 烧结机维护检修规程.docx
烧结机维护检修规程.docx
- 文档编号:29637164
- 上传时间:2023-07-25
- 格式:DOCX
- 页数:9
- 大小:19.38KB
烧结机维护检修规程.docx
《烧结机维护检修规程.docx》由会员分享,可在线阅读,更多相关《烧结机维护检修规程.docx(9页珍藏版)》请在冰豆网上搜索。
烧结机维护检修规程
烧结机维护检修规程
第一节设备技术性能及参数
烧结机是烧结厂培烧烧结矿的重要设备,其作用是将混合好的原料点火培烧产生一系列
的化学反应,去除有害元素,并产生液相物质使矿粉颗粒凝结成块状。
烧结机由烧结机本体、布料器、点火器,抽风除尘等设备组成。
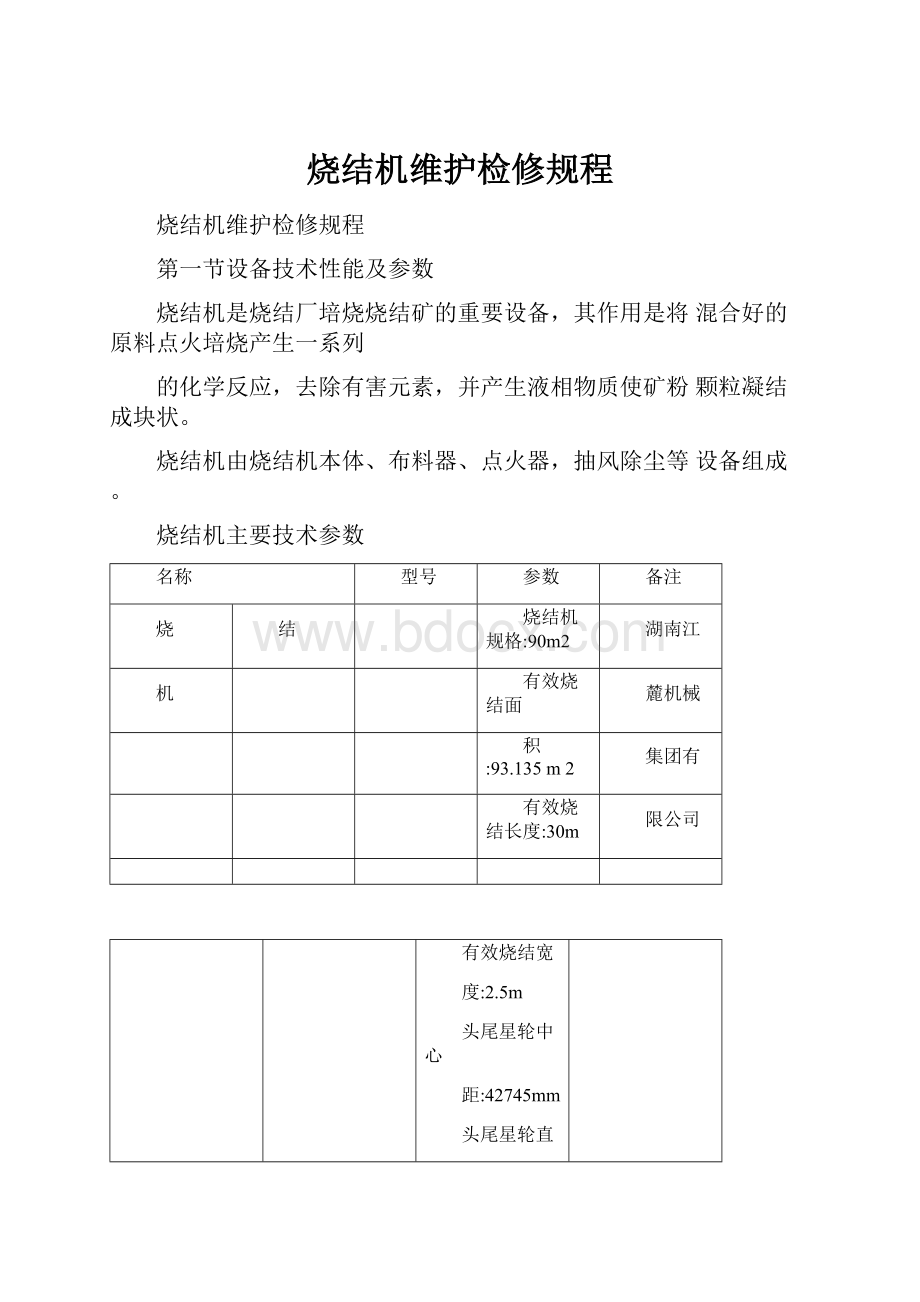
烧结机主要技术参数
名称
型号
参数
备注
烧
结
烧结机规格:
90m2
湖南江
机
有效烧结面
麓机械
积:
93.135m2
集团有
有效烧结长度:
30m
限公司
有效烧结宽
度:
2.5m
头尾星轮中心
距:
42745mm
头尾星轮直
径:
3098.52mm
台车数量:
109台
台车规格:
1000X
2500mm台
车运行速
度:
0.84-2.51m/min
台车栏板高
度:
700mm
原料处理
量:
220-310T
三传动装置电
机
丫200L2-6
18.5kw380V
44.6A
970r/mim重量
235kg
西安西玛电机集团有限公司
给料装置园辊三相变频调速电动机
YVP132M2-6
5.5kw380V
13.8A
970r/mim
宁国市金华银电机有限公司
料置辐线轮速给装园摆针减机
XWEDY8235A-165-5.5
5.5kw速比165
中心高300
江苏省
泰隆减
速机厂
全悬挂柔性传动减
ZLF-430-2-2
传动比:
3112.42
江苏泰
隆有限
公司
速机
圆辊
圆辊直径:
①
湘潭湘
布料
1032*2546mm
机电城
器
转数:
2.1r-6.2r/min
微电机
厂
七辊
型号Y100L1-4
2.2kw380V
宁国市
式布
5A
金华银
料器
1470r/mim重
电机有
电动
量37kg
限公司
机
七辊
BWEY41-121-2、2
BWEY41-121-2.2
江苏泰
布料
2.2kw
隆有限
器减
中心高200
公司
速机
重量120kg
第二节设备使用规程
启动前检查
1.检查烧结机本体的各部件联接螺丝、地脚螺丝是否紧固。
2.检查柔性传动装置、头尾弯道、尾部移动装置及中部轨道有无障碍物影响。
3.检查台车轮、炉条、栏板是否完整。
4.检查各给油点的工作情况,各部位轴承、轴瓦是否润滑良好。
5.检查烧结机事故开关是否合上。
6.检查台车调速电位器是否归至零位。
7.查看台车传动电动机的散热装置是否正常工作。
8.查看煤气压力数字显示表压力值不得低于2000Pa。
启动时
煤气爆发试验合格后(确认烧嘴无堵塞)方可点火,缓慢开起煤气阀门,点燃后适量送助燃风机保持火焰不外扑,系统方可起车。
系统起车后正常布料点火温度调制工艺要求范围内,随料层料头依次打工风箱翻板或通知风机工缓慢开起风门进行送风。
当混合料铺在台车上之前,预先在台车上铺一层料度为5〜
10mm的烧结矿。
自动:
按启动前准备工作要求进行检查,确认无误后将机旁操作箱上转换开关打到“自动”位置,等待主控室进行联锁起动。
手动:
按启动前准备工作要求进行检查,确认无误后将机旁操作箱上转换开关打到“手动”位置,按下启动按钮(绿色),台车进入运行状态缓慢调节台车调速电位器至工艺要求位置。
停机:
正常停机就由主控联锁停机或按操作箱上的停止按钮,出现事故时可将事故开关拉开,待事故原因查清后方可起车。
第三节设备维护规程
1.每班对设备及设备所处区域进行清扫,设备及现场做到“四无”(无油污、无杂物、无灰尘、无异常)。
停机后方可清扫转动设备和带电的零部件。
2.每班对电机、减速机、助燃风机等各地脚螺栓及联接螺栓进行检查、紧固,保证机体完整,无异响。
3.每班至少检查一次电机轴承及机体的温度,发现异常及时处理。
4.每班至少检查二次柔性传动装置、头尾弯道、尾部移动装置及中部轨道有无障碍物,车轮、炉条、栏板是否完整。
5.每班至少对六辊布料器链条加油一次,保证链条无卡阻。
6.每班对润滑油泵检查一次,确保管路无泄漏,润滑点(烧结机头、尾星轮轴承、尾部活动框架、风箱轴承、滑板密封、泥辊轴承)润滑良好。
7.每班必须检查活动风箱闸门一次,特别是点火器下面的风箱闸门。
8.每月对煤气管道、各煤气阀门检查二次,确保操作灵活、无损坏、无泄漏。
9.各减速机加油标准:
10.电动机维护参见《电动机维护通则》
11.变频器维护参见《变频器维护通则》第四节设备检修规程
1.检查头、尾部回车弯道、三环减速机胀紧套螺栓是否松动。
2.更换七辊布料器
1)用2个3吨手拉葫芦,选好吊装点,吊住底座。
2)拆卸地角螺栓,将六辊布料器吊起,放置到台车上
后启动台车。
3)将七辊拉置合适位置用天车吊出。
相反步骤回装。
3.检查台车铜套轴是否运转自如,密封油板是否磨损断裂,台车是否有变形情况。
4.更换行走轮轴承:
1)用天车将轴承损坏的台车吊放到指定位置。
2)拆下轮的端盖,打开锁紧螺母,取出锁片。
3)用10T千斤顶退除轴承。
4)用油加热轴承至80C将轴承回装。
相反步骤。
5.压篦轮辊筒磨漏,钢丝绳有断股,应及时更换。
6.检查泥辊布料器衬板磨损情况,磨损至1/3时及时更换。
7.更换泥辊布料器衬板:
1)首先割出沉头螺栓,取出旧衬板。
2)安装新衬板,紧固沉头螺栓,用耐磨焊条焊牢沉头螺栓,以防沉头螺栓磨损。
加油地点
使用油类
更换周期
用油量/Kg
冬季
夏季
全悬挂柔性传
150#齿轮
三个月更换
动减速机
油
一次
圆辊减速机
220#齿轮
油
三个月更换
一次
七辊布料减速
机
220#齿轮
油
三个月更换
一次
8保证调速电动机接线盒接线牢固美观。
9.电动机检修参见《电动机检修通则》。
10.试车与验收
10.1启动干油泵,润滑系统各管路无泄漏、堵塞。
10.2空车起动烧结机,机体运行平稳,电机、减速机、齿轮齿条无异常响。
10.3烧结机台车行走平稳,车轮无卡阻现象。
10.4平料器是否灵活。
10.5七辊布料器无卡料现象,链条无卡阻。
11.常见故障及处理方法
故障
原因
处理方法
1•电动机外壳温
度升高
2•电动机轴承温
1•超负荷,电压低
2.轴承坏,轴承缺油或油过多
1.减少机械摩擦
2.更换轴承或加油
3.检修或换件
度升高
3•电动机运转有
杂曰
4•电动机振动
5•电动机不运转
3.定子松动,风片松动,轴承间隙大
4.中心不正,螺丝松动
5.检查电源,电动机绕组,过热继电器动作,变频器故障。
4.调整中心,紧固螺
丝
5.查看电源及变频器,测量电动机绕组绝缘程度,复位热继电器
1.减速机传动有噪声
2.减速机振动
1•齿轮啮合不
好,缺油,打尺,
轴弯
2•中心不正,螺
丝松动
1•调整、加油或
换新件
2•调整中心,紧
固螺丝
1点火器火焰不均
2点火器火焰外
飘
3点火器内衬烧
穿塌陷
1•煤气闸门开度不均
2.煤气流量或压力过大
3.撞落托板,烧损长期使用
1•调整各煤气闸门
2•调整煤气流量
3•挖补、定期检查
1•机头机尾弯道
1•超载或撞击
1•检修
扭曲变形
2.机头机尾弯道
台车跑偏
3.机头机尾弯道环形轨紧固螺丝松动
4.机头机尾弯道环形轨道内衬翘起脱落
2.前后错位
3.突变负荷
4.焊缝开裂
2.检修
3.紧固螺丝
4•定期焊补更换衬
板
台车故障及处理
故障
原因
处理方法
1、台车挡板变形
1.螺丝松动,烧损
1.紧固螺栓,更换
2.台车炉算掉落
变形
挡板
3.台车挡板卡反
2.算条松动歪斜,
2.补齐算条
射板或点火器
压紧销失效
3.立即停车,倒转,
4.换台车时,新
3.挡板螺丝脱落
拧紧挡板螺丝或更
台车放不进去
4.更换的台车吊起
换挡板
5.台车在轨道上
后,其余台车发生移
4.将机尾摆动架固
蠕动
位
定,倒转至机头反射
6.台车上回车道
7.台车轮卡弯道
8.台车塌腰,甚者卡风箱隔板
9.台车脱轨
10•台车轮掉落
5.润滑不了安装误
差
6.台车跑偏
7.台车轮脱落,台车烧损塌腰变形
8.台车塌腰卡尾后箱隔板
9.台车塌腰,在运
行中偏离轨道
10•挡圈掉,轴承
坏,珠粒松动
板或辊式布料器前,用两根道木顶住台车,打正转,转到吊车下,更换新台车
5.加强润滑,找准烧结机中心线
6.立即停车,倒车退回,先固定上回车道的后一块台车,盘
车出现200mm间隙后,用起重机吊起
7.倒车将轮顶出,塌腰台车吊起更换
&塌腰台车吊起更换
9.更换新台车
10•检查或更换新台车
1.弹性滑道严重
1.润滑不量,长期
1.加强调整,定期
磨损大量跑风
2.弹性滑道挡灰
板掉落
使用
2•螺栓脱落,台车
窜动碰撞
更换
2.检修补上螺栓


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 烧结 维护 检修 规程
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《贝的故事》教案4.docx
《贝的故事》教案4.docx
-
《对韵歌》优秀教案8.docx
-
《函数yAsinωx+φ+P图象》wwwnet.docx
-
《静夜思》教学设计.docx
-
《汽车底盘构造与维修》题库与考核标准.docx
-
《世说新语》复习资料.docx
-
《我的服装我做主》教案设计.docx
-
《在品味情感中成长》教学片断设计.docx
-
11造价员《建设工程造价管理基础知识》精讲教程文件.docx
-
《不会叫的狗》教案 人教部编版1.docx
-
《操作系统》二学期A卷及答案.docx
-
《傅雷家书》名著阅读笔记.docx
-
《反不正当竞争法》下互联网平台封禁行为考辨以消费者用户合法权益保护为中心.docx
-
《化工原理》第六章蒸发.docx
-
《蓝海战略》概要11页.docx
-
《人生》读书心得.docx
-
《荷叶圆圆》公开课教案优秀教学设计26.docx
-
《科技出行研究报告》智能网联与新能源将变革未来汽车出行.docx
-
《272 向量的应用举例》导学案1.docx
-
《秋天》评课稿.docx
-
《电算化》第二章会计电算化的工作环境章节练习.docx
-
《室外给排水管道》施组.docx
-
《广东省建筑与装饰工程综合定额》计算规则.docx
-
《我多想去看看》教学.docx
-
《直通车车手基础认证》 考试答案 70题之欧阳育创编.docx
-
7天销量翻10倍皇冠卖家教您玩转最精准流量.docx
-
9 阿长和山海经.docx
-
《比例尺》教案.docx
-
《菜根谭》注译四闲适篇.docx
-
《福尔摩斯探案集》读后感15篇.docx
-
《红对勾》古代诗歌选择题答案补充.docx
-
《课堂密码》读后感及心得精选多篇.docx
-
内蒙古专业技术人员继续教育考试满分答案.doc
-
内蒙古房地产经纪人注册建筑师制度模拟试题.doc
 苏宁仓库管理.ppt
苏宁仓库管理.ppt
-
内蒙古专业技术职务任职资格评审表.docx
-
内蒙古监理工程师建设工程合同管理法律基础考试试题.doc
-
内蒙古继续教育考试题答案其中一套.docx
-
再制造关键技术与设备.docx
-
军工保密资格认定工作试题库3.doc
-
苏州消防安全培训大讲堂-家居建材商场专场.ppt
-
军工保密资格认定工作试题库2.doc
-
速读训练的方法_精品文档.ppt
-
写字楼物业消防安全管理[1].doc
-
军用无人艇.doc
-
英山太平洋保险政策宣讲会.ppt
-
英文自我介绍PPT.ppt
-
英文写作大全求职信.ppt
-
内蒙古综合法律知识人民法院和人民检察院模拟试题.doc
-
内蒙古安全工程师安全生产法生产安全事故模拟试题.doc
-
写字楼物业接管验收标准.doc
