 等离子弧切割工艺.docx
等离子弧切割工艺.docx
- 文档编号:29448626
- 上传时间:2023-07-23
- 格式:DOCX
- 页数:23
- 大小:28.83KB
等离子弧切割工艺.docx
《等离子弧切割工艺.docx》由会员分享,可在线阅读,更多相关《等离子弧切割工艺.docx(23页珍藏版)》请在冰豆网上搜索。
等离子弧切割工艺
等离子弧切割工艺
等离子切割适合于所有金属材料和部份非金属材料,是切割不锈钢、铝及铝合金、铜及铜合金等有色金属的有效方式。
最大切割厚度可达到180~200mm。
目前已用切割厚度35mm以下的低碳钢和低合金结构钢。
厚度25mm以下的碳钢板切割时,采纳等离子弧切割双氧-乙炔切割快5倍左右;而关于大于25mm的板切割时,氧-乙炔切割速度快些。
1.气体选择
等离子弧切割工作气体既是等离子弧的导电介质,同时还要排除切口中的熔融金属,因此对等离子弧的切割特性和切割质量和速度有明显的阻碍。
等离子弧切割在生产中通常利用的离子气体有N2、Ar、N2+H2、N2+Ar,也有效紧缩空气、氧气、水蒸气或水作为产生等离子弧的介质。
离子气的种类决定切割时的弧压,弧压越高切割功率越大,切割速度及切割厚度都相应提高。
但弧压越高,要求切割电源的空载电压也越高,不然难以引弧或电弧在切割进程中容易熄灭。
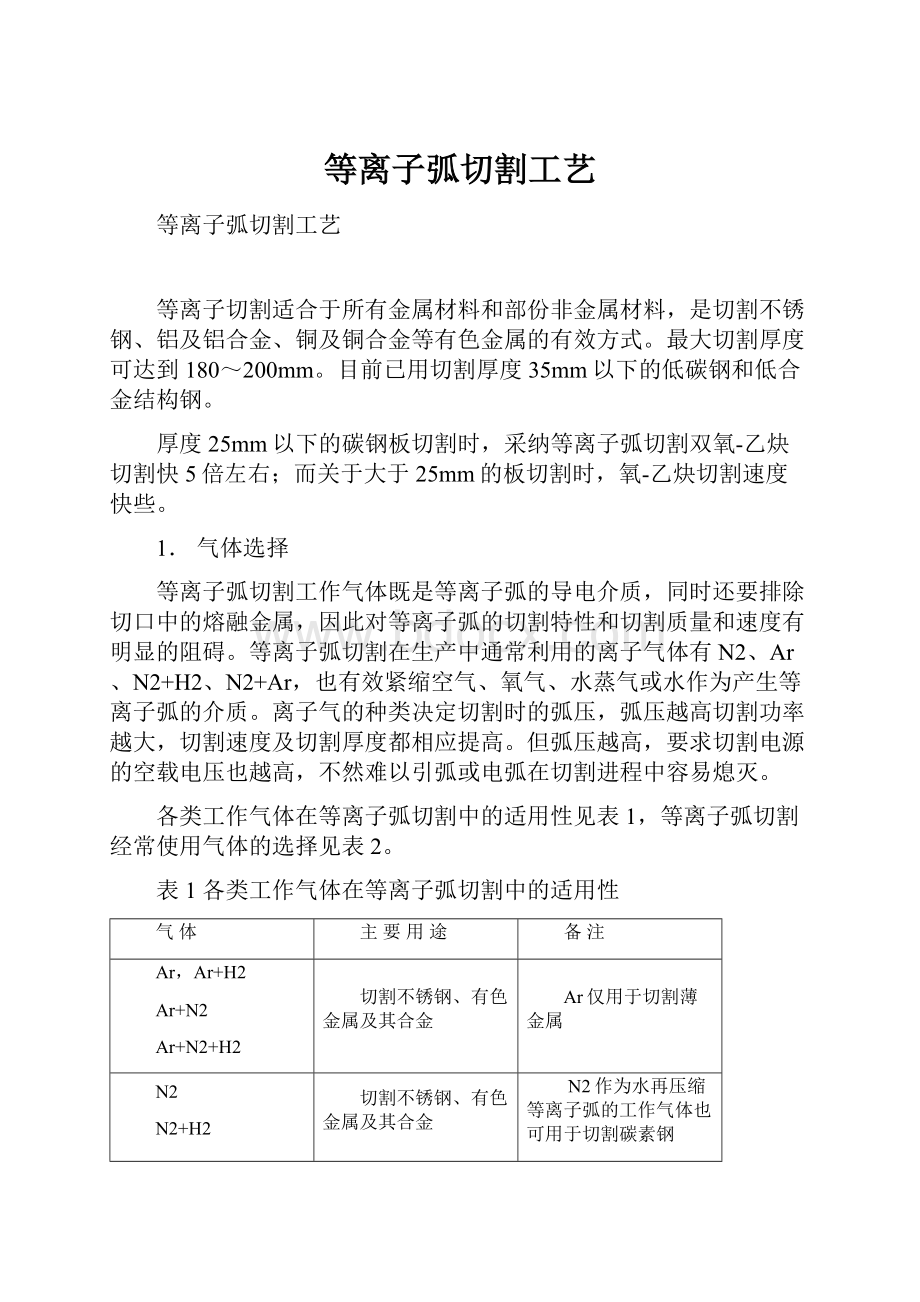
各类工作气体在等离子弧切割中的适用性见表1,等离子弧切割经常使用气体的选择见表2。
表1各类工作气体在等离子弧切割中的适用性
气体
主要用途
备注
Ar,Ar+H2
Ar+N2
Ar+N2+H2
切割不锈钢、有色金属及其合金
Ar仅用于切割薄金属
N2
N2+H2
切割不锈钢、有色金属及其合金
N2作为水再压缩等离子弧的工作气体也可用于切割碳素钢
O2(或粗氧)
空气
切割碳素钢和低合金钢,也用于切割不锈钢和铝
重要的铝合金结构件一般不用
表2等离子弧切割经常使用气体的选择
工件厚度/mm
气体种类及含量
空载电压/V
切割电压/V
≤120
N2
250~350
150~200
≤150
N2+Ar(N260%~80%)
200~350
120~200
≤200
N2+H2(N250%~80%)
300~500
180~300
≤200
Ar+H2(H235%)
250~500
150~300
N2是一种普遍采纳的切割离子气,氮气的热紧缩效应比较强,携带性好,动能大,价廉易患,是一种被普遍应用的切割气体。
但氮气用作离子气时,由于引弧性和稳弧性较差,需要有较高的空载电压,一样在165V以上。
氢气的携热性、导热性都专门好,所需分子分解热较大,故要求更高的空载电压(350V以上)才能产生稳固的等离子弧。
由于氢气等离子弧的喷嘴很易烧损,因此氢常作为一种辅助气体而被加入,专门是大厚度工件切割时加入一点氢对提高切割能力和改善切口质量有显著成效。
用工业纯氩作为切割气体,只需要用较低的空载电压(70~90V),但切割厚度仅在30mm以下,且由于氩气费用较高,不经济,因此一样不常利用。
N2、H2、Ar任意两种气体混合利用,比任何一种单一气体利历时成效好,因它们能够彼此扬长避短,各自发挥其特长。
其中尤以Ar+H2及N2+H2混合气体切口质量和切割成效最好。
切割较大厚度时,用N2+H2混合气体。
我国实际生产上由于氮气价钱低廉,因此大多用氮气作为切割气体。
紧缩空气作离子气时热焓值高,电弧电压100V以上,电源电压200V以上,在切割30mm以下厚度的材料时,有取代氧-乙炔火焰切割的趋势。
几种经常使用等离子弧切割法的适用材料和有效切割厚度见表3。
表3几种经常使用等离子弧切割法的适用材料和有效切割厚度
切割方法
适用性
实用切割厚度/mm
不锈钢
铝及铝合金
碳素钢、低合金钢
Ar+H2等离子弧
好
好
差(一般不选用)
不锈钢:
4~150
铝及铝合金:
5~85
N2等离子弧
好
一般
差(一般不选用)
~100
N2-水再压缩等离子弧
好
好
一般
不锈钢、铝合金:
1~100
低碳钢:
6~50
O2-水再压缩等离子弧
一般
差(一般不选用)
好
6~
空气等离子弧
一般
一般
好
低碳钢、低合金钢:
~30
铝、铜:
~50
O2等离子弧
一般
一般
好
低碳钢、低合金钢:
~32
不锈钢、铝合金:
~50
注:
切割低碳钢以O2等离子弧、O2-水再紧缩等离子弧切割法最为适宜。
采纳上述气体时应注意的事项如下。
①氮气中常含有氧气等杂质,随气体纯度的降低,钨极的烧损增加,会引发工艺参数的转变,使切割质量降低。
钨极与工件之间的距离增大,容易产生双弧,烧坏喷嘴,致使切割进程中断。
氮气的纯度应在%以上。
②用氢气作为切割气体时,一样是使非转移弧在纯N2或纯Ar中激发,等到转移型弧激发产生后3~6s再开始供给H2为宜,不然非转移型弧将不易引燃,阻碍切割的顺利进行。
③H2是一种易燃气体,与空气混合后很易爆炸,因此贮存H2的钢瓶应专用,严禁用装氧的气瓶来改装。
另外,通氢气的管路、接头、阀门等必然不能漏气。
切割终止时,应先关闭氢气。
2.切割工艺参数
等离子弧切割的工艺参数包括切割电流、切割电压、切割速度、气体流量和喷嘴距工件的高度。
各类不同厚度材料的等离子弧切割工艺参数见表4。
水再紧缩等离子弧切割有色金属、高合金钢和碳钢的工艺参数见表5和表6。
表4各种不同厚度材料的等离子弧切割工艺参数
材料
工件厚度/mm
喷嘴孔径/mm
空载电压/V
切割电流
/A
切割电压
/V
氮气流量
/L·h-1
切割速度/L·h-1
不锈钢
8
20
30
45
3
3
3
160
160
230
240
185
220
280
340
120
120~125
135~140
145
2100~2300
1900~2200
2700
2500
45~50
32~40
35~40
20~25
铝及铝合金
12
21
34
80
215
230
240
245
250
300
350
350
125
130
140
150
4400
4400
4400
4400
784
75~80
35
10
紫铜
5
18
38
-
-180
252
310
340
304
70
84
106
1420
1660
1570
94
30
低碳钢
50
85
7
10
252
252
300
300
110
110
1050
1230
10
5
铸铁
5
18
35
-
-
-
-
-
-
300
360
370
70
73
100
1450
1510
1500
60
25
表5水再紧缩等离子弧切割有色金属和高合金钢的工艺参数
材料
板厚
/mm
空载电压/V
工作电压/V
切割电流/A
氮气流量/
压缩水流量/
切割速度/
喷嘴孔径/mm
割缝宽度/mm
内喷嘴
外喷嘴
铝合金
17
26
38
40
480
480
490
490
180
180
190
200
260
260
290
290
1800
1800
2100
1350
54
45
30
15
4
4
4
6
6
6
6
不锈钢
14
18
480
480
170
180
200
300
1650
1650
54
54
4
4
6
6
紫铜
15
490
200
300
1350
54
4
6
工具钢
40
490
200
290
2100
30
4
6
表6水再紧缩等离子弧切割碳钢的工艺参数
板厚
/mm
切割电流/A
喷嘴孔径/mm
氮气流量/L·min-1
压缩水流量/L·min-1
切割速度/cm·min-1
备注
300
350
400
400
550
600
78
大功率水压缩等离子弧能切割厚70mm的钢板
(1)切割电流
电流和电压决定了等离子弧的功率。
随等离子弧功率的提高,切割速度和切割厚度都可相应增加。
一样依据板厚及切割速度选择切割电流。
提供切割设备的厂家都向用户说明某一电流品级的切割设备能够切割板材的最大厚度。
关于确信厚度的板材,切割电流越大,切割速度越快。
但切割电流过大,易烧损电极和喷嘴,且易产生双弧,因此对必然的电极和喷嘴有必然适合的电流。
切割电流也阻碍切割速度和割口宽度,切割电流增大会使弧柱变粗,致使切口变宽,易形成V形割口。
表7列出等离子弧切割电流与割口宽度的关系。
表7等离子弧切割电流与割口宽度的关系
切割电流/A
20
60
120
250
500
割口宽度/mm
(2)切割电压
尽管能够通过提高电流增加切割厚度及切割速度,但单纯增加电流使弧柱变粗,切口加宽,因此切割大厚度工件时,提高切割电压的成效更好。
空载电压高,易于引弧。
能够通过增加气体流量和改变气体成份来提高切割电压,但一样切割电压超过空载电压的2/3后,电弧就不稳固,容易熄弧。
因此,为了提高切割电压,必需选用空载电压较高的电源,因此等离子弧切割电源的空载电压不得低于150V,是一样切割电压的2倍。
切割大厚度板材和采纳双原子气体时,空载电压相应要高。
空载电压还与割枪结构、喷嘴至工件距离、气体流量等有关。
(3)切割速度
切割速度是切割进程中割炬与工件间的相对移动速度,是切割生产率高低的要紧指标。
切割速度对切割质量有较大阻碍,适合的切割速度是切口表面平直重要条件。
在切割功率不变的情形下,提高切割速度使切口表面粗糙不平直,使切口底部熔瘤增多,清理较困难,同时热阻碍区及切口宽度增加。
切割速度决定于材质板厚、切割电流、气体种类及流量、喷嘴结构和适合的后拖量等。
在一样的功率下,增加切割速度将致使切口变斜。
切割时割炬应垂直工件表面,但有时为了有利于排除熔渣,也可稍带必然的后倾角。
一样情形下倾斜角不大于3°是许诺的,因此为提高生产率,应在保证切透的前提下尽可能选用大的切割速度。
(4)气体流量
气体流量要与喷嘴孔径相适应。
气体流量大,利于紧缩电弧,使等离子弧的能量更为集中,提高了工作电压,有利于提高切割速度和及时吹除熔化金属。
但当气体流量过大时,会因冷却气流从电弧中带走过量的热量,反而使切割能力下降,电弧燃烧不稳固,乃至使切割进程无法正常进行。
适本地增大气体流量,可增强电弧的热紧缩效应,使等离子弧加倍集中,同时由于气体流量的增加,切割电压也会随之增加,这对提高切割能力和切割质量是有利的。
(5)喷嘴距工件高度
喷嘴到工件表面间的距离增加时,电弧电压升高,即电弧的有效功率提高,等离子弧柱显露在空间的长度将增加,弧柱散失在空间的能量增加。
结果致使有效热量减少,对熔融金属的吹力减弱引发切口下部熔瘤增多,切割质量明显变坏,同时还增加了显现双弧的可能性。
当距离过小时,喷嘴与工件间易短路而烧坏喷嘴,破坏切割进程的正常进行。
在电极内缩量必然(一样为2~4mm)时,喷嘴距离工件的高度一样在6~8mm,空气等离子切割和水再紧缩等离子弧切割的喷嘴距离工件高度可略小于6~8mm。
除正常切割外,空气等离子弧切割时还能够将喷嘴与工件接触,即喷嘴贴着工件表面滑动,这种切割方式称为接触切割或笔式切割,切割厚度约为正常切割时的一半。
几乎所有的金属材料和非金属材料都能够进行等离子弧切割。
氩-氢和氮等离子弧切割不锈钢、铝、铜的工艺参数别离见表八、表九、表10。
LG8-25型小电流和大电流空气等离子弧切割的工艺参数见表11和表12。
小电流和大电流氧等离子弧切割的工艺参数别离见表13和表14。
表8氩-氢和氮等离子弧切割不锈钢的工艺参数
厚度
/mm
喷嘴孔径/mm
电弧电压/V
切割电流/A
切割速度
/L·h-1
气体流量和种类/m3·h-1
氮
氢
氩
12
110~140
150~160
100~130
-
-
16
130~140
200~210
85~95
~
-
-
20
130~140
200~210
70~80
-
-
25
130~140
240~250
45~55
-
-
30
140~150
270~280
30~35
-
-
40
140~150
320~340
25~30
-
-
60
140~150
370~380
13~15
-
-
70
140~150
390~400
10~12
-
80
145~150
400~420
8~9
-
100
150~160
500~600
9~12
-
125
150~170
500~600
7~10
-
150
6~7
160~180
600~800
~8
-
200
7~9
180~200
700~1000
3~
-
表9氩-氢和氮等离子弧切割铝的工艺参数
厚度
/mm
喷嘴孔径/mm
工作电压/V
切割电流/A
切割速度
/L·h-1
气体流量和种类/m3·h-1
氮
氢
氩
6
100~140
180~200
200~400
-
10
~
100~150
200~280
200~300
-
20
~
120~150
280~320
100~130
-
30
~
120~150
280~320
30~80
-
40
~4
120~150
300~350
30~50
-
50
~4
130~150
300~350
20~35
-
60
4~
130~150
300~350
15~25
-
70
4~
140~160
340~380
15~20
-
80
~
160~180
350~400
15~20
-
100
5~
160~180
400~420
15~17
-
120
5~
160~180
400~450
15
-
150
~6
180~200
500~600
8~10
3
-
表10氩-氢和氮等离子弧切割铜的工艺参数
厚度
/mm
喷嘴孔径/mm
工作电压/V
切割电流/A
切割速度
/L·h-1
气体流量和种类/m3·h-1
氩
氢
10
~
120~140
200~300
60~100
20
~
120~140
300~350
20~30
2
30
~
120~140
300~350
12~14
2
40
~
120~140
320~380
8~14
2
1
50
4~
130~150
350~400
6~8
1
80
~
150~160
400~450
5~7
1
100
5~
150~160
450~500
4~6
1
120
5~
160~170
480~550
3~5
1
150
~
160~180
500~600
24
1
表11LG8-25型小电流空气等离子弧切割的工艺参数
材料
工件厚度/mm
切割电流/A
空气压力/kPa
空气流量
/L·min-1
喷嘴孔径/mm
切割速度
/cm·min-1
碳钢
2
3
6
8
25
25
25
25
343
8
>100
70
40
22
不锈钢
2
4
6
8
25
25
25
25
343
8
100
61
40
20
铝
2
4
25
25
343
8
102
35
表12LG8-25型大电流空气等离子弧切割的工艺参数
材料
板厚
/mm
切割速度/
喷嘴孔径/mm
气体流量/
割缝宽度/mm
切割面斜度/(°)
备注
上口
下口
左
右
切割电流150A时
6
9
12
16
19
580
430
240
200
140
90
35
35
35
35
35
40
喷嘴高度6mm,后两种工艺难以获得无粘渣切口
切割电流250A时
6
9
12
16
19
25
500
380
310
200
16
110
40
喷嘴高度6mm,后两种工艺难以获得无粘渣切口
表13小电流氧等离子弧切割的工艺参数
材料
板厚
/mm
切割
电流
/A
喷嘴
孔径
/mm
工作气体流量/
切割速度/
割缝宽度/mm
备注
正常切割
无粘渣切割
上口
下口
不锈钢
83
15
600
600
540
480
320
125
70
355
300
190
160
110
60
50
喷嘴高度
5mm
氧气压力
392kPa
碳钢
80
15
600
600
600
450
380
280
200
100
70
600
600
580
430
285
205
145
75
50
喷嘴高度
5mm
氧气压力
392kPa
注:
日产KPC-80A切割机。
表14大电流(150A)氧等离子弧切割的工艺参数
板厚
/mm
切割速度/cm·min-1
喷嘴孔径/mm
气体流量/L·min-1
割缝宽度/mm
切割面斜度/(°)
备注
上口
下口
左
右
600
450
270
220
170
110
35
35
35
35
40
40
切割材料:
碳钢
喷嘴高度6mm
后两种工艺略粘有熔渣,切割过程不稳定
3.等离子弧切割质量
切口质量要紧以切口宽度、切口垂直度、切口表面粗糙度、切纹深度、切口底部熔瘤及切口热阻碍区硬度和宽度来评定。
等离子弧切口的表面质量介于氧-乙炔切割和带锯切割之间,当板厚在100mm以上时,因较低的切割速度下熔化较多的金属,往往形成粗糙的切口。
良好切口的标准是:
其宽度要窄,切口横断面呈矩形,切口表面光洁,无熔渣或挂渣,切口表面硬度应不妨碍切后的机加工。
(1)切口宽度和平面度
切口宽度是指由切割束流造成的两个切割面在切口上缘的距离。
在切口上缘熔化的情形下,指紧靠熔化层下两切割面的距离。
等离子弧往往自切口的上部较下部切去较多的金属,使切口端面略微倾斜,上部边缘一样呈方形,但有时稍呈圆形。
等离子弧切割的切口宽度比氧-乙炔切割的切口宽度宽~2倍,随板厚增加,切口宽度也增加。
对板厚在25mm以下的不锈钢或铝,可用小电流等离子弧切割,切口的平直度是很高的,专门是切割厚度8mm以下的板材,能够切出小的棱角,乃至不需加工就可直接进行焊接,这是大电流等离子弧切割难以取得的。
这对薄板不规那么曲线下料和切割非规那么孔提供了方便。
切割面平面度是指所测部位切割面上的最高点和最低点、按切割面倾角方向所作两条平行线的间距。
等离子弧切口表面存在约~3.80mm厚的熔化层,但切口表面化学成份没有改变。
如切割含Mg5%的铝合金时,虽有0.25mm厚的熔化层,但成份未变,也未显现有氧化物。
假设用切割表面直接进行焊接也能够取得致密的焊缝。
切割不锈钢时,由于受热区专门快通过649℃的临界温度,使碳化铬可不能沿晶界析出。
因此,用等离子弧切割不锈钢是可不能阻碍它的耐侵蚀性的。
(2)切口熔瘤排除方式
在切割面上形成的宽度、深度及形状不规那么的缺口,使均匀的切割面产生中断。
切割后附着在切割面下缘的氧化铁熔渣称为挂渣。
以不锈钢为例,由于不锈钢熔化金属流动性差,在切割进程中不容易把熔化金属全数从切口吹掉。
不锈钢导热性差,切口底部容易过热,如此切口内残留有未被吹掉的熔化金属,就和切口下部熔合成一体,冷却凝固后形成所谓的熔瘤或挂渣。
不锈钢的韧性好,这些熔瘤十分坚韧,不容易去除,给机械加工带来专门大困难。
因此,去除不锈钢等离子弧切割的熔瘤是一个比较关键的问题。
在切割铜、铝及其合金时,由于其导热性好,切口底部不易和熔化金属从头熔合。
这些熔瘤虽“挂”在切口下面,但很容易去除。
采纳等离子弧切割工艺时,去除熔瘤的具体方法如下。
①保证钨极与喷嘴的同心度。
钨极与喷嘴的对中不行,会致使气体和电弧的对称性被破坏,使等离子弧不能专门好地紧缩或产生弧偏吹,切割能力下降,切口不对称,引发熔瘤增多,严峻时引发双弧,使切割进程不能顺利进行。
②保证等离子弧有足够功率。
等离子弧功率提高,即等离子弧能量增加,弧柱拉长,使切割进程中熔化金属的温度提高和流动性好,这时在高速气流吹力的作用下,熔化金属很易被吹掉。
增加弧柱功率可提高切割速度和切割进程的稳固性,使得有可能采纳更大的气流量来增强气流的吹力,这对排除切口熔瘤十分有利。
③选择适合的气体流量和切割速度。
气体流量过小吹力不够,容易产生熔瘤。
当其他条件不变时,随着气体流量增加,切口质量取得提高,可取得无熔瘤的切口。
但过大的气体流量却致使等离子弧变短,使等离子弧对工件下部的熔化能力变差,割缝后拖量增大,切口呈V形,反而又容易形成熔瘤。
(3)幸免双弧的产生
转移型等离子弧的双弧现象的产生与具体的工艺条件有关。
等离子弧切割中,双弧的存在必然致使喷嘴的迅速烧损,轻者改变喷嘴孔道的几何形状,破坏电弧的稳固条件,阻碍切割质量;重者使喷嘴被烧损而漏水,迫使切割进程中断。
为此,等离子弧切割与等离子弧焊接一样,必需从阻碍双弧形成的因素着手幸免双弧的显现。
(4)大厚度切割质量
生产中已能用等离子弧切割厚度100~200mm的不锈钢,为了保证大厚度板的切割质量,应注意以下工艺特点。
①随切割厚度的增加,需熔化的金属时也增加,因此所要求的等离子弧功率比较大。
切割厚度80mm以上的板材,一样在50~100kW左右。
为了减少喷嘴与钨极的烧损,在相同功率时,以提高等离子弧的切割电压为宜。
为此,要求切割电源的空载电压在220V以上。
②要求等离子弧呈细长形,挺度好,弧柱维持高温度的距离要长。
即轴向温度梯度要小,弧柱上温度散布均匀。
如此,切口底部能取得足够的热量保证割透。
若是再采纳热焓值较大、热传导率高的氮、氢混合气体就更好了。
③转弧时,由于有大的电流突变,往往会引发转弧进程中电弧中断、喷嘴烧坏等现象,因此要求设备采纳电流递增转弧或分极转弧的方法。
一样可在切割回路中串入限流电阻(约Ω),以降低转弧时的电流值,然后再把电阻短路掉。
④切割开始时要预热,预热时刻依照被切割材料的性能和厚度确信。
关于不锈钢,当工件厚度为2


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 等离子 切割 工艺
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《贝的故事》教案4.docx
《贝的故事》教案4.docx
-
《对韵歌》优秀教案8.docx
-
《函数yAsinωx+φ+P图象》wwwnet.docx
-
《静夜思》教学设计.docx
-
《汽车底盘构造与维修》题库与考核标准.docx
-
《世说新语》复习资料.docx
-
《我的服装我做主》教案设计.docx
-
《在品味情感中成长》教学片断设计.docx
-
11造价员《建设工程造价管理基础知识》精讲教程文件.docx
-
《不会叫的狗》教案 人教部编版1.docx
-
《操作系统》二学期A卷及答案.docx
-
《傅雷家书》名著阅读笔记.docx
-
《反不正当竞争法》下互联网平台封禁行为考辨以消费者用户合法权益保护为中心.docx
-
《化工原理》第六章蒸发.docx
-
《蓝海战略》概要11页.docx
-
《人生》读书心得.docx
-
《荷叶圆圆》公开课教案优秀教学设计26.docx
-
《科技出行研究报告》智能网联与新能源将变革未来汽车出行.docx
-
《272 向量的应用举例》导学案1.docx
-
《秋天》评课稿.docx
-
《电算化》第二章会计电算化的工作环境章节练习.docx
-
《室外给排水管道》施组.docx
-
《广东省建筑与装饰工程综合定额》计算规则.docx
-
《我多想去看看》教学.docx
-
《直通车车手基础认证》 考试答案 70题之欧阳育创编.docx
-
7天销量翻10倍皇冠卖家教您玩转最精准流量.docx
-
9 阿长和山海经.docx
-
《比例尺》教案.docx
-
《菜根谭》注译四闲适篇.docx
-
《福尔摩斯探案集》读后感15篇.docx
-
《红对勾》古代诗歌选择题答案补充.docx
-
《课堂密码》读后感及心得精选多篇.docx
-
教学工作计划.docx
-
节能细则.docx
-
届高三教学情况调研二化学试题含答案.docx
-
届中考物理二轮复习专题卷测量物质的密度.docx
-
经济生活易错题集锦.docx
-
精品特殊的普通合伙律师事务所设立申请.docx
-
精益生产STD考试试题卷附答案解析.docx
-
九选三驾驶技巧.docx
-
弘扬中华传统文化.docx
-
开红色花的树种分析.docx
-
湖南省长沙市中考真题化学.docx
-
化工厂环境应急预案.docx
-
环境保护方案.docx
-
会计电算化项目竞赛规程.docx
-
机动车理论考试D.docx
-
公务员面试心得.docx
-
关怀的话语.docx
-
关于社会实践报告1500字范例.docx
-
管道预留洞封堵及线管槽修补施工方案设计.docx
