 1复合材料工艺及设备.docx
1复合材料工艺及设备.docx
- 文档编号:29483231
- 上传时间:2023-07-23
- 格式:DOCX
- 页数:42
- 大小:49.57KB
1复合材料工艺及设备.docx
《1复合材料工艺及设备.docx》由会员分享,可在线阅读,更多相关《1复合材料工艺及设备.docx(42页珍藏版)》请在冰豆网上搜索。
1复合材料工艺及设备
复合材料工艺及设备
教学参考资料
(图表部分)
武汉理工大学材料学院
彭进波
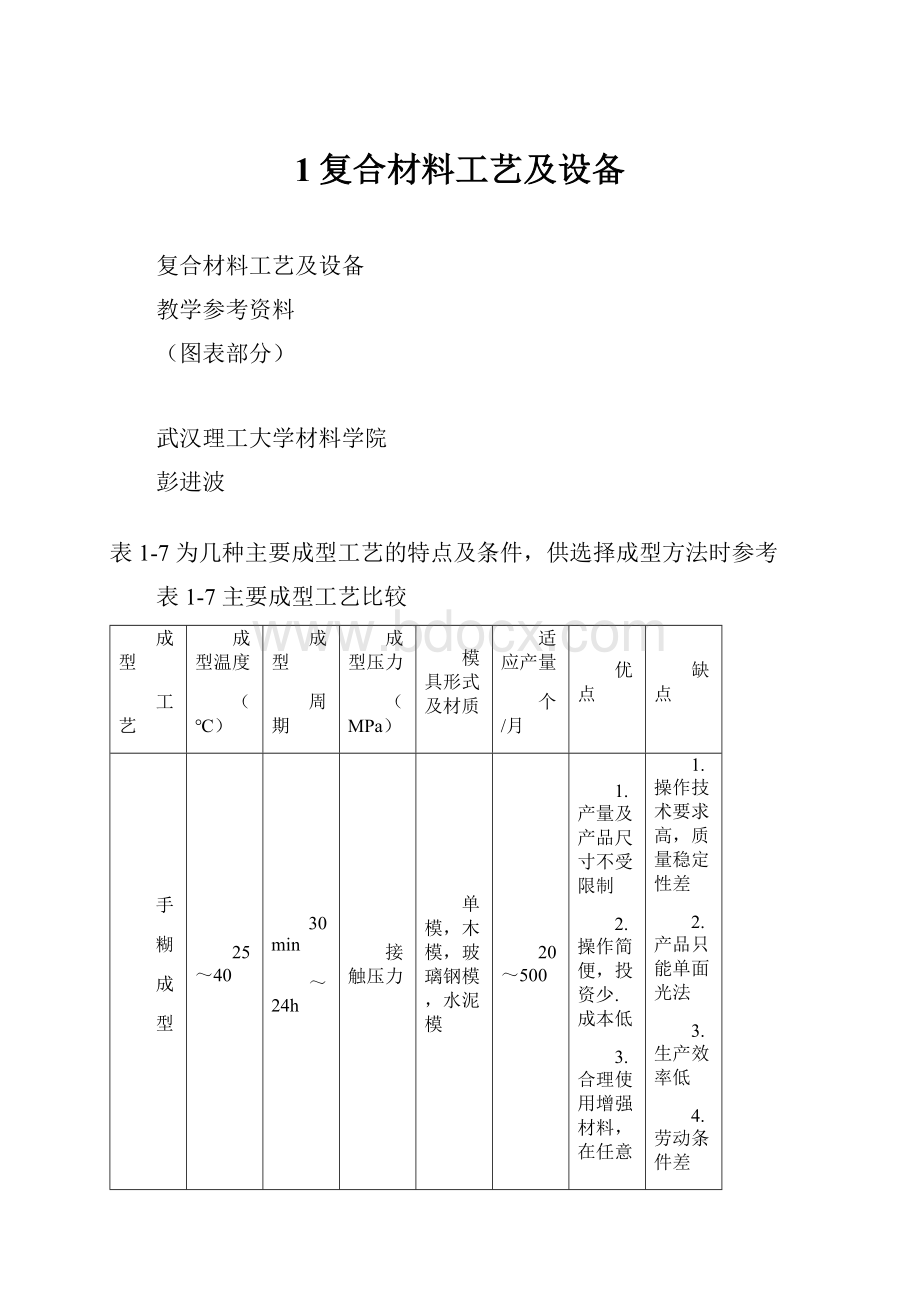
表1-7为几种主要成型工艺的特点及条件,供选择成型方法时参考
表1-7主要成型工艺比较
成型
工艺
成型温度
(℃)
成型
周期
成型压力
(MPa)
模具形式及材质
适应产量
个/月
优点
缺点
手
糊
成
型
25~40
30min
~24h
接触压力
单模,木模,玻璃钢模,水泥模
20~500
1.产量及产品尺寸不受限制
2.操作简便,投资少.成本低
3.合理使用增强材料,在任意部位增厚
1.操作技术要求高,质量稳定性差
2.产品只能单面光法
3.生产效率低
4.劳动条件差
袋
压
成
型
25~40
30min
~24h
0.1~0.5
阴模、玻璃钢模、木模
20~200
1.产品两面光洁
2.适用于中等产量
3.模具费低
4.产品质量优于手糊
1.操作技术要求高
2.生产效率低
3.不适用于大制品
喷
射
成
型
20~40
30min
~24h
接触压力
单模、玻璃钢模、木模
100~
1000
1.生产效率较手糊高
2.尺寸大小不受限制,适用大产品
3.设备简单,可现场施工
4.产品整体性好
1.强度低
2.产品单面光洁
3.劳动条件差
4.操作技术高
树
脂
注
射
成
型
20~40
4min
~30min
0.1~0.5
玻璃钢对模、镀金属玻璃钢对模
200~
2000
1.产品两面光洁
2.适用中批量生产
3.模具设备费低
4.能成型形状复杂制品
1.模具要求高,使用寿命短
2.纤维含量低
3.产品强度低
模
压
成
型
100~170
4min
~30min
3~20
金属模
100~
2000
1.适于大比量生产
2.产品质量均匀
3.制品外观质量高,尺寸精度高
4.可成型复杂形状产品
1.设备费用大
2.模具质量要求高
3.不适于小批量生产
4.成型压力大
缠
绕
成
型
20~100
由缠绕
张力决定
名模、钢模
根据产品尺寸大小面异
1.充分发挥玻琉纤维强度
2.产品强度高
1.设备投资大
2.仅限于生产回转体产品、管缶等
连
续
成
型
80~130
连续
出产品
0.02~
0.2
连续成型机组
大批量定型产品
1.生科效率高
2.质量稳定
3.产品长度不限
1.设备投资大
2.只能生产板或线型制品
离
心
成
型
80~100
10min
~80min
0.15~
0.28
金属模
大比量
1.生产效率高
2.制品外表光洁
3.可加砂、成本低
4.制品质量高、刚度大
1.设备投资大
2.模具要求高
3.只限于回转体管、缶产品
表1-8为主要成型方法的技术经济比较。
表1-8主要成型方法的技术经济分析
成型方法
设备投资
生产效率
制品强度
工人技术要求
技术复杂程度
重复生产可能性
手糊成型
1
1
3
10
10
1
袋压成型
3
3
6
7
7
4
喷射成型
4
4
1
10
10
1
模压成型
8
8
7
5
5
8
缠绕成型
6
6
10
4
4
9
连续成型
10
10
5
1
1
10
注:
1—最低;10—最高。
表3-13顺酐型通用不饱和聚酯树脂
牌号
主要成份
说明
生产厂
301
303
306
307
314
3193
3196
3198
顺酐、苯酐、乙二醇
顺酐、苯酐、乙二醇、一缩乙二醇
顺酐、苯酐、乙二醇、环已醇
顺酐、苯酐、丙二醇
顺酐、苯酐、乙二醇、丁醇
顺酐、苯酐、乙二醇、已二酸
顺酐、苯酐、丙二醇、一缩乙二醇
顺酐、苯酐、丙二醇、一缩乙二醇
柔韧性
顺酐含量高
上海新华
树脂厂
701(188)
702(189)
703(405)
781(191)
721(196)
802(182)
711(198)
712(199)
顺酐、苯酐、醋酐、乙二醇
顺酐、苯酐、醋酐、乙二醇
顺酐、苯酐、丙二醇、一缩乙二醇、二氧化硅
顺酐、苯酐、丙二醇、2羟基—4苯酮
顺酐、苯酐、丙二醇、一缩乙二醇
顺酐、苯酐、一缩乙二醇
顺酐、苯酐、丙二醇
反丁烯二酸、问苯二甲酸、丙二醇
触变性
光稳定性
柔性
耐温性
常州建材
253厂
306A
306—2
苯酐、顺酐、醋酐、乙二醇
苯酐、顺酐、丙二醇、一缩乙二醇、环已醇
天津合成
材料厂
317
NA酐型
323
顺酐、乙二醇、HeT酸酐*
顺酐、乙二醇、NA酸酐
顺酐、乙二醇、双酚A—环氧丙烷加成物
自熄性
耐热性
耐化学性
上海新华
树脂厂
771(197)
731(301)
736(326)
901(33)
顺酐、乙二醇、双酚A—环氧丙烷加成物
顺酐、乙二醇、HeT酸酐
顺酐、苯酐、乙二醇、氯化石蜡、氧化锑
顺酐、问苯二甲酸、丙二醇、一缩乙二醇
耐化学性
自熄性
自熄性
胶衣树脂
常州建材
253玫
表3-6常用的胺类固化剂
名称
结构式
胺当量
固化条件
沸点℃
性能
参考用量
乙二胺
HaHCHaCH2NH2
15.0
25℃/—周;
80℃/3小时
116
有刺激性臭味,固化反应放热量大,适用期短,固化后树脂机械强度和热变形温度都较低。
6~8
二乙烯
三胺
H2NCHaCHaNHCHaCH2
NH2
20.6
25℃/一周;
100℃/30分
208
有刺激性,反应热大适用期短,固化后的树脂耐化学药品性较好。
8~10
二乙烯
四胺
HaN[(CHa)2NH]2
(CHa)NH2
24.6
25℃/一周
100℃/30分
266
毒性较二乙烯三胺低
10~12
二乙烯
五胺
HaN[(CHa)aNH]a
(CHa)2NH2
27.6
25℃/一周
100℃/30分
340
性能近于三乙烯四胺
12~15
多乙烯
多胺
NaH[(CHa)aNH]n
(CH2)2NHa
25℃/一周
100℃/30分
14~16
已二胺
NHa(CH2)6NH2
29
同乙二胺
39
有毒
15~16
双氰
胺
HaN—
—NH—CH
NH
21
145~165℃/2-4小时
不加热使用寿命长达几年,加热,反应很快。
6~7
间苯二
胺
50
80℃/3~4小时
150℃/2小时
熔点(℃)
63
耐热,耐腐蚀性好,但要加热固化。
14~
间苯二
甲胺
34
25℃/14天;
80~100℃/4小时
熔点
(℃)
12
毒性小,用量大,可使树脂少用稀释剂
18~
β—羟
乙基乙二胺
NH2CH2CH2NHCH2CH2OH
34.7
25℃/7天;
80℃~100℃/3小时
288
毒性低易吸水
16~
三乙醇胺
(HOC2H4)2N
100~120℃/4小时
188~190
10mm
Hg
易吸水
10~
续表
设备
数量
金额(元)
干燥装置
1台
6.0万
提升机(0.5吨)
1台
0.9万
树脂容器
2台
1.5万
树脂混合器
2台
0.9万
自动输送装置
1套
21.0万
通风设备
2套
6.0万
模具
30套
13.5万
其它设备
1套
9.0万
车间面积
740米2
102.0万
水、电、气配管
—
36.0万
合计
246.24万
注:
不包括锅炉费用
例2、年产600艘丈—35渔船的手糊工艺车间设计请看图4.1-2
表4.1-2设备金额概算
设备
规格
数量
金额(元)
固化炉
36m2
2座
17600
风机
4940m2/h
2台
5000
微型喷射成型机
1台
20000
喷涂机械
1台
4500
微型手提式切割机
1台
1500
微型手提式打磨抛光机
1台
2000
车床
C620型
1台
3500
钻床
Z512—2
1台
650
木工多用刨床
1台
800
空气压缩机
112型
1台
2000
砂轮机
S3ST—250型
1台
400
电平车
2DB型
1辆
8500
磅称
2台
1000
固化运输车
2辆
1000
模具
4套
10000
胶轮小推车
2辆
400
台钳
5
1台
100
手提式电站
2台
300
其它
7276
车间面积
1356M2
254151
不可予见费
17336
合计
364058
注:
不包括炉锅费用
根据武汉地区单层厂房建筑费用,6米柱顶厂房建筑费用为200元/米2,4米柱顶按150元/米2计算。
1.生产用房投资
生产用房面积设计为972M2,其投资金额=200×972=194400元。
2.生产用房和辅助用房投资
生产用房设计面积为240M2,辅助用房设计面积为144M2,其投资金额=150×(240+144)=57600元。
则车间建筑面积总投资金额=19400+57600=252000元
3.完工场地清理费用=2000元
4.施工单位机构转移费=2000元
则车间建筑工程总投资金额=252000+151+2000=254151元
(二)设备投资费用器具费用
表4.1-11主要设备的概算
编号
设备名称
单位
数量
单价(元)
金额(元)
1
固化炉
座
2
8800
17600
2
风机
台
2
2500
5000
3
微型喷射成型机
台
1
20000
20000
4
喷涂机构
台
1
4500
4500
5
微型手提式切割机
台
1
1500
1500
6
微型手提式打磨抛光机
台
1
2000
2000
7
车床
台
1
3500
3500
8
钻床
台
1
650
650
9
木工多用刨床
台
1
800
800
10
空气压缩机
台
1
2000
2000
11
砂轮机
台
1
400
400
12
电平车
辆
1
8500
8500
13
磅称
台
2
500
1000
14
固化运输车
辆
2
500
1000
15
模具
套
4
2500
10000
16
胶轮小推车
辆
2
200
400
17
台钳
台
1
100
100
18
手提式电钻
台
2
150
300
合计
79250
设备备件费用=79250×3%=2378元
设备运输费用=(79250+2378)×6%=4898元
酚醛树脂的重量比为7∶3的条件下进行。
为了探求酚醛(锌)树脂用量的影响,试验了环氧:
酚醛=6∶4时P、
与t的关系,其结果见图6和图7。
根据图2和图7数据求得不同温度下固化过程中不溶性树脂生成速度常数见表3。
由表3可以看到,酚醛(锌)树脂用量越大,不溶性树脂生在速度常数也越大。
当环氧∶酚醛由7∶3增至6∶4时,K增加一倍左右。
图6环氧∶酚醛(锌)7*=6∶4时不溶性树脂含量与时间的关系
1-120℃;2-140℃;3-160℃
图7环氧∶酚醛(锌)=6∶4时固化过程中
和时间的关系
1-120℃;2-140℃;3-160℃
不同配比下环氧-酚醛(锌)7*不溶性树脂生成速度常数(K×103)表3
温度
环氧∶酚醛
160℃
140℃
120℃
6∶4
23.0
7.7
2.9
7∶3
10.8
3.85
1.4
填料在玻璃钢成型工艺中的作用
济南市建筑材料科学研究所李厚德
填料被作为橡胶的一种极其重要的辅助材料,它的作用已为人们所熟知。
基于同样的认识,在玻璃钢中,人们对填料也寄予希望。
下面就我们在这方面的试验情况,结合国内外有关资料,对填料在玻璃钢成型工艺中的作用作某些探讨。
一、填料在玻璃钢中的作用
玻璃钢用填料的种类很多,其特性也极其复杂,本文主要研究颗粒状填料。
目前,在玻璃钢成型工艺中,经常使用的颗粒状填料有:
碳酸钙、滑石粉、硫酸钡、氧化铝、氢氧化铝、石膏、陶土、铸石粉、三氧化二锑等。
它们加入的主要作用:
1、降低成型时的收缩率和热膨胀率;
2、提高制品的表面光洁度;
3、调整树脂的粘度特性;
4、提高颜料的着色效果;
5、改善树脂的各种性能,如机械强度、耐热性、耐药品性、耐磨耗性、自熄性、电气特性等;
6、降低成本。
但相应也带虾米一些弊病;
1、制品不透明,并给工艺带来某些困难;
2、添加无机填料会增大比重等。
二、使用填料时应注意的几个特性
正因为填料的添加能改善树脂的流动性,并提高制品的特性,所以对填料的选择,必须在与树脂的适应性及使用方法等方面进行充分的研究。
我们认为,在进行填料选择时,必须注意下列几个特性:
1、吸树脂量(亦称吸油量)
吸树脂量为填料对树脂吸附量的最大限度,是研究预混料、BMC、SMC成型材料时不可缺少的指数。
具体测定方法为:
在表面皿上取试验用填料4克,以滴定管滴下液体树脂,然后用钢刀搅拌,当混合物连续运动,并用小刀能使其成螺旋形转动时,即为终点。
用下式求:
吸树脂量与填料的粒子大小、粒度分布、粒子形状以及是否有吸附性有关,也受填料的表面处理之影响。
在填料混合使用时,一般是将各填料的吸树脂量相加平均而得,但也要注意有的因混合使用而有所改变。
表1给出了典型填料对不饱和聚脂树脂的吸附量。
2、悬浮特性
在手糊和预对模成型用树脂中所配合的填料,添加量少,并在树脂中以悬浮状态使用。
这种悬浮特性与树脂的分子量、粘度、有无极性、酸值大小等有关,并与填料的料子大小、粒形、比重有密切的关系。
一般讲,细粒度的扁平粒形,低比重的填料能形成稳定的悬浮液。
合适的界面活性剂的添加也能赋予稳定性。
而稳定的县浮液的形成是进行手糊和预对模成型的先决条件。
在手糊中我们发现,轻质碳酸钙在树脂中能形成稳定的悬浮液,而硫酸钡则不能,因而在使用酸硫钡作填料时必须采取相应的措施。
3、粘度特性
质粘度大小直接影响到手糊成型的作业性和BMC、SMC工艺中树脂对玻璃纤维的浸渍程度,因而必须选择恰当。
增加填料的添加量,则树脂的粘度增大,但它随填料的种类而不同。
手糊用树脂需要触变性,通常是加入1~5%的超细粒子的气溶胶。
此外,还可加入粘土、玻璃粉末等无机填料或聚氯乙烯树脂粉末、氢化蓖麻油、聚酰胺等有机填料来实现触变性。
气溶胶对一般的不饱和聚酯树脂有非常好的效果,但对低酸值的聚酯效果不大,对环氧树脂来说,树脂中如不存有强碱的胺或它的盐类则难以有触变性。
4、固化特性
一般,填料的加入会降低树脂的固化放热温度,可通过日化曲线的测定证明,但某些填料有时反而会对树脂的固化带来不同程度的坏影响。
如某种气溶胶和碳黑有吸附性,能吸附催化剂或促进剂,迟缓固化的进程。
同时,填料的pH值和含水量对固化特性也可以有迟缓或促进作用。
因此,使用填料时,在对其种类选择的同时,进行质量控制都是十分重要的。
5、填料本身的理化特性
质由于填料本身的化学组分及结构的不同,它们在玻璃钢中会显示不同的物理特性,这一点被人们用来作为材料选择的重要依据。
表2列举了不同使用效果的典型填料。
表2
使用目的
能达要求的典型填料
着色
碳酸钙、二氧化钛、滑石、碳黑、陶土
尺寸稳定性
氧化铝、陶土、石墨、硅酸钙、石英粉、碳酸钙、滑石、碳化硅、无水石膏、玻璃球
导热性
金属粉、碳墨、氢氧化镁、氢氧化铝
导电性
碳黑、石墨、氢氧化镁、氢氧化铝、金属粉
电绝缘性
氧化铝、钛酸钡、硅酸钙、碳化硅、云母、水合氧化铝
耐磨性
石墨、二硫化钼、陶土、硫酸钡
触变性
活性二氧化硅、石棉
难燃性
二氧化锑、氢氧化铝、氯化石蜡
耐化学
药品性
粘土、滑石、二氧化硅、氧化铝
硫酸钡、玻璃球
三、填料在浇铸工艺中的作用
缩聚型树脂用作浇铸体的情况较多,例如,不饱和聚酯树脂的浇铸体广泛应用于开业部件、土木建筑和日用品等方面,而环氧树脂的浇铸体则被大量应用于电气另件。
最近,国内在醛醛和呋喃的防腐胶泥上,对填料进行了较多的研究,并得到了实际的应用。
为此,我们想以图表的方式简述一下不同的填料在聚酯、环氧和酚醛树脂浇铸体中的作用。
图1不同填料加入量对聚酯浇铸体强度及模量的影响
(a)对拉伸和弯曲强度的影响(公/斤厘米2)
1—碳酸钙弯曲;2—硅酸钙弯曲;
3—陶土弯曲;4—云母弯曲;
5—硅酸钙拉伸;6—碳酸钙拉伸;
7—陶土拉伸;8—云母拉伸
(b)对弯曲模量的影响(公斤/厘米2)
1—硅酸钙;2—云母粉;
3—陶土;4—碳酸钙
图2不同填料加入量对聚酯浇铸体的冲击值、硬度及热变形温度的影响
(a)对冲击强度的影响(公斤·厘米/厘米2)
1—碳酸钙;2—陶土;
3—云母
(b)对洛氏硬度的影响(M)
1—碳酸钙;2—陶土;
3—云母
(c)对热变形温度的影响(℃)
1—碳酸钙;2—陶土
图3不同填料的加入量对聚酯固化收缩的影响
1—碳酸钙2—云母;3—硅酸钙;
4—陶土;5—石棉
图4不同填料的酚醛树脂制品应力—应变曲线
1—云母;2—石棉;
3—Coldfiller4—无填料
填料加入量对环氧组成物某些性能的影响表3
填料
粘度(25℃,厘泊)
固化时的最高
发热温度(℃)
使用期(分)
破坏模量(磅/英寸2)
收缩率(%)
A
B
C
D
A
B
C
D
A
B
C
D
A
A
无填料
1100
223
48
18,174
0.91
石棉
3.85
23.65
100,000
158
122
55
53
60
73
10,920
0.48
二氧化硅
2750
6800
51,500
170
115
53
52
72
95
16,875
0.77
云母
2100
4800
54,500
159
111
51
50
71
94
12,358
0.66
石英母
2100
3750
13,150
100,00
178
113
51
34
49
74
104
130
14,100
0.67
注:
A、B、C、D分别代表填料加入量(重%)为20、35、50、65的环氧树脂。
总的讲,浇铸用填料能抑制树脂固化时的放热,减少成型收缩,并赋予浇铸体以不同的物理化学特性。
但由于填料本身的强度较低(如碳酸钙的拉伸强度仅为0.8公斤/毫米2),所以随着填料量的增加,强度有降低的趋势,而弹性模量则不断上升。
四、填料在手糊工艺中的作用
1、填料的添加对树脂粘度的影响
手糊是一种浸渍成型工艺,其最终目的是使树脂浸透玻璃布。
因此,树脂的粘度越小,则越易温浸渍玻璃布。
从这一观点出发,我们希望所用树脂的粘度越小越好。
但有时为防止流胶,控制其流动性,反倒希望粘度适当大一点,使之符合工艺要求,并保持必要的树脂含量。
对于正常的手糊操作,在聚酯中加入不同量的填料对其粘度的影响如何呢?
我们地191*聚酯进行了测定(25℃下用涂料4#杯测量),其结果如图5所示。
图5碳酸钙含量与树酯粘度的关系
显然,由图5可见,填料的添加导致了树脂粘度的增大,而树脂粘度的提高,不仅导致了作业性的降低,而且对于浸渍同样层数的玻璃布而言,则要增大所用树脂量。
为此,也可采用另加苯乙烯的办法,以降低树脂液的粘度,其结果如图6所示(25℃下用涂料4#杯测量)。
图6在加有碳酸钙的191#聚酯中苯乙烯的添加量与粘度关系
1—CaCO3含量40%;2—CaCO3含量30%;
3—CaCO3含量20%;4—CaCO3含量10%
2、不同填料的添加量对手糊坡璃钢板的弯曲、冲击强度的影响
我们按通常的手糊板工艺制作试样,树脂为191聚酯,增强材料为建材253厂生产的0.24毫米厚中碱方格布15层,按照英国BS35—1962的规定进行板材的后固化处理,然后分别锯成弯曲和冲击试样,其测试结果见图7所示。
在手糊中,采用含填料的树脂制作玻璃钢制品时,操作者应具有熟练的浸渍和脱泡技能。
如果只考虑加入填料以降低成本,而无一定的操作技能,则所得制品可能会产生孔隙、裂纹等缺陷,造成次品或废品。
为防止这类弊病发生,除了提高手糊技能外,还可以在糊制表面层时采用不添加填料的树脂,并进行充分的浸渍和脱泡,使其形成无缺陷的表面层。
图7不同填料的添加量对手糊板强度的影响
1—无填料;2—5%CaCO3;3—10%CaCO3;4—20%CaCO3;5—20%CaCO3;
6—40%CaCO3;7—10%CaCO3+1%苯乙烯;8—40%CaCO3+4%苯乙烯;
9—5%BaSO4;10—10%BaSO4;11—20%BaSO4;12—30%BaSO4;13—40%BaSO4;
14—40%BaSO4+4%苯乙烯;15—10%沉淀BaSO4;16—40%沉淀BaSO3
五、填料在热压成型工艺中的应用
热压工艺在玻璃成型中广泛采用。
它可大批量生产,效率高,易于实现机械化和自动化,同时尺寸稳定性好,制品强度也较高。
热压成型用的材料必须达到一定粘度后方可使用。
目前,以聚酯为基体的热压成型材料有三种形式,即预混料,BMC;SMC。
下面着重讲一下填料在这三种成型材料中的作用。
1、在预混料中的作用
预混料是将聚酯与经选择的粉状填料以及其它辅料混合而成,它具有工艺简单,操作方便等特点。
对于强度要求不很高,但有一定的化学、物理性能要求的制品来说,是一种理想的成型材料。
例如,某印染帮漂染机上的轴瓦就是我们采用这种预混料压制而成的。
该轴瓦的使用条件为浸泡在90℃的亚氯酸钠介质中,正常运转3个月。
这既需耐氧化还需耐温和耐磨。
为此,我们采用如下配方:
聚酯196#100
氧化铝粉100
滑石粉80
硬脂酸锌2
过氧化苯甲酰1
二甲基苯胺苯乙烯液2滴
该材料的弯曲强度达828公斤/厘米2,压制后的轴瓦经实际使用,基本达到日本同类产品的性能要求,有关耐腐蚀试验正在进行。
这里,填料起着补强的作用,以满足虽度、耐化学腐蚀、耐磨等要求。
但采用这种预混料时必须注意:
由于该预混料的收缩率大,容易开裂和变形,特别是在制品厚度有变化时,壁厚部分容易出现问题。
为此,在可能的条件下,可选用粒度小的,导热系数大的填料以及采用降低固化最高发热温度的办法解决。


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 复合材料 工艺 设备
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《贝的故事》教案4.docx
《贝的故事》教案4.docx
-
《对韵歌》优秀教案8.docx
-
《函数yAsinωx+φ+P图象》wwwnet.docx
-
《静夜思》教学设计.docx
-
《汽车底盘构造与维修》题库与考核标准.docx
-
《世说新语》复习资料.docx
-
《我的服装我做主》教案设计.docx
-
《在品味情感中成长》教学片断设计.docx
-
11造价员《建设工程造价管理基础知识》精讲教程文件.docx
-
《不会叫的狗》教案 人教部编版1.docx
-
《操作系统》二学期A卷及答案.docx
-
《傅雷家书》名著阅读笔记.docx
-
《反不正当竞争法》下互联网平台封禁行为考辨以消费者用户合法权益保护为中心.docx
-
《化工原理》第六章蒸发.docx
-
《蓝海战略》概要11页.docx
-
《人生》读书心得.docx
-
《荷叶圆圆》公开课教案优秀教学设计26.docx
-
《科技出行研究报告》智能网联与新能源将变革未来汽车出行.docx
-
《272 向量的应用举例》导学案1.docx
-
《秋天》评课稿.docx
-
《电算化》第二章会计电算化的工作环境章节练习.docx
-
《室外给排水管道》施组.docx
-
《广东省建筑与装饰工程综合定额》计算规则.docx
-
《我多想去看看》教学.docx
-
《直通车车手基础认证》 考试答案 70题之欧阳育创编.docx
-
7天销量翻10倍皇冠卖家教您玩转最精准流量.docx
-
9 阿长和山海经.docx
-
《比例尺》教案.docx
-
《菜根谭》注译四闲适篇.docx
-
《福尔摩斯探案集》读后感15篇.docx
-
《红对勾》古代诗歌选择题答案补充.docx
-
《课堂密码》读后感及心得精选多篇.docx
-
度米作文汇编之高考语文《浙江卷》满分作文.docx
-
工程交验后服务措施.docx
-
福建莆田一中1819学度高二下第一学段考试地理.docx
-
对外经济贸易大学远程教育答案成本管理会计.docx
-
工地项目员工绩效考核办法.docx
-
试运行方案.docx
-
福建省漳州市古雷石化园区B14号填海造地工程.docx
-
工作发生重大变动 如何化劣势为优势.docx
-
室内采暖工程施工图预算编制演示教学.docx
-
妇幼保健医院项目可行性研究报告.docx
-
调研问卷模板家庭教育方式综合测评.docx
-
顺宁镇中心小学度工作汇报.docx
-
二年级数学上册竖式计算练习题16.docx
-
公立医院工作总结精选.docx
-
私募基金登记备案培训会要点解析.docx
-
二年级英语上册Unit1whereIlive教案沪教牛津版.docx
-
思想状况调研分析报告.docx
-
公务员制度复习重点.docx
-
法律援助工作现状调研报告.docx
