 年产7万吨锌锭的湿法炼锌浸出车间的设计讲解.docx
年产7万吨锌锭的湿法炼锌浸出车间的设计讲解.docx
- 文档编号:29221102
- 上传时间:2023-07-21
- 格式:DOCX
- 页数:31
- 大小:83.99KB
年产7万吨锌锭的湿法炼锌浸出车间的设计讲解.docx
《年产7万吨锌锭的湿法炼锌浸出车间的设计讲解.docx》由会员分享,可在线阅读,更多相关《年产7万吨锌锭的湿法炼锌浸出车间的设计讲解.docx(31页珍藏版)》请在冰豆网上搜索。
年产7万吨锌锭的湿法炼锌浸出车间的设计讲解
第三章锌电积工艺过程及设备计算
3.1概述
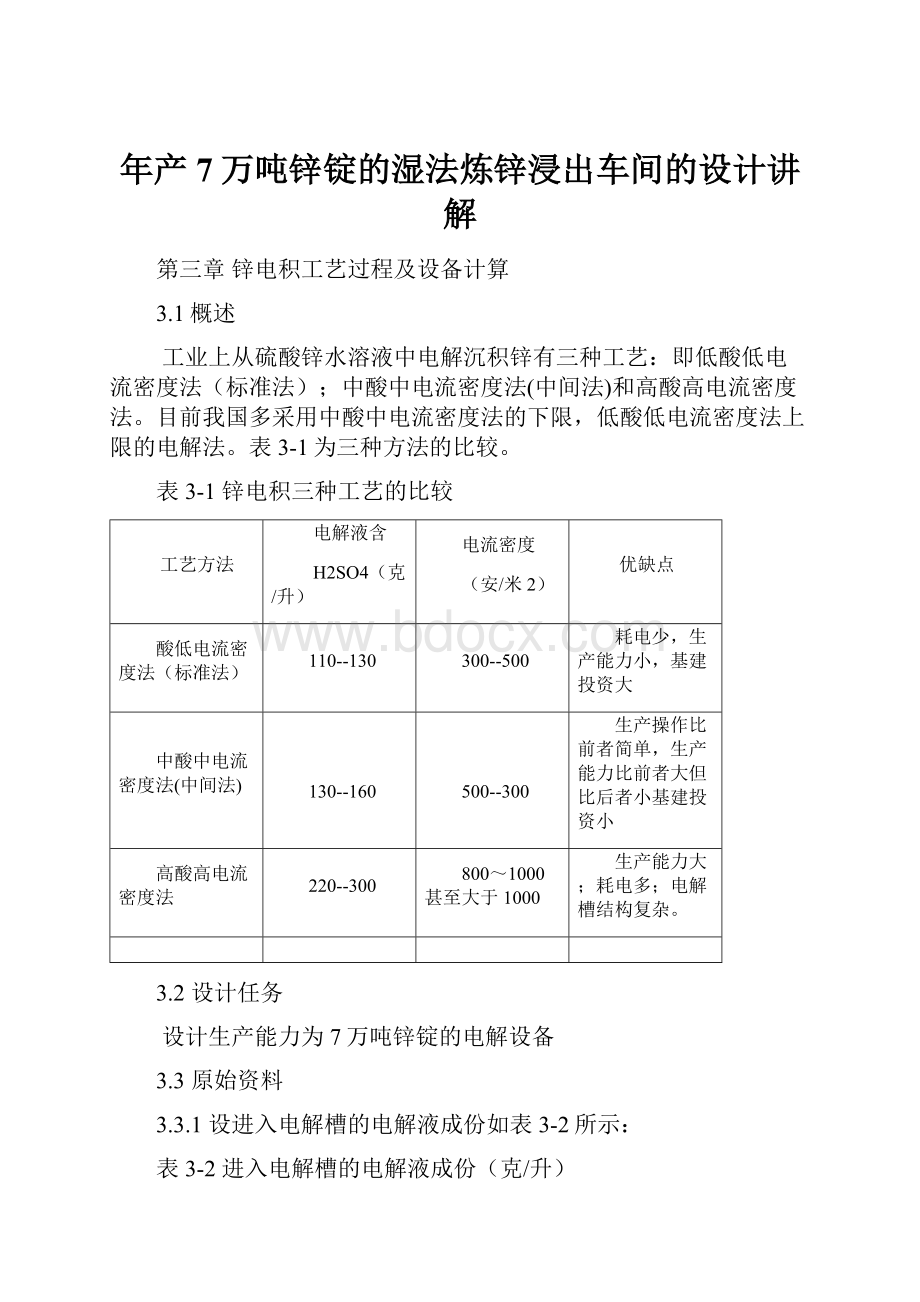
工业上从硫酸锌水溶液中电解沉积锌有三种工艺:
即低酸低电流密度法(标准法);中酸中电流密度法(中间法)和高酸高电流密度法。
目前我国多采用中酸中电流密度法的下限,低酸低电流密度法上限的电解法。
表3-1为三种方法的比较。
表3-1锌电积三种工艺的比较
工艺方法
电解液含
H2SO4(克/升)
电流密度
(安/米2)
优缺点
酸低电流密度法(标准法)
110--130
300--500
耗电少,生产能力小,基建投资大
中酸中电流密度法(中间法)
130--160
500--300
生产操作比前者简单,生产能力比前者大但比后者小基建投资小
高酸高电流密度法
220--300
800~1000甚至大于1000
生产能力大;耗电多;电解槽结构复杂。
3.2设计任务
设计生产能力为7万吨锌锭的电解设备
3.3原始资料
3.3.1设进入电解槽的电解液成份如表3-2所示:
表3-2进入电解槽的电解液成份(克/升)
组成
Zn
Fe
Cd
Cu
CO
Mn
(克/升)
120
0.045
0.005
0.0004
0.005
4.720
3.3.2电解后电解废液成份如表3-3所示
表3-3电解废液成份(克/升)
组成
Zn
Fe
Cd
Cu
CO
Mn
(克/升)
46
0.028
0.003
0.0002
0.005
3.217
3.3.3一些技术条件及技术经济指标
用于制造锌粉之锌锭占年产锌锭量的百分比,β=0.028;年工作日为330日。
阴极锌熔铸直收率η1=97%
阴极电流密度D阴=520安培
槽电压V槽=3.20伏
电流效率ηi=98%
阴极规格长×宽×厚=1000×666×4(毫米)
3.4工艺过程及设备计算
3.4.1物料平衡及电解槽计算
阴极锌成份的计算
在电积过程中,一部分铜、铁、镉与锌一齐在阴极上沉积,一升电解液得到的阴极锌含金属量如表3-4所示。
表3-4一升电解液沉积的金属量(克)
组成
Zn
Fe
Cd
Cu
共计
(克)
64.00
0.005
0.002
0.0002
64.0072
铅-银阳极在电解过程中被腐蚀,使一部分铅进入到阴极锌中。
设阴极锌含铅0.006%则进入到阴极锌中铅的量为:
克
那么阴极锌的成份如表3-5所示。
表3-5阴极锌成份
组成
Zn
Pb
Fe
Cd
Cu
共计
重量(克)
64.00
0.0038
0.0050
0.0020
0.00020
64.0110
%
99.983
0.006
0.0078
0.003
0.0003
100
3.4.2所需电解槽数量的计算
(1)每日应产出的阴极锌量的计算。
Q1=
吨
式中:
Q1----每日应产出阴极锌的数量,吨;
Q----设计生产能力,吨锌锭/年;
β----用于制造锌粉之锌锭占年产锌锭量的百分比,%;
m----年工作日,日;
η----阴极锌熔铸直收率,%。
Q1=
吨/日
(2)阴极有效总面积及片数的计算
阴极有效总面积的计算。
×106米2
式中:
F-----阴极有效总面积,米2
Q-----每日产出的阴极锌量,吨;
D-----阴极电流密度,安培/米2;
η-----电流效率,%;
1.2195----锌的电化当量,克/安培;
24-----电解析出时间,小时。
F=
×106=15086米2
阴极边上装有塑料绝缘条,没边各占区阴极板宽7毫米,阴极浸没于电解液的深度为0.87米,则每片阴极的有效面积(按两面计)为:
f阴=0.87×(0.666-0.007×2)×2=1.13米2
故共需阴极片数n=
=
片
设一个电解槽装阴极片32块,则共需电解槽数为:
个
每个电解槽的阴极总面积为:
1.13×32=36.16米2
取备用电解槽24个,则一共有电解槽560个。
这就可把电解槽分为两个系列。
每个系列有280个电解槽,在每个系列中可按35个电解槽组成一组,共八组为一系列。
3.4.3电解槽内部尺寸大小的计算
电解槽内部宽度的计算。
设阴极边缘到槽壁距离为95毫米,则电解槽内宽为:
B=666+2×95=856≈860毫米
电解槽内部长度计算。
设每片阴极厚度为5毫米,每片阳极厚度为10毫米,阴阳极间距离为34毫米,电极到两端壁距离为125毫米,每个电解槽有阴极片32片,阳极片33片。
则电解槽内部长度为:
L=32×5+33×10+32×2×34+125×2=2916毫米
电解槽内部高度的计算。
设槽内液面至槽面的距离为100毫米;槽内阴极浸入电解液的深度为880毫米;阴极下部端缘距槽低500毫米。
则电解槽的内高位:
H=100+880+500=1480毫米
故电解槽的内部尺寸为:
长×宽×高=2916×860×1480(毫米)
电解槽容积(不设槽内冷却器)为:
V槽=L×B×H=2.916×0.86×1.48=3.711米2
电解槽体的材料有木质及钢筋混凝土两种。
目前多采用钢筋混凝土电解槽。
电解槽内衬耐腐蚀的材料有:
铅皮、聚氯乙烯、环氧玻璃钢、辉绿岩等。
3.4.4通过电解槽电流强度的计算
一个电解槽的阴极总面积为36.16米2
故电流强度I=36.16×520=18803安培
设富余5.4%则I=18808×1.054=19818.362安培
3.4.5整流设备选择
整流设备总功率按下式计算。
式中:
W-----整流设备总功率,千瓦;
Q-----每天应产出的阴极锌总量,吨;
E-----槽电压,伏,取E=3.25伏
则
千瓦
系列中的电压降为总电压降的1-2.5%,取1.5%,则总电压降为:
280×3.20×(1+0.015)=909.44伏
选用GHS-10000/0-800硅整流器。
单台功率8000千瓦。
故需整流器台数为:
台取4台
每系列由2台硅整流器供电,总电流为:
10000×2=20000安培。
整流器设备功率与电解槽数量要求相适应。
3.4.6进入电解槽电解液数量的计算
供给一个电解槽的电解液数量可按如下计算。
式中:
Q-----进入一个电解槽的中性电解液数量,升/小时;
I-----通过电解槽的电流强度,克/安培;
q-----锌的电化当量,1.2195,克/安培
η----电流效率,%
N-----电解槽数目,个
P----中性电解液含锌量,克/升;
p-----废电解液含锌量,克/升。
故
升/小时
一个电解槽每天需中性电解液数量为:
303.7×24=7289升/天
全部电解槽每天共需中性电解液数量为:
7289×417=3040米3
3.4.7废电解液数量的计算
一小时供中性电解液303.7升,含锌120克/升,此时电解液比重为1.258。
因此中性电解液重量为:
公斤
在阳极上析出氧量为:
公斤
电极反应为:
ZnSO4+H2O→Zn+H2SO4+1/2O2(直流电)
析出的锰的量为:
公斤
故共析出:
19.437+4.804+0.456=24.697公斤
剩余:
382.05-24.697=357.35公斤。
电解时有一部分电解液被蒸发而损失。
设每平方米电解液表面每小时蒸发损失一公斤电解液。
电解液表面积为:
S槽—S极=2.508—0.328=2.18米2
则蒸发损失为:
2.18×1=2.18公斤。
由于电解液飞溅液要损失一部分电解液,设为0.3%,则飞溅损失为:
303.7×0.003=0.911公斤
损失电解液量一共为:
2.18+0.911=3.09公斤
故从一个电解槽每小时流出的废电解液量为:
357.35—3.07=354.28公斤/小时
设此时电解液的比重为1.18,则废电解液的体积为:
升/小时
3.4.8进入阳极泥中各成分的计算
设阳极消耗的铅量诶:
每吨阴极锌为1.5公斤。
则析出20.173公斤锌,消耗铅量为:
公斤
进入阴极锌中的铅量为:
公斤
进入阳极泥中的铅量为:
0.0303—0.00012=0.03018公斤
换算成PbO2=
公斤
(其中Pb=0.03018公斤,O2=0.0462公斤)
一个电解槽沉淀的锰量为0.456公斤
换算成MnO2=
公斤
(其中Mn=0.456公斤,O2=0.265公斤)
故进入阳极泥的总量为:
0.03487+0.721=0.7558公斤
(其中O2=0.2998公斤)
3.4.9进入大气中的氧量
4.804—0.00465—0.265=4.5344公斤
3.4.10编制一个电解槽的物料平衡
根据以上计算结果,编制一个电解槽的物料平衡,如表3-6所示。
表3-6一个电解槽的物料平衡
加入
产出
序号
项目
公斤
%
序号
项目
公斤
%
1
中性液
382.05
99.99
1
阴极锌
19.437
5.09
2
从阳极进入的铅
0.03018
0.01
2
阳极泥
0.7558
0.198
3
废电解液
354.28
92.72
4
进入大气中的氧
4.5344
1.19
5
损失
3.07
0.8
6
误差
-0.00292
共计
382.08018
共计
382.08012
100
3.5电解槽热平衡计算
通常以单个电解槽为基础进行计算,然后计算出全车间或一个系列电解槽在电解过程中总的剩余热量。
电解槽热平衡按下面式子计算。
Q电流+Q新=Q废+Q蒸+Q溅+Q辐+传+Q余
式中:
Q电流 -------电流通过产生的热量,千卡/小时;
Q新 -------新液带入热量,千卡/小时;
Q废 -------电解废液带走的热量,千卡/小时;
Q蒸 -------电解液表面蒸发损失的热量,千卡/小时;
Q溅 -------电解液喷溅损失的热量,千卡/小时;
Q辐+传 -------辐射、对流和传导损失的热量,千卡/小时;
Q余 -------剩余的热量,千卡/小时。
3.5.1热收入
(1)电流通过电解液产生的热量
Q电流=0.239IEt×10-3千卡/时
式中:
I-------通过电解槽的电流,18803安培;
E-------为电解液、极板、阳极泥及浓差极化的电压降。
在一般情况下,占槽电压的20%。
即E=3.20×0.2=0.64伏
t--------通电时间,秒,3600秒;
故Q电流=0.239×18803×0.64×3600×10-3=10354千卡/时。
(2)新液带入热量
Q新=m1c1t1千卡/时
式中:
m1------单位时间进入电解槽的新液重量,公斤/小时
c1-------新液比热,千卡/公斤·℃;
t1------加入新液的温度,℃。
从冶金计算得知,进入电解槽的新液量为:
382.05公斤/时。
电解液配液采用大循环方式进行,新液:
废液=1:
5,要求混合后进入电解槽新液温度为35℃,此时电解液的比热为:
0.78千卡/公斤·℃。
Q新=382.05×0.78×35=10430千卡/时
Q收=10430+10354=20784千卡/时。
3.5.2热支出
(1)废电解液带走的热
废电解液为354.28公斤/小时,设废电解液温度为40℃,此时电解液的比热为0.8千卡/公斤·℃,则
Q废=354.28×40×0.8=11337千卡/时
(2)电解液表面蒸发损失的热
Q蒸=S液表面×W×q汽
式中:
S液表面-----电解槽中电解液有效表面积,米2;已求出S液表面=2.18米2;
W-------电解液表面蒸发损失的水量,公斤/米2·时。
根据铜电解液中水的蒸发量与温度的关系可确定40℃时电解液单位表面蒸发的水量W=1.公斤/米2·时;
q汽-------40℃时水的汽化潜热为578千卡/公斤。
故Q蒸=2.18×1.0×578=1260.04千卡/时。
(3)电解液飞溅损失的热量为:
0.911公斤
故Q溅0.911×40×0.8=29.2千卡/小时。
(4)辐射、对流和传导损失的热
Q辐+传=
(Q蒸+Q溅)=
(1260.04+29.2)=143.2千卡/时
Q支=11336+1260.04+29.152+143.2=12768.4
3.5.3剩余热
Q剩=21108-12768.4=8339.6千卡/时
根基计算结果,编制热平衡表如表3-7所示。
表3—7锌电解槽热平衡
热收入
热支出
序号
名称
千卡
%
序号
名称
千卡
%
1
电流产生热
10515.8
50.34
1
废液带走热
11336
54.74
2
新液带入热
10430
49.66
2
电解液蒸发损失热
1260.04
5.8
3
电解液飞溅损失热
29.152
0.14
4
辐射、对流、传导损失热
143.2
0.66
5
剩余热
8339.6
38.65
共计
20945.8
100
共计
20945.8
100
计算可知:
锌电解槽中热量大大过剩。
因此电解液必须冷却。
锌电解液冷却方法有以下几种:
(1)槽内冷却;
(2)真空蒸发冷却;(3)冷却塔冷却。
表3-8为各种冷却方法的适用条件及优缺点。
冷却方式的的选择,需根据工厂的生产规模、电流强度、循环方式、温度要求、气候条件和供水条件等因素,经多方案比较确定,可选择其中的一种或两种方式相结合的方案。
我国株洲冶炼厂原来才用真空蒸发冷冻机冷却电解液,实践表明,每年耗费蒸汽13万吨,电力320万度和循环冷却水2584万立方米。
据报道,该厂1980年起试建一台50平方米空气冷却塔,取得了满意的经济效益。
现在已改用空气冷却塔来冷却电解液,改造后,每年节约标准煤18000吨,节约经营管理费220万元。
经济效益显著。
可见,方案的选择是至关重要的。
表3-8锌电解液各种冷却方式比较
冷却方式
槽内冷却
真空蒸发冷却
冷却塔冷却
适用条件
生产规模小,电流强度小,一般为小循环,供水充足,水温低(一般为地下水)。
生产规模大,电流强度大,大循环,建厂地区气温高,湿度大。
生产规模大,电流强度大,大循环,建厂地区气温低,湿度小,供水困难,水价高。
优点
设备制造简单,容易上马;不需单独管理;无动力消耗。
不受地区气候条件限制,能保证电解液达到较低温度;电解槽利用系数大;由于蒸发时带走水份,克增加洗渣水量,降低渣中水溶锌;提高锌直收率,降低酸耗。
便于自动控制。
设备制造比较简单;投资少;不消耗水和蒸汽;经营费低;可蒸发部分水份。
缺点
间接热交换,水消耗量大;受地区气象条件限制;电解槽利用系数小;消耗有色金属。
设备制造复杂;蒸汽和水消耗量大;投资大能耗高;经营费用高;需经常清理结垢物。
受地区气温和湿度限制较严重,当电解液温度接近或超过空气湿球温度,不能采用。
第四章电解经济技术指标
4.1主要设备选择
4.1.1电解槽
(1)结构形式和内衬防腐材料的选择
电解槽一般为钢筋混凝土结构的长方形槽体,其出液端设有溢流堰和溢流咀。
当采用铅或塑料时,底部应留检漏孔。
电解槽通常为预制。
槽与槽间应留20-40毫米绝缘缝,槽壁与楼板间留有80-120毫米绝缘缝,电解槽低于支撑梁之间应置有绝缘瓷瓶或瓷砖。
电解槽的内衬防腐材料,通常的有铅板、塑料和环氧玻璃钢等;近年来有的厂试用无内衬辉绿岩钢筋混凝土电解槽。
电解槽内衬防腐材料及使用情况见表
4—1。
表5—1锌电解槽内衬防腐材料及使用情况
内衬防腐材料
铅板
聚氯乙烯
环氧玻璃钢
辉绿岩
内衬
沥青麻布或沥青毛毡或沥青马蹄脂隔离层,衬3—5毫米铅皮
隔离层同左,内衬3-5毫米软聚氯乙烯板,侧壁或底部应加设软或硬聚氯乙烯保护板
一底四布二面。
一纯环氧树脂为最好,也可掺入少量煤焦油或呋喃树脂,侧壁和底部加设塑料保护板
施工质量好,不需内衬,新槽发现渗漏时可加衬1-2层环氧玻璃布或呋喃树脂胶泥抹面
外部防腐
端壁:
沥青马蹄脂5-10毫米
侧壁:
沥青马蹄脂2-4毫米
端壁:
3毫米聚氯乙烯软板
端壁:
一底二布一面
侧壁:
二低二面
无防腐层
造价(元/米8)
800-1100
400-500
400-500
200-300
寿命(年)
约5
5-8
约5
适量好5年以上,质量差2-3年
优缺点
施工简便,易发生铅板砂眼穿孔,检漏困难,消耗大量有色金属,有微量铅溶解,影响阴极锌质量,但修补容易
施工简便,防腐性能好,修补容易,使用时间长后易老化变形,无保护板侧壁被极板碰破
施工较复杂,不能从外部检漏,使用时间长后有龟裂现象,环氧树脂供应困难,耐腐蚀性能好,修补容易,无保护板衬里,易被极板碰破
槽体施工困难,抗渗性尚未解决,干湿变化易龟裂,目前处于试用阶段
经比较决定我厂电解槽内衬防腐材料选用聚氯乙烯。
(2)阴极、阳极的选择
阴极:
阴极由极板、导电棒、导电片和绝缘条组成。
极板规格根据生产规模和材料供应情况而定,我厂阴极为高1000毫米,宽666毫米,厚4毫米的铝板。
导电棒用铝浇铸而成,吊环采用与导电棒一次浇铸成的铝吊环,以便于废旧极板的回收,板棒间可全部焊接或铸焊结合。
导电片用铜铝对焊导电片、铝板端与导电棒直接焊接,以减少其接触电压降。
绝缘条使用粘接聚乙烯条,粘接质量好可以与阴极同寿命。
阴极的数量除装槽外,应有一定的备用量,约为装槽数量的15%-20%。
阳极:
阳极由铅银合金板、导电棒和绝缘器组成。
铅银合金板有压延和铸造两种:
压延板强度大,寿命长;铸造板制造方便,重量轻,但寿命较短。
我厂选用压延板。
板面可制成格网式,格网式虽强度差,易弯曲,但增大了阳极面积,降低了阳极电流密度,重量轻。
板面尺寸比阴极小些,沉没于电解液中的各边比阴极小20毫米,为高980毫米,宽620毫米,厚6毫米。
导电棒为断面12~14×40~46毫米的紫铜板,先经镀锡,再外包铸2-3毫米厚的铅。
铸造阳极可同时浇铸,压延阳极时先铸好棒后焊接。
用橡胶绝缘器。
阳极的备用数量为装槽数的5-10%。
4.1.2新液貯槽和电解废液貯槽
为稳定生产,需貯存一定量的新液和电解废液,通常两者貯量相同,我厂按每天溶液消耗量的40-60%或8-16小时貯备。
貯槽槽体为钢筋混凝土捣制或钢板焊接。
电解废液貯槽为钢筋混凝土捣制内衬采用环氧玻璃钢。
新液貯槽采用钢板槽不需内衬。
表5-2为我厂锌电解车间溶液貯槽设计使用情况。
4.1.3溶液输送泵
锌电解车间的溶液有新液和电解废液。
新液无腐蚀性,可选用普通材料的清水离心泵。
电解废液含硫酸约10%,应选用耐腐蚀离心泵。
备用率取30-40%。
4.1.4桥式起重机
由于电解出装槽作业频繁,我厂属中型厂应选用带操纵室的重级工作制(JC=40%)双梁式起重机。
为安全着想起重机的绝缘设施,采用大车、小车和吊钩三道绝缘。
起重量一吊装最大重量物件为准,我厂为中型车间应选用3吨。
跨度按车间配置而定,中型车间厂房跨度12米,起重机跨度可选10.5米。
起重高度结合厂房高度而定应为12米。
起重机台数为每两列电解槽安装1台。
表4-2我厂锌电解槽及阴极、阳极规格
项目
单位
所设计厂
Ⅰ、Ⅱ系列
Ⅱ系列
电解槽:
槽数
长
宽
深
防腐材料
个
毫米
毫米
毫米
504
2818
860
1470
软聚氯乙烯
252
2818
860
1470
软聚氯乙烯
装槽最大极板数:
阴极
阳极
片/槽
32
33
32
33
阴极:
长
宽
厚
有效面积
重量
绝缘材料
毫米
毫米毫米
米2/片
公斤/片
1000
666
4
1.13-1.16
10.2-10.5
聚乙烯
1000
666
4
1.13-1.16
10.2-10.5
聚乙烯
阳极:
长
宽
厚
重量
绝缘材料
毫米
毫米
毫米
公斤/片
975
620
6
46(铸造网格板)
聚乙烯
975
620
6
46(铸造网格板)
聚乙烯
4.2辅助设备
(一)掏槽装置及阳极泥处置
1.工艺流程
电解槽中阳极泥的清理,采用机械处理。
目前多采用真空抽取法。
2.设备选择和配置要求
(1)真空设备可选用SZ-3或SZ-4型水环式真空泵1台。
其技术参数:
抽气量60~80公斤/时;吸气压力200~250毫米汞柱;排出压力780~800毫米汞柱,当工作蒸汽压力为3、4、5、6公斤/厘米2时,相应的蒸汽消耗量为900、600、450、350公斤/时。
(2)真空泵可低位安装。
真空泵与受液器之间设置气水分离器。
(3)受液器容积为1~2米2不锈钢制作,其直径与高度比为1:
2~3。
安装标高应在6~7米以上,以便阳极泥浆连续放出。
(4)液封槽槽体用钢筋混凝土制作,内衬环氧玻璃钢制作。
槽容积约1~2米2。
安装时应保持与受液器净高差大于6~7米。
4.3.技术操作条件及质量要求
1)熔铅锅
温度控制:
加氯化铵时大于700。
C;
加银粉时820~850。
C;
浇注时680~700。
C。
铅液成分:
Pd99%,Ag1%。
为防止银粉熔化和分布不均匀,可以先在小坩埚中将铅液(800~1000)和银锭(或银粉)配制成含银较高的铅银合金(含银约为30%),然后再熔铅锅中加电铅熔化成含铅99%、银1%的铅液进行浇铸。
也有时是在铅水温度800。
C以上时直接加入银粉,搅拌均匀后进行浇铸。
2)铸板和铸棒
要求外观平整,无飞边毛刺,铸板无空洞,尺寸符合要求。
导电棒的


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 年产 万吨锌锭 湿法 浸出 车间 设计 讲解
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《贝的故事》教案4.docx
《贝的故事》教案4.docx
-
《对韵歌》优秀教案8.docx
-
《函数yAsinωx+φ+P图象》wwwnet.docx
-
《静夜思》教学设计.docx
-
《汽车底盘构造与维修》题库与考核标准.docx
-
《世说新语》复习资料.docx
-
《我的服装我做主》教案设计.docx
-
《在品味情感中成长》教学片断设计.docx
-
11造价员《建设工程造价管理基础知识》精讲教程文件.docx
-
《不会叫的狗》教案 人教部编版1.docx
-
《操作系统》二学期A卷及答案.docx
-
《傅雷家书》名著阅读笔记.docx
-
《反不正当竞争法》下互联网平台封禁行为考辨以消费者用户合法权益保护为中心.docx
-
《化工原理》第六章蒸发.docx
-
《蓝海战略》概要11页.docx
-
《人生》读书心得.docx
-
《荷叶圆圆》公开课教案优秀教学设计26.docx
-
《科技出行研究报告》智能网联与新能源将变革未来汽车出行.docx
-
《272 向量的应用举例》导学案1.docx
-
《秋天》评课稿.docx
-
《电算化》第二章会计电算化的工作环境章节练习.docx
-
《室外给排水管道》施组.docx
-
《广东省建筑与装饰工程综合定额》计算规则.docx
-
《我多想去看看》教学.docx
-
《直通车车手基础认证》 考试答案 70题之欧阳育创编.docx
-
7天销量翻10倍皇冠卖家教您玩转最精准流量.docx
-
9 阿长和山海经.docx
-
《比例尺》教案.docx
-
《菜根谭》注译四闲适篇.docx
-
《福尔摩斯探案集》读后感15篇.docx
-
《红对勾》古代诗歌选择题答案补充.docx
-
《课堂密码》读后感及心得精选多篇.docx
-
编译原理实验1.docx
-
园林灯具布置标准.docx
-
首饰顾问百问百答11年新修订版1.docx
-
月亮600字记叙文初一月亮初中作文.docx
-
暑期会计实习总结.docx
-
云南省文山壮族苗族自治州春秋版四年级下册语文学习质量阶段性检测试题A卷.docx
-
孕婴店促销方案大全.docx
-
数字化变电站过程层网络通信流量计算.docx
-
部编版五年级上册语文将相和 教案.docx
-
赞美牡丹的经典古诗赏析.docx
-
部编版一年级上第五单元教案.docx
-
造价工程师考试真题及答案解析案例分析完整版.docx
-
水平衡测试实施方案.docx
-
透明皂基的配方.docx
-
站内轨道电码化.docx
-
长安马自达4S店建设项目环境影响评价报告表.docx
-
智慧树知到《营养与膳食》章节测试答案.docx
-
招教考试必看.docx
-
掌上明珠家具元旦促销活动策划方案.docx
