机床和系统;对零件程序进行编辑;选择需要运行加工程序;控制和观察程序运行。
图1-1MDI面板
图1-2机械面板
MDI面板各个功能键作用如表1-1:
名称
详细说明
复位键REST
按下这个键可以使CNC复位或者取消报警
帮助键HELP
当对MDI键操作不明白时,按下这个键可以获得帮助(帮助功能)
软键
画面转换软键用来转换画面
根据不同画面,其它软键有不同功能。
软键功能显示在屏幕底端。
地址和数字键N、4←
按下这些键可以输入字母,数字或者其它字符。
切换键SHIFT
在该键盘上,有些键具有两个功能。
按下
当一个键右下脚字母可被输入时,就会
输入键INPUT
当按下一个字母键或者数字键时,再按该键数据被输入到缓冲区,并且显示在屏幕上。
要将输入缓冲区数据拷贝到偏置寄存器中等到,按下INPUT键。
这个键与软键中[INPUT]键是等效。
取消键CAN
按下这个键删除最后一个进入输入缓冲区字符或符号。
当键输入缓冲区后显示为:
>N001X100Z_
当按下CAN键时,Z被取消并且显示如下:
>N001X100_
程序编辑键
ALT、INSERT、DELETE
按下如下键进行程序编辑:
ALTER:
替换、INSERT:
插入、DELETE:
删除
功能键POS、PROG
按下这些键,切换不同功能显示屏幕。
光标移动键
有四种不同光标移动键。
→:
这个键用于将光标向右或者向前移动。
光标以小单位向前移动。
←:
这个键用于将光标向左或者往回移动。
光标以小单位往回移动。
↓:
这个键用于将光标向下或者向前移动。
光标以大单位向前移动。
↑:
这个键用于将光标向上或者往回移动。
光标以大单位往回移动。
翻页键
用于将屏幕显示页面向下翻页。
用于将屏幕显示页面往回翻页。
表1-1MDI面板功能键作用
机械面板各个功能键作用如表1-2:
:
按键、旋钮
详细说明
急停按钮:
紧急情况下按下开关机床停止一切运动。
快速/手轮倍率按键:
确定快进时机床运动速度倍率,分别为默认速度1%、25%、50%、100%。
确定手轮每转动一隔工作台移动距离。
共有4个档次,分别为每转一格工作台或主轴移动1μm、10μm、100μm、1000μm。
参考点灯:
当各个轴回到机床零点是指示灯亮。
报警灯:
当机床润滑油不够或按下急停按钮时,指示灯亮。
主轴正转按键:
主轴正向旋转。
主轴反转按键:
主轴反向旋转。
主轴停止按键:
停止主轴转动。
主轴升速按键:
提高主轴转速。
主轴降速按键:
降低主轴转速。
主轴设定按键:
主轴以设定速度旋转。
接上表:
轴选择:
选择要移动轴。
轴移动按键:
移动选择轴。
如果同时按下“快移”键工作台或主轴快速移动,否则以选定快速倍率移动。
主轴、进给保持旋钮:
控制主轴旋、移动转或工作台移动。
旋钮指向相应“0”位时,主轴、工作台实现进给保持或主轴停转。
方式选择旋钮:
不同旋钮指向不同,机床分别处在编辑模式、自动加工(CNC)模式、MDI录入模式、计算机直接加工(DNC)模式、手轮模式、JOG模式、回参考点模式
手轮:
方式选择处在手轮模式时,可旋转手轮手动移动工作台或主轴
进给倍率旋钮:
选择加工、回零时进给倍率,使执行指令时进给以不同速度进行。
超程解除按钮:
解除超程状态。
按下此按键,同时旋转手轮可解除超程。
单段执行按钮:
按下此按键,执行单段加工程序,按循环启动按钮继续执行下一个单段程序。
冷却液开关按纽:
开、关冷却液。
接上表:
空运行按钮:
按下此按钮,机床以设定进给速度执行程序。
循环启动按钮:
选择好程序后,按此键执行加工程序。
电源开关:
启动、关闭系统电源
机床锁定按键:
执行程序时,系统锁定机床运动
冲刷铁屑按键
程序重启按键:
程序中断后,根据需要重新启动程序
冷却液开、关按钮:
开、关冷却液。
跳步按键:
按下此键,加工越过需要执行跳步程序段
计划停止按键:
按下此键,程序执行M01时,运动停止。
按“循环启动”后,继续执行下段程序。
表1-2机械面板各个功能键作用
实训项目:
1、机床开机:
操作步骤:
¤第一步接通机床电源;
¤第二步机床通电;
¤第三步开启压力开关;
¤第四步启动系统电源。
2、机床回参考点
操作步骤:
¤第一步“方式选择”选钮指向“回参考点”;
¤第二步“轴选择”选“Z”,Z轴指示灯亮;
¤第三步按“轴移动”“+”向,主轴头向上移动,当机床回零后,“参考点”对应“Z”上方指示灯亮;
¤第四步“轴选择”选“X”,X轴指示灯亮;
¤第五步按“轴移动”“—”向,工作台沿X轴负向移动,当机床回零后,“参考点”对应“X”上方指示灯亮;
¤第六步“轴选择”选“Y”,Y轴指示灯亮;
¤第七步按“轴移动”“+”向,工作台沿Y轴正向移动,当机床回零后,“参考点”对应“Y”上方指示灯亮;
注意:
¤不是每次回参考点都能顺利实现,当系统报警显示不能回参考点时,应重新进行回零操作。
¤当超程时,需要解除报警,具体操作:
按住“方式选择”选钮指向“JOG”,“轴向选择”选择对应已超程轴,“超程解除”按钮,按“轴移动”对应超程反方向移动工作台。
¤为保证安全,应先保证“Z”轴先回参考点。
¤回参考点时,“快速/手轮倍率按键”功能同时起作用。
3、手轮移动工作台
操作步骤:
¤第一步机床回零;
¤第二步“方式选择”旋钮指向“手轮”;
¤第三步“主轴、进给保持旋钮”旋钮指向“进给I”位;
¤第四步“轴选择”选“X”,X轴指示灯亮;
¤第五步“快速/手轮倍率按键”选定“100μm”档位;
¤第六步顺时针旋转手轮,移动工作台沿X正向移动至中间位置;
¤第七步“轴选择”选“Y”,Y轴指示灯亮;
¤第八步逆时针旋转手轮,移动工作台沿Y负向移动至中间位置;
¤第九步“轴选择”选“Z”,Z轴指示灯亮;
¤第十步逆时针旋转手轮,移动主轴沿Z负向移动至适当位置;
¤第十一步“快速/手轮倍率按键”选定不同档位,重复1-10步骤。
4、“JOG”方式移动工作台
操作步骤:
¤第一步机床回零;
¤第二步“方式选择”旋钮指向“JOG”;
¤第三步“主轴、进给保持旋钮”旋钮指向“进给I”位;
¤第四步“轴选择”选“X”,X轴指示灯亮;
¤第五步按“轴移动”“+”按键,移动工作台沿X正向移动至中间位置;
¤第六步“轴选择”选“Y”,Y轴指示灯亮;
¤第七步按“轴移动”“-”按键,移动工作台沿Y负向移动至中间位置;
¤第八步“轴选择”选“Z”,Z轴指示灯亮;
¤第九步按“轴移动”“-”按键,移动主轴沿Z负向移动至适当位置;
¤第十步“快速/手轮倍率按键”选定不同档位,重复1-10步骤。
注意:
¤使用“轴移动”快速移动时,如果同时按“快移”键,移动速度与“快速/手轮倍率按键”选定档位相适应,否则以机床默认速度移动。
实训课题2程序录入与编辑
一、实训目:
¤掌握程序录入方法。
¤熟悉程序编辑方式。
二、相关知识:
(一)程序录入:
操作步骤:
¤第一步“方式选择”选择”EDIT”方式。
¤第二步按下“PROG”键。
¤第三步按下地址键“O”,输入程序号。
¤第四步按下“INSERT”键。
¤第五步输入程序,每个程序段尾按“EOB”键,程序段自动录入。
(二)、程序编辑
¤首先“方式选择”选择”EDIT”方式。
按下“PROG”键。
选择要进行编辑程序。
检索一个将要修改字。
执行替换、插入、删除字等操作。
1、字检索
¤字检索可以通过简单在文本中移动光标(扫描程序)、字检索或者是地址检索实现。
移动光标检索操作步骤:
¤第一步按下光标键“→”。
光标在画面上向前一个字一个字移动,光标显示在所选字上。
¤第二步按下光标键“←”。
光标在画面上往回一个字一个字移动,光标显示在所选字上。
¤第三步续按下光标键“→”或“←”对字进行连续扫描。
¤第四步当按下光标“↓”时,检索下一个程序段第一个字。
¤第五步当按下光标“↑”时,检索上一程序段第一个字。
¤第六步持续按下光标键↓或↑会连续将光标移动到各程序段开头。
¤第七步按下翻页键“page”显示下一页,并检索该页中第一个字。
¤第八步按下翻页键“page”显示前一页,并检索该页中第一个字。
¤第九步持续按下“翻页键”会连续显示各页面。
字检索步骤(例如检索S12):
¤第一步键入地址“S”。
键入“12”。
¤第二步按下“[检索↓]”键开始检索过程。
检索完成后,光标停留在“S12”上。
检索一个地址操作步骤(例如检索M03):
¤第一步键入地址“M”。
¤第二步按下“[检索↓]”键。
在检索完成后,光标停留在“M03上”。
2、字插入
插入一个字步骤:
¤第一步检索或扫描插入位置前字。
¤第二步键入将要插入地址字。
¤第三步键入数据。
¤第四步按下“INSERT”键。
3、字替换
字替换步骤
¤第一步检索或扫描将要替换字。
¤第二步输入将要插入地址字。
¤第三步输入数据。
¤第四步按下“ALTER”键。
4、字删除
删除一个字步骤:
¤第一步检索或扫描将要删除字。
¤第二步按下“DELETE”键。
(三)、程序删除
1、程序号检索方法:
¤第一步选择“EDIT”
¤第二步按下“PROG”键显示程序画面。
¤第三步输入地址“O”。
¤第四步输入要检索程序号。
¤第五步按下“[O检索]”。
¤第六步检索结束后,检索到程序号显示在画面右上角。
2、删除一个程序段步骤:
¤第一步检索或扫描将要删除程序段地址“N”。
¤第二步按“EOB”键。
¤第三步按“DELETE”键。
3、删除多个程序段步骤:
¤第一步检索或扫描将要删除第一个程序段第一个字。
¤第二步键入地址“N”。
¤第三步键入将要删除最后一个程序段顺序号。
¤第四步按下“DELETE”键。
4、删除一个程序步骤
¤第一步选择“EDIT”方式。
¤第二步按下“PROG”键,显示程序画面。
¤第三步键入地址“O”。
¤第四步键入要删除程序号。
¤第五步按下“DELETE”键。
输入程序号程序被删除。
5、删除所有程序步骤
¤第一步选择“EDIT”方式。
¤第二步按下“PROG“键,显示程序画面。
¤第三步键入地址“O”。
¤第四步键入“—9999”。
¤第五步按下“DELETE”键,所有程序都被删除。


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 模块 数控 铣床 基本 操作
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 #2机组现场施工用电布置措施.docx
#2机组现场施工用电布置措施.docx
-
《个人贵金属质押借款合同》兴业银行.docx
-
《科学发展观和小康社会的经济建设》复习导学案.docx
-
《我和祖父的园子》第一课时教案两篇word.docx
-
《质量》教学案例与设计.docx
-
2惠农小册子.docx
-
7A版个人与团队模拟考试题及答案.docx
-
10篇新部编四年级下册语文课内外阅读理解专项练习题及答案.docx
-
16初四物理热和能知识点总结精讲.docx
-
20XX社会语言经典语录流行风暴.docx
-
48篇教学案例分析报告题.docx
-
《电子工厂安全管理制度汇总》.docx
-
《机械制造课程设计》指导.docx
-
《钱学森》教案第二课时.docx
-
《边城》读后感5篇.docx
-
《固定式压力容器安全技术监察规程》.docx
-
《论雷峰塔的倒掉》.docx
-
《手术台就是阵地》教学设计三年级语文下册.docx
-
《夏洛的网》课外阅读教学设计.docx
-
《自己的花是让别人看的》教案.docx
-
3C检查表090429.docx
-
7客运专线CRTSⅡ型板式无砟轨道施工工法.docx
-
《笔算除法》课时教案设计.docx
-
11#楼高大模板支撑体系专项方案.docx
-
17科学分析经济形势.docx
-
《电流和电路》易错题精讲综合检测题与答案.docx
-
《会计信息系统》习题含答案.docx
-
《汽车电器设备与维修》发电机分教考分离试题及标准答案.docx
-
《四川省排污许可证管理暂行办法》.docx
-
《新编实用英语》教案第一册Unit.docx
-
0母版锅炉值班员计算题WORD版.docx
-
3年级下册英语单词记忆人教版.docx
-
2021年关于庆中秋迎国庆节前廉洁会议上的讲话材料文稿Word格式.docx
-
2021年领导党课讲稿文:清风竹乡话清廉初心讲堂表初心文档格式.docx
-
2021年关于创建全国文明城市工作情况汇报文稿Word格式.docx
-
党委书记在2021年巡视整改专题民主生活会个人对照检查材料文稿Word文档格式.docx
-
2021年伟大的精神之源奋进的磅礴力量专题党课讲稿范文Word格式.docx
-
2021年关于弘扬爱国主义精神践行党初心和使命的专题党课讲稿文文档格式.docx
-
自然资源和规划局关于2021年“营商环境优化年”活动实施方案文稿Word格式.docx
-
2021年办公室干部近三年个人工作总结文稿Word下载.docx
-
2021年度关于巡察整改专题民主生活会个人对照检查材料文稿Word文件下载.docx
-
2021年关于初心使命要践行一辈子专题党课讲稿文Word文档格式.docx
-
2021年上半年关于预算执行情况的报告文稿Word格式文档下载.docx
-
干部在2021年中秋国庆节前廉政教育讲话文稿Word格式.docx
-
区委书记在2021年区人代会闭幕式上的讲话文稿文档格式.docx
-
2021年关于物业公司管理工作调研汇报文稿Word格式.docx
-
领导干部在2021年度“中秋”“国庆”两节期间廉政谈话会议上的发言文稿Word文档下载推荐.docx
-
2021年在全市巩固拓展脱贫攻坚成果同乡村振兴有效衔接工作会上的讲话文稿Word文档格式.docx
-
市审计局关于2021年度保密工作自查自评总结文稿Word文档下载推荐.docx
-
市委书记在2021年全市严肃换届纪律集体谈话会议上的讲话文稿Word文件下载.docx
-
2021年党员党课讲稿范文:无悔的承诺Word格式文档下载.docx
