 尾座体工艺工序卡带图.docx
尾座体工艺工序卡带图.docx
- 文档编号:29503774
- 上传时间:2023-07-24
- 格式:DOCX
- 页数:26
- 大小:277.56KB
尾座体工艺工序卡带图.docx
《尾座体工艺工序卡带图.docx》由会员分享,可在线阅读,更多相关《尾座体工艺工序卡带图.docx(26页珍藏版)》请在冰豆网上搜索。
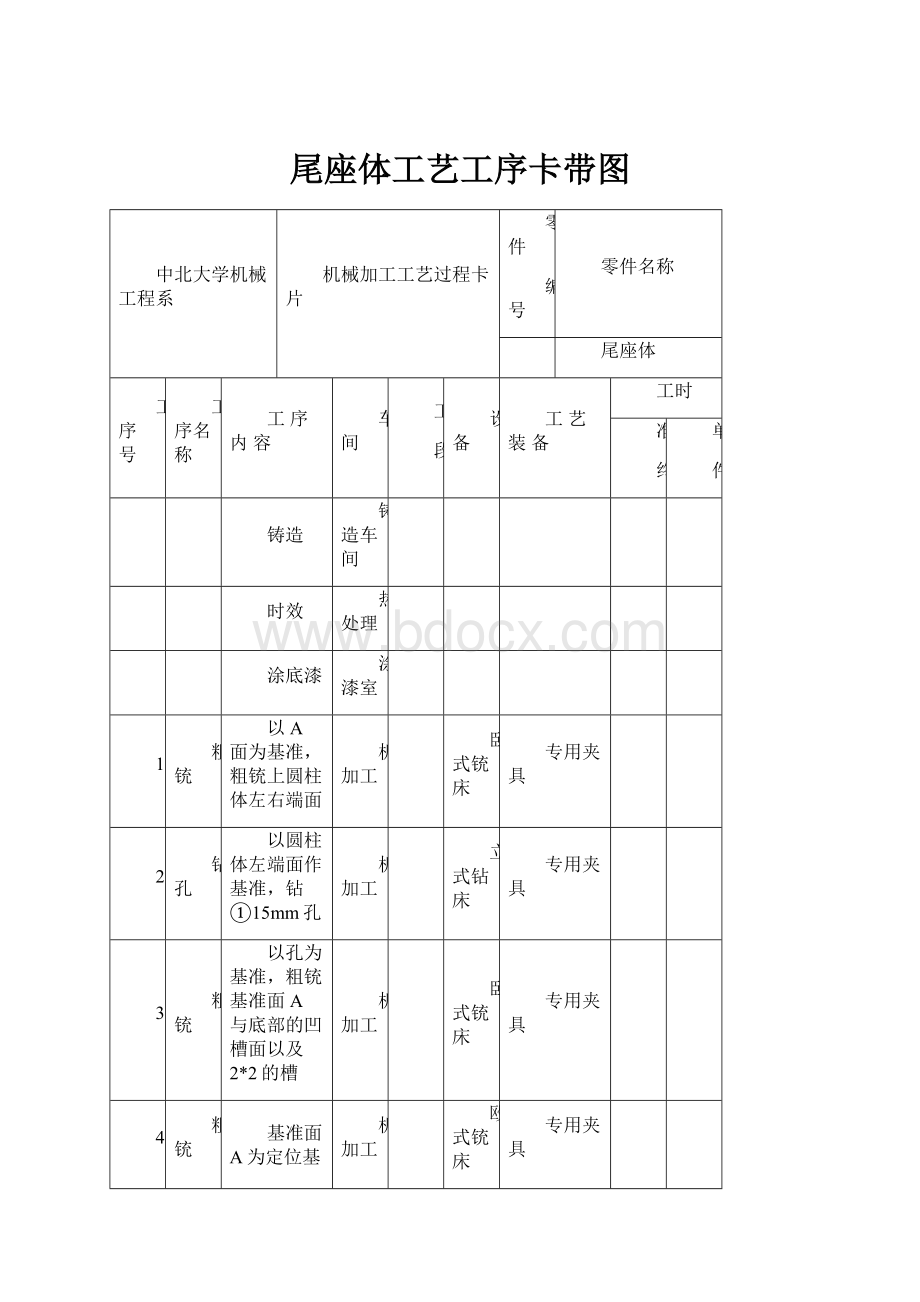
尾座体工艺工序卡带图
中北大学机械工程系
机械加工工艺过程卡片
零件
编号
零件名称
尾座体
工序号
工序名称
工序内容
车间
工
段
设备
工艺装备
工时
准
终
单
件
铸造
铸造车间
时效
热处理
涂底漆
涂漆室
1
粗铳
以A面为基准,粗铳上圆柱体左右端面
机加工
卧式铳床
专用夹具
2
钻孔
以圆柱体左端面作基准,钻①15mm孔
机加工
立式钻床
专用夹具
3
粗铳
以孔为基准,粗铳基准面A与底部的凹槽面以及2*2的槽
机加工
卧式铳床
专用夹具
4
粗铳
基准面A为定位基准,粗铳基准面B
机加工
殴式铳床
专用夹具
5
粗铳
基准面A为基准,粗铳底部右端面及凸台面
机加工
卧式铳床
专用夹具
6
钻孔
以尾座体端面A,B定位,钻①14mm孔,锪①26X啲沉头孔
机加工
立式钻床
专用夹具
7
加工螺纹孔
以①17H6孔为基准,钻孔,攻M6的螺纹
机加工
立式钻床
专用夹具
8
精加工孔
基准面A和B为基准,扩、铰①17H6孔
机加工
立式钻床
专用夹具
9
半精铳
以基准面A为基准,半精铳圆柱体左右端面
机加工
卧式铳床
专用夹具
10
半精铳
基准面A为定位基准,半精铳底部右端面
机加工
卧式铳床
专用夹具
11
精铳
以①17H6孔为基准,精铳基准面A。
精铳2*2的槽
机加工
卧式铳床
专用家具
12
精铳
基准面A为定位基准,精铳基准面B
机加工
卧式铳床
专用夹具
班级:
10020145X学号:
10020145X54学生姓名:
薛力浩指导老师:
王彪共1页第1页
HOJIJ.Ub
工步内容
工艺装备
1粗铳左端面
2粗细右端面
圆柱形铳刀
圆柱形铳刀
零(部)件图
零(部号件名
尾座体
共12页
第1页
车称间
工序号
工序名称
材料牌号
1
粗铳顶部宽度为
80的两侧面
HT200
毛坯种类
毛坯外型尺寸
每毛坯可制件数
每台件数
设备名称
设备型号
设备编号
同时加工件数
卧式铳床
X6030
1
夹具编号夹具名称切削液
工位器具编号
工位器具名称
工序工时
准终单件
主轴转速
r/min
600
600
切削速
度
m/min
420
进给量
mm/r
切削深度进给次数
mm
2.80.651
4202.80.65
工步工时
机动辅动
工
步
号
1
工步内容
工艺装备
主轴转速
r/min
粗铳底平面
圆柱形铳刀
600
零(部)件图
零(咅号件名
尾座体
共12页
第3页
车称间
工序号
工序名称
材料牌号
3
粗铳底平面
HT200
毛坯种类
毛坯外型尺寸
每毛坯可制件数
每台件数
设备名称
设备型号
设备编号
同时加工件数
卧式铳床
X6030
夫具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时
准终
单件
切削速
度
度.
m/min
420
进给量
mm/r
切削深度
mm
进给次数
工步工时
机动
辅动
2.7
零(部)件图号
零(部)件名称
尾座体
共12页
第4页
车间
工序号
工序名称
材料牌号
4
粗铳导轨平面
HT200
毛坯种类
毛坯外型尺寸
每毛坯可制件数
每台件数
设备名称
设备型号
设备编号
同时加工件数
卧式铳床
X6030
夫具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时
准终单件
工步内容
工艺装备
主轴转速
r/min
切削速度
m/min
进给量
mm/r
切削深度
mm
进给次数
工步工时
机动I辅动
粗铳导轨平面
圆柱形铳刀
5501450.15
零(部)件图
零(咅号件名
尾座体
共12页
第5页
车称间
工序号
工序名称
材料牌号
5
粗铳$40凸台斜面
HT200
毛坯种类
毛坯外型尺
每毛坯可制件数
每台件数
寸
设备名称
设备型号
设备编号
同时加工件数
卧式铳床
X6030
夫具编号夫具名称切削液
工位器具编号工位器具名称工序工时
准终单件
工步内容
工艺装备
主轴转速
r/min
切削速
度
m/min
进给量
mm/r
切削深度
mm
进给次数
工步工时
机动]辅动
粗铳凸台平面
套式端铳刀
600
373
1.22
零(部)件图
零(咅号件名
尾座体
共12页
第6页
车称间
工序号
工序名称
材料牌号
6
钻①14mm孔,锪
①26X的沉头孔
HT200
毛坯种类
毛坯外型尺寸
每毛坯可制件数
每台件数
设备名称
设备型号
设备编号
同时加工件数
立式钻床
Z535
夫具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时
准终
单件
工步内容
钻台阶面的各个小孔并用
塞规控制其大小
工艺装备
各直径的麻花钻头
主轴转速
r/min
切削速
度
m/min
进给量
mm/r
切削深度
mm
进给次数
工步工时机动I辅动
210
13
0.427
工步内容
工艺装备
主轴转速
r/min
扩孔至①16.5
粗铰①16.8孔
精铰孔至①16.95
直径为16.5mm的标准
扩孔钻
直径为16.8mm的直柄
机用铰刀
直径为16.95mm的直
柄机用铰刀
280
250
300
零(部)件图
零(咅号件名
尾座体
共12页
第8页
车称间
工序号
工序名称
材料牌号
8
扩、铰①17H6孔
HT200
毛坯种类
毛坯外型尺寸
每毛坯可制件数
每台件数
设备名称
设备型号
设备编号
同时加工件数
立式钻床
Z525
夫具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时
准终
单件
切削速
度
m/min
15
进给量
mm/r
切削深度
mm
进给次数
工步工时
机动
辅动
14
18
0.55
0.75
1.1
0.5
0.15
0.075
Hum.ib
:
紹:
汽叭©、严
工步内容
工艺装备
主轴转速
r/min
半精铳圆柱体左端面
半精铳圆柱体右端面
圆柱形铳刀
圆柱形铳刀
956
956
零(部)件图
零(咅号件名
尾座体
共12页
第9页
车称间
工序号
工序名称
材料牌号
9
半精铳圆柱体左右端面
HT200
毛坯种类
毛坯外型尺寸
每毛坯可制件数
每台件数
设备名称
设备型号
设备编号
同时加工件数
卧式铳床
X6042
1
夫具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时
准终
单件
切削速
度
m/min
500
进给量
mm/r
切削深度
mm
进给次数
工步工时
机动
辅动
1.2
0.7
500
1.2
0.7
主轴转速
工艺装备
r/min
工步内容
精铳2*2的槽
粗齿锯片铳刀
75
零(部)件图
零(咅号件名
尾座体
共12页
第10页
车称间
工序号
工序名称
材料牌号
10
精铳2*2的槽
HT200
毛坯种类
毛坯外型尺寸
每毛坯可制件数
每台件数
设备名称
设备型号
设备编号
同时加工件数
卧式铳床
X6030
1
夫具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时
准终
单件
切削速
进给量
mm/r
切削深度
mm
度
m/min
2.4
0.8
进给次数
工步工时
机动
辅动
零(部)件图
零(咅号件名
尾座体
共12页
第11页
车称间
工序号
工序名称
材料牌号
11
精铳底平面
HT200
毛坯种类
毛坯外型尺寸
每毛坯可制件数
每台件数
设备名称
设备型号
设备编号
同时加工件数
卧式铳床
X6042
1
夫具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时
准终
单件
工步内容
主轴转速
r/min
切削速
度
m/min
进给量
mm/r
切削深度
mm
进给次数
工步工时机动|辅动
1
精铣底平面
圆柱形铳刀
1000
280
1.2
0.85
工
步
号
1
工步内容
工艺装备
主轴转速
r/min
精铳导轨平面
单角铳刀
1000
零(部)件图
零(咅号件名
尾座体
共12页
第12页
车称间
工序号
工序名称
材料牌号
12
精铳导轨平面
HT200
毛坯种类
毛坯外型尺寸
每毛坯可制件数
每台件数
设备名称
设备型号
设备编号
同时加工件数
卧式铳床
X6030
1
夫具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时
准终
单件
切削速
度
度
m/min
180
进给量
mm/r
切削深度
mm
进给次数
工步工时
机动
辅动
0.4
0.85


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 尾座体 工艺 工序 卡带
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 #2机组现场施工用电布置措施.docx
#2机组现场施工用电布置措施.docx
-
《个人贵金属质押借款合同》兴业银行.docx
-
《科学发展观和小康社会的经济建设》复习导学案.docx
-
《我和祖父的园子》第一课时教案两篇word.docx
-
《质量》教学案例与设计.docx
-
2惠农小册子.docx
-
7A版个人与团队模拟考试题及答案.docx
-
10篇新部编四年级下册语文课内外阅读理解专项练习题及答案.docx
-
16初四物理热和能知识点总结精讲.docx
-
20XX社会语言经典语录流行风暴.docx
-
48篇教学案例分析报告题.docx
-
《电子工厂安全管理制度汇总》.docx
-
《机械制造课程设计》指导.docx
-
《钱学森》教案第二课时.docx
-
《边城》读后感5篇.docx
-
《固定式压力容器安全技术监察规程》.docx
-
《论雷峰塔的倒掉》.docx
-
《手术台就是阵地》教学设计三年级语文下册.docx
-
《夏洛的网》课外阅读教学设计.docx
-
《自己的花是让别人看的》教案.docx
-
3C检查表090429.docx
-
7客运专线CRTSⅡ型板式无砟轨道施工工法.docx
-
《笔算除法》课时教案设计.docx
-
11#楼高大模板支撑体系专项方案.docx
-
17科学分析经济形势.docx
-
《电流和电路》易错题精讲综合检测题与答案.docx
-
《会计信息系统》习题含答案.docx
-
《汽车电器设备与维修》发电机分教考分离试题及标准答案.docx
-
《四川省排污许可证管理暂行办法》.docx
-
《新编实用英语》教案第一册Unit.docx
-
0母版锅炉值班员计算题WORD版.docx
-
3年级下册英语单词记忆人教版.docx
-
九年级第二次月考语文.docx
-
江西省中考语文总复习第三部分现代文阅读专题09文学作品阅读专题训练.docx
-
精选3份合集内蒙古呼伦贝尔市语文七年级上期末调研模拟试题.docx
-
啤酒厂麦芽加工生产线报告书.docx
-
酒店业营销策略发展.docx
-
领导班子班子成员单位年度考核登记表.docx
-
卡罗拉D4T新COROLLA车型资料概要.docx
-
重磅100大产业链全景图最新版.docx
-
重庆市中考物理真题试题带解析.docx
-
电场强度经典习题(精品).doc
-
年产2万吨白葡萄酒工厂初步设计毕设论文.docx
-
亲爱的对不起我又想你了.docx
-
良种牛快繁与优质牧草开发产业化示范工程项目可行性报告.docx
-
电大专科《监督学》期末总复习填空题.docx
-
空间分析地形分析实习报告.docx
-
煤炭供应链项目商业计划书.docx
-
六年级数学上册 各单元知识点归纳 新人教版.docx
-
宁波市11学年高三期末考试英语试题及答案.docx
-
电子板报模板DOC版.doc
