 ASMEⅨ焊接评定标准要素摘要.docx
ASMEⅨ焊接评定标准要素摘要.docx
- 文档编号:28923274
- 上传时间:2023-07-20
- 格式:DOCX
- 页数:178
- 大小:1.75MB
ASMEⅨ焊接评定标准要素摘要.docx
《ASMEⅨ焊接评定标准要素摘要.docx》由会员分享,可在线阅读,更多相关《ASMEⅨ焊接评定标准要素摘要.docx(178页珍藏版)》请在冰豆网上搜索。
ASMEⅨ焊接评定标准要素摘要
ASME-Ⅸ焊接评定标准要素摘要
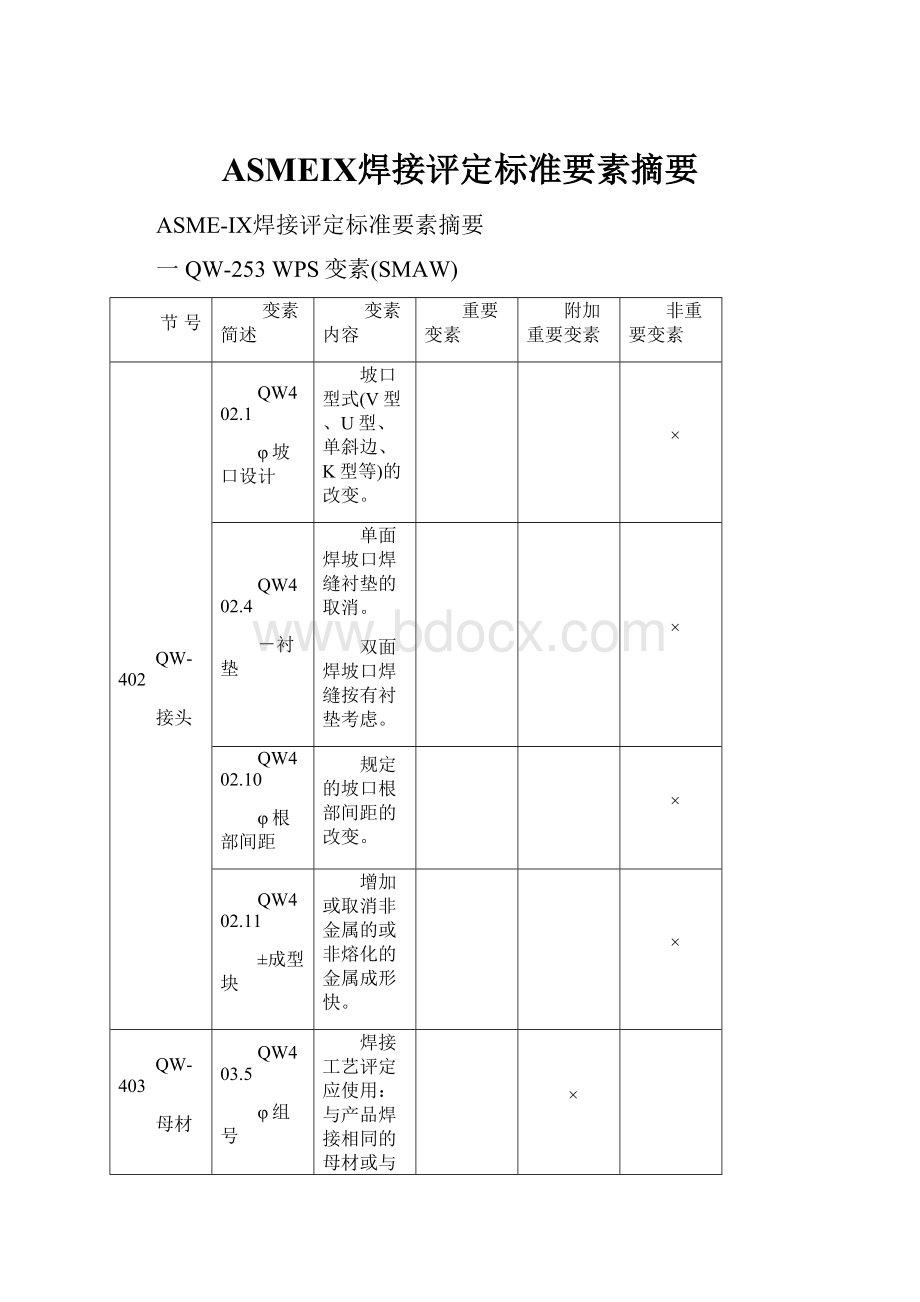
一QW-253WPS变素(SMAW)
节号
变素简述
变素内容
重要变素
附加重要变素
非重要变素
QW-402
接头
QW402.1
φ坡口设计
坡口型式(V型、U型、单斜边、K型等)的改变。
×
QW402.4
-衬垫
单面焊坡口焊缝衬垫的取消。
双面焊坡口焊缝按有衬垫考虑。
×
QW402.10
φ根部间距
规定的坡口根部间距的改变。
×
QW402.11
±成型块
增加或取消非金属的或非熔化的金属成形快。
×
QW-403
母材
QW403.5
φ组号
焊接工艺评定应使用:
与产品焊接相同的母材或与产品焊接有相同的
P-No,和组号的母材(QW/QB-422所列)。
×
QW403.6
T范围
评定的母材最小厚度为试件厚度T或16mm,取两者中较小值。
但如试件厚度小于6mm,则评定的最小厚度为1/2T。
当被评定的WPS需经高于上转变温度的焊后热处理或当奥氏体材料焊后经固溶化处理,不受本条款约束。
×
QW403.7
T/t范围>200mm
对于QW-451.1中试件厚度T不小于38mm者,采用SMAW、SAW、
GTAW、GMAW多道焊接方法,评定的最大厚度为200mm,其条件见QW-451.1。
对于厚度超过200mm者,母材和熔敷焊缝金属评定的最大厚度为1.33T或1.33t。
×
QW403.8
φ评定的T
除QW-202.4(b)允许外,母材厚度的变化超过QW-451的评定范围。
×
QW403.9
φ焊道t>13mm
对于单道焊或多道焊,其中任一焊道的厚度大于13mm,厚度的增加超过试件评定厚度的1.1倍。
×
节号
变素简述
变素内容
重要变素
附加重要变素
非重要变素
QW-403
母材
QW403.11
φ评定的P-No
对于WPS中规定的母材,工艺评定试验应采用符合QW-424要求的母材进行评定。
×
QW403.13
φP-No.5/9/10
从一个P-No.5改变到另一种P-No.5,反之亦然。
从P-No.9A改变到另一种P-No.9B,但反之则否。
从P-No.10A改变为任何一种P-No.10,反之亦然。
×
QW-404
填充金属
QW404.4
ΦF-No
从QW-432中某一F-No.改变为任何其它的F-No.,或改变为QW-432
表中未列出的任何其它填充金属。
×
QW404.5
ΦA-No
铁基金属熔敷金属的化学成分,从QW-442中某一A-No.改变为另一
A-No.。
但对A-No.1的评定也适用于A-No.2,反之亦然。
×
QW404.6
φ直径
WPS中所指定的一种或几种焊条(焊丝)公称尺寸的改变。
×
QW404.7
φ直径>6mm
焊条公称直径变化大于6mm。
但当被评定的WPS需经高于上转变温度的焊后热处理或当奥氏体材料焊后经固溶化处理,不受本条款约束。
×
QW404.12
ΦSFANo
填充金属所属SFA分类号的改变或改变到SFA分类号不包括的填充金属或非SFA分类号的填充金属从一种改变为另一种。
当填充金属符合某一SFA分类号,则在下述范围内的改变不要求重评:
(a)~(f)。
(见第51页)
×
QW404.30
Φt
熔敷焊缝金属厚度的变化超过QW-451工艺评定的范围则需要重评。
×
QW404.33
φSFANo
填充金属所属SFA分类号的改变或改变到SFA分类号不包括的填充金属。
或填充金属制造厂商品名称的改变。
……(见第51页)
×
节号
变素简述
变素内容
重要变素
附加重要变素
非重要变素
QW-405
焊接位置
QW405.1
+焊接位置
对已经过评定的焊接位置增加其它的焊接位置,见QW-120,QW-130,QW-303。
×
QW405.2
φ焊接位置
从任一焊接位置改变为上坡焊的位置。
上坡焊位置(如在3G、5G或
6G位置焊接时)取得资格者,亦取得全部焊接位置的资格。
但当被评定的WPS需经高于上转变温度的焊后热处理或当奥氏体材料焊后经固溶化处理,不受本条款约束。
×
QW405.3
φ↑↓立焊
对任何一道立焊缝的焊接方向,从向上焊改为向下焊,或反之,则需从评,但盖面焊道或饰面焊道向下或向上均可。
如第二面焊接前根部焊道清除到露出优良的焊缝金属,则根部焊道的方向为向下或向上均可。
×
QW-406
预热
QW406.1
预热温度减少55℃
评定过的预热温度降低(56℃)以上,在WPS中应规定焊接的最低温度。
×
QW406.2
φ预热保持时间
当焊接完成,尚未作所需的焊后热处理,预热保持时间的变化或降低预热温度(此处指后热)。
×
QW406.3
层间温度提高>55℃
最大层间温度比PQR记录值高(56℃)以上。
但当评定的WPS需经高于上转变温度的焊后热处理或当奥氏体材料焊后经固溶化处理,不受本条款约束。
×
QW-407
焊后热处理
QW407.1
φ焊后热处理
在以下每一种条件下需有单独的工艺评定:
(a)……
(1)不作PWHT;
(2)PWHT在低于下转变温度进行;(3)PWHT在高于上转变温度进行(如正火);(4)PWHT先在高于上转变温度进行,继之在低于下转变温度进行(即正火或淬火后继之以回火);(5)PWHT在上转变温度、
下转变温度之间进行。
(b)……。
(见第53页)
×
QW407.2
φ焊后热处理
(T或T范围)
焊后热处理(见QW-407.1)温度和时间的变化。
工艺评定试件的PWHT
应当和焊缝在产品中受到的热处理基本上相当,在热处理温度下累计时间不得少于产品所用时间的80%,但可在一次热循环中完成。
×
节号
变素简述
变素内容
重要变素
附加重要变素
非重要变素
QW-407
焊后热处理
QW407.4
T范围
工艺评定试件的WPHT温度高于上转变温度时,则评定的产品焊缝最大厚度为试件厚度的1.1倍。
×
QW-409
电特性
QW409.1
>热输入
热输入的增加,或单位长度内熔敷焊缝金属体积的增加超过评定值,增加量的计算如下:
(a)……;(b)……。
如被评定的WPS需经高于上转变温度的焊后热处理或当奥氏体材料焊后经固溶化处理,则热输入或熔敷焊缝金属体积的检测就不需要了。
(见第55页)
×
QW409.4
φ电流或极性
交流改为直流,或反之;采用直流焊接时,从电极接负极(正极性)改为电极接正极(反极性),或反之。
×
QW409.8
φ电流、电压范围
电流范围的改变,或除手工电弧焊和气体保护焊外电压范围的改变。
可用送丝速度范围改变代替电流范围的改变。
×
QW-410
焊接技巧
QW-410.1
φ直进/横摆
对于手工焊和半自动焊,从直进焊法改变为摆动焊法或反之。
×
QW-410.5
φ清理方法
焊前清理和层间清理方法(刷或磨等)的改变。
×
QW-410.6
φ背面清根方法
背面清根方法的改变。
×
QW-410.9
φ每面多道焊为每面单道焊
每面多道焊改为每面单道焊,但当评定的WPS需经高于上转变温度的焊后热处理或当奥氏体材料焊后经固溶化处理,不受本条款约束。
×
×
QW-410.25
φ手工焊/自动焊
从手工焊或半自动焊改为机动焊或自动焊,或反之。
×
QW-410.26
±锤击
对焊缝的锤击有无
×
注:
+-增加,――取消,>-增大/大于,<-减少/小于,↑-上坡焊,↓-下坡焊,←-左焊法,→-右焊法,φ-改变。
QW-253.1WPS变素(SMAW)特殊焊接方法的变素
节号
变素简述
重要变素
用于HFO和CRO
非重要变素
表面加硬层堆焊(HFO)
(QW-216)
耐蚀层堆焊(CRO)(QW-214)
QW-402
接头
QW-402.16:
耐蚀金属堆焊和表面加硬层金属堆焊的界面和最终表面间的距离减少到QW-462.5(a)~(e)所示最小评定厚度以下时,对用于产品的耐蚀金属堆焊和表面加硬层金属堆焊的最大厚度不限。
<堆完的t
<堆完的t
QW-403
母材
QW-403.20:
从QW/QB-422中某-P-No.的母材改变为另一种P-No.的母材或其它母材,从P-No.10或P-No.11的某一组母材改变为另一组的母材。
ΦP-No
ΦP-No
QW-403.23:
母材厚度变化超过QW-453的评定范围。
Φ评定的T
Φ评定的T
QW-404
填充金属
QW-404.12:
填充金属所属SFA分类号的改变或改变到SFA分类号不包括的填充金属或非SFA分类号的填充金属从一种改变为另一种。
ΦSFANo.
QW-404.37:
熔敷焊缝金属从QW-442中某一A-No.改变为任何另一A-No.,或改变为表中未列出的化学成分。
QW-442中A-No.9
中每一种AWS型号,或QW-432中每一种非铁合金均要求有一个单独的WPS评定。
ΦANo.
QW-404.38:
第一熔敷金属层所用焊条公称直径的改变。
Φ直径(第一层)
节号
变素简述
重要变素
用于HFO和CRO
非重要变素
表面加硬层堆焊(HFO)
(QW-216)
耐蚀层堆焊(CRO)(QW-214)
QW-405
焊接位置
QW-405.4:
除下文规定者外,对于已评定的焊接位置增加其它焊接位置要从评。
(a)如已在横、立或仰焊位置评定合格则平焊位置无需重评;如已在管水平固定的5G位置评定合格,则平、
立和仰焊位置无需重评;如已在横、立或仰焊位置评定合格,则所有焊接位置均无需重评;如已在管倾斜固定的6G位置评定合格,则也评定了所有焊接位置。
(b)…(c)…(d)从立向下变位立向上要求重新评定。
(见第52页)。
+焊接位置
+焊接位置
QW-406
预热
QW-406.4:
PQR上记载的预热温度降低超过56℃或超过最高层间温度。
最低始焊温度应规定与WPS上。
预热温度低>55℃
>层间温度
预热温度低>55℃
>层间温度
QW-407
焊后热处理
QW-407.6:
QW-407.1规定的PWHT的条件改变或在PWHT温度下的总保温时间增加超过25%。
Φ焊后热处理
QW-407.9:
下列的每一个情况都要求分别的工艺评定:
(a)在所有母材上进行A-No.8材料的耐蚀层堆焊时,QW-407.1规定的热处理条件的改变;或在制造中遇到焊后热处理的总时间超过200hr,或焊后热处理温度下的总时间增加25%或更多。
(b)在所有母材上进行A-No.8材料的耐蚀层堆焊时,QW-407.1规定的热处理条件的改变;或焊后热处理温度下的总时间增加25%或更多。
(C)在所有母材上进行其它材料的耐蚀层堆焊时,QW-407.1规定的热处理条件的改变。
Φ焊后热处理
节号
变素简述
重要变素
用于HFO和CRO
非重要变素
表面加硬层堆焊(HFO)
(QW-216)
耐蚀层堆焊(CRO)(QW-214)
QW-409
电特性
QW-409.4:
交流改为直流,或反之;在采用直流焊接时,从电极接负极(正极性)改为电极接正极(反极性),或反之。
Φ电流或极性
Φ电流或极性
QW-409.22:
第一层的电流(安培数)增加超过10%。
第一层电流增加>10%
第一层电流增加>10%
QW-410
焊接技巧
QW-410.1:
对于手工焊和半自动焊,从直道焊法改为摆动焊法或反之。
Φ直进/横摆
QW-410.5:
焊前清理和层间清理方法(刷或磨等)的改变。
Φ清理方法
QW-410.26:
对焊缝锤击的有无。
±锤击
QW-410.38:
从多层堆焊改为单层堆焊,或反之。
Φ多层为单层
Φ多层为单层
注:
+-增加,――取消,>-增大/大于,<-减少/小于,↑-上坡焊,↓-下坡焊,←-左焊法,→-右焊法,φ-改变。
二QW-254WPS变素(SAW)
节号
变素简述
变素内容
重要变素
附加重要变素
非重要变素
QW-402
接头
QW402.1
φ坡口设计
坡口型式(V型、U型、单斜边、K型等)的改变。
×
QW402.4
-衬垫
单面焊坡口焊缝衬垫的取消。
双面焊坡口焊缝按有衬垫考虑。
×
QW402.10
φ根部间距
规定的坡口根部间距的改变。
×
QW402.11
±成型块
增加或取消非金属的或非熔化的金属成形快。
×
QW-403
母材
QW403.5
φ组号
焊接工艺评定应使用:
与产品焊接相同的母材或与产品焊接有相同的
P-No,和组号的母材(QW/QB-422所列)。
×
QW403.6
T范围
评定的母材最小厚度为试件厚度T或16mm,取两者中较小值。
但如试件厚度小于6mm,则评定的最小厚度为1/2T。
当被评定的WPS需经高于上转变温度的焊后热处理或当奥氏体材料焊后经固溶化处理,不受本条款约束。
×
QW403.7
T/t范围>200mm
对于QW-451.1中试件厚度T不小于38mm者,采用SMAW、SAW、
GTAW、GMAW多道焊接方法,评定的最大厚度为200mm,其条件见QW-451.1。
对于厚度超过200mm者,母材和熔敷焊缝金属评定的最大厚度为1.33T或1.33t。
×
QW403.8
φ评定的T
除QW-202.4(b)允许外,母材厚度的变化超过QW-451的评定范围。
×
QW403.9
φ焊道t>13mm
对于单道焊或多道焊,其中任一焊道的厚度大于13mm,厚度的增加超过试件评定厚度的1.1倍。
×
节号
变素简述
变素内容
重要变素
附加重要变素
非重要变素
QW-403
母材
QW403.11
φ评定的P-No
对于WPS中规定的母材,工艺评定试验应采用符合QW-424要求的母材进行评定。
×
QW403.13
φP-No.5/9/10
从一个P-No.5改变到另一种P-No.5,反之亦然。
从P-No.9A改变到另一种P-No.9B,但反之则否。
从P-No.10A改变为任何一种P-No.10,反之亦然。
×
QW-404
填充金属
QW-404
填充金属
QW404.4
ΦF-No
从QW-432中某一F-No.改变为任何其它的F-No.,或改变为QW-432
表中未列出的任何其它填充金属。
×
QW404.5
ΦA-No
铁基金属熔敷金属的化学成分,从QW-442中某一A-No.改变为另一
A-No.。
但对A-No.1的评定也适用于A-No.2,反之亦然。
×
QW404.6
φ直径
WPS中所指定的一种或几种焊条(焊丝)公称尺寸的改变。
×
QW404.9
φ焊剂/焊丝型号
(a)第Ⅱ卷C篇所列焊丝焊剂组合最小抗拉强度分类号的改变(如F7A2-EM12K中的7号)。
(b)当使用非第Ⅱ卷C篇所列焊丝和焊剂时,焊丝或焊剂商品名称的改变。
(C)当使用的焊丝是第Ⅱ卷C篇所列而焊剂不是第Ⅱ卷C篇所列时,焊剂商品名称的改变;焊丝型号的改变如满足QW-404.5的要求,不要求重评。
(d)对于A-No.8的熔敷金属,焊剂商品名称的改变。
×
QW404.10
Φ合金焊剂成分
尚若焊缝金属的合金含量主要取决于所用焊剂的成分,则焊接工艺中任何一部分的改变如将导致焊缝金属中重要合金元素含量的变化超过WPS指定成分范围时,则需重评。
如有迹象证明产品的焊缝未按WPS进行,则授权检验师可要求对焊缝金属的化学成分进行复验。
这种复验最好在产品焊缝上进行。
×
QW404.24
±或Φ附加填充金属
附加填充金属的增加、取消或其体积改变超过10%。
×
QW404.27
Φ合金元素成分
当焊缝金属的合金含量主要取决于附加填充金属(包括等离子弧焊的粉末状填充金属)的成分时,凡焊接工艺中任一部分发生的任一变化将引起焊缝金属中重要合金元素的成分超出WPS指定的范围,则需要重新评定。
×
QW404.29
Φ焊剂牌号
焊剂商品名称和代号的改变。
×
QW404.30
Φt
熔敷焊缝金属厚度的变化超过QW-451工艺评定的范围则需要重评。
×
QW404.33
φSFANo
填充金属所属SFA分类号的改变或改变到SFA分类号不包括的填充金属。
或填充金属制造厂商品名称的改变。
……(见第51页)
×
QW404.34
φ焊剂类型
对于P-No.1母材的多层焊,焊剂类型(及中性焊剂变为活性焊剂或反之)的改变。
×
QW404.35
φ焊剂/焊丝型号
焊剂/焊丝型号的改变或非SFA标准的焊丝或焊剂,其商标名称的改变。
但当符合SFA标准的焊丝/焊剂组合,仅改变其扩散氢等级时(如从F7A2-EA1-A1H4变为F7A2-EA1-A1H6),不要求重评。
当其它卷免除焊缝金属的冲击试验时,不应用本变素。
本免除不适用于表面加硬层和耐蚀层堆焊。
×
×
QW404.36
φ回用重碎渣
当采用重碎渣作为焊剂,应按SFA-5.01规定的每批或每次配料,由焊剂制造者或使用者按第Ⅱ卷C篇要求做实验,或按QW-404.9作为分类的焊剂进行评定。
×
QW-405
焊接位置
QW405.1
+焊接位置
对已经过评定的焊接位置增加其它的焊接位置,见QW-120,QW-130,QW-303。
×
QW-406
预热
QW406.1
预热温度减少55℃
评定过的预热温度降低(56℃)以上,在WPS中应规定焊接的最低温度。
×
QW406.2
φ预热保持时间
当焊接完成,尚未作所需的焊后热处理,预热保持时间的变化或降低预热温度(此处指后热)。
×
QW406.3
层间温度提高>55℃
最大层间温度比PQR记录值高(56℃)以上。
但当评定的WPS需经高于上转变温度的焊后热处理或当奥氏体材料焊后经固溶化处理,不受本条款约束。
×
QW-407
焊后热处理
QW407.1
φ焊后热处理
在以下每一种条件下需有单独的工艺评定:
(a)……
(1)不作PWHT;
(2)PWHT在低于下转变温度进行;(3)PWHT在高于上转变温度进行(如正火);(4)PWHT先在高于上转变温度进行,继之在低于下转变温度进行(即正火或淬火后继之以回火);(5)PWHT在上转变温度、
下转变温度之间进行。
(b)……。
(见第53页)
×
QW407.2
φ焊后热处理
(T或T范围)
焊后热处理(见QW-407.1)温度和时间的变化。
工艺评定试件的PWHT
应当和焊缝在产品中受到的热处理基本上相当,在热处理温度下累计时间不得少于产品所用时间的80%,但可在一次热循环中完成。
×
QW407.4
T范围
工艺评定试件的WPHT温度高于上转变温度时,则评定的产品焊缝最大厚度为试件厚度的1.1倍。
×
节号
变素简述
变素内容
重要变素
附加重要变素
非重要变素
QW-409
电特性
QW409.1
>热输入
热输入的增加,或单位长度内熔敷焊缝金属体积的增加超过评定值,增加量的计算如下:
(a)……;(b)……。
如被评定的WPS需经高于上转变温度的焊后热处理或当奥氏体材料焊后经固溶化处理,则热输入或熔敷焊缝金属体积的检测就不需要了。
(见第55页)
×
QW409.4
φ电流或极性
交流改为直流,或反之;采用直流焊接时,从电极接负极(正极性)改为电极接正极(反极性),或反之。
×
QW409.8
φ电流、电压范围
电流范围的改变,或除手工电弧焊和气体保护焊外电压范围的改变。
可用送丝速度范围改变代替电流范围的改变。
×
QW-410
焊接技巧
QW-410.1
φ无摆动/横摆
对于手工焊和半自动焊,从直进焊法改变为摆动焊法或反之。
×
QW-410.5
φ清理方法
焊前清理和层间清理方法(刷或磨等)的改变。
×
QW-410.6
φ背面清根方法
背面清根方法的改变。
×
QW-410.7
φ摆动
对于机动焊和自动焊,摆动宽度、频率或两端驻留时间的改变。
×
QW-410.8
φ到电嘴至工件的距离
到电嘴到工件距离的改变
×
QW-410.9
φ每面多道焊为每面单道焊
每面多道焊改为每面单道焊,但当评定的WPS需经高于上转变温度的焊后热处理或当奥氏体材料焊后经固溶化处理,不受本条款约束。
×
×
QW-410.10
φ单丝到多丝
对于机动焊或自动焊,从单丝焊变为多丝焊,或反之,但当评定的WPS需经高于上转变温度的焊后热处理或当奥氏体材料焊后经固溶化处理,不受本条款约束。
×
×
节号
变素简述
变素内容
重要变素
附加重要变素
非重要变素
QW-410
焊接技巧
QW-410.15
φ电极间距
电极间距的改变(仅用于机动焊或自动焊)。
×
QW-410.25
φ手工焊/自动焊
从手工焊或半自动焊改为机动焊或自动焊,或反之。
×
QW-410.26
±锤击
对焊缝的锤击有无
×
注:
+-增加,――取消,>-增大/大于,<-减少/小于,↑-上坡焊,↓-下坡焊,←-左焊法,→-右焊法,φ-改变。
QW-254.1WPS变素(SAW)特殊焊接方法的变素
节号
变素简述
重要变素
用于HFO和CRO
非重要变素
表面加硬层堆焊(HFO)
(QW-216)
耐蚀层堆焊(CRO)(QW-214)
QW-402
接头
QW-402.16:
耐蚀金属堆焊和表面加硬层金属堆焊的界面和最终表面间的距离减少到QW-462.5(a)~(e)所示最小评定厚度以下时,对用于产品的耐蚀金属堆焊和表面加硬层金属堆焊的最大厚度不限。
<堆完的t
<堆完的t
QW-403
母材
QW-403


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- ASME 焊接 评定 标准 要素 摘要
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《贝的故事》教案4.docx
《贝的故事》教案4.docx
-
《对韵歌》优秀教案8.docx
-
《函数yAsinωx+φ+P图象》wwwnet.docx
-
《静夜思》教学设计.docx
-
《汽车底盘构造与维修》题库与考核标准.docx
-
《世说新语》复习资料.docx
-
《我的服装我做主》教案设计.docx
-
《在品味情感中成长》教学片断设计.docx
-
11造价员《建设工程造价管理基础知识》精讲教程文件.docx
-
《不会叫的狗》教案 人教部编版1.docx
-
《操作系统》二学期A卷及答案.docx
-
《傅雷家书》名著阅读笔记.docx
-
《反不正当竞争法》下互联网平台封禁行为考辨以消费者用户合法权益保护为中心.docx
-
《化工原理》第六章蒸发.docx
-
《蓝海战略》概要11页.docx
-
《人生》读书心得.docx
-
《荷叶圆圆》公开课教案优秀教学设计26.docx
-
《科技出行研究报告》智能网联与新能源将变革未来汽车出行.docx
-
《272 向量的应用举例》导学案1.docx
-
《秋天》评课稿.docx
-
《电算化》第二章会计电算化的工作环境章节练习.docx
-
《室外给排水管道》施组.docx
-
《广东省建筑与装饰工程综合定额》计算规则.docx
-
《我多想去看看》教学.docx
-
《直通车车手基础认证》 考试答案 70题之欧阳育创编.docx
-
7天销量翻10倍皇冠卖家教您玩转最精准流量.docx
-
9 阿长和山海经.docx
-
《比例尺》教案.docx
-
《菜根谭》注译四闲适篇.docx
-
《福尔摩斯探案集》读后感15篇.docx
-
《红对勾》古代诗歌选择题答案补充.docx
-
《课堂密码》读后感及心得精选多篇.docx
-
化学方程式配平方法练习及方程式计算.docx
-
写给爸爸的祝福语.docx
-
语文苏教版七年级上册《寓言二则》.docx
-
戒毒条例.docx
-
室内精装修工程临时用电方案.docx
-
数字谐音大全.docx
-
三年级班队活动记录1.docx
-
住房装修贷款合同范本正式模版.docx
-
最新江西财经大学普通本科学生毕业实习手册.docx
-
届高考化学复习近5年模拟试题分考点汇编全国卷有解析化学电源.docx
-
最新中学信息技术教育随笔范文.docx
-
输电线路监理单位报审资料.docx
-
施工组织管理方案.docx
-
年度前台文员个人工作总结.docx
-
最新至所有高考英语短文改错真题无答案资料.docx
-
三年级趣味数学社团活动计划.docx
-
汽车厂实习培训教材编概述.docx
-
公路瓦斯隧道安全施工工艺标准.docx
-
梦想演讲比赛主持人串词范文.docx
