 拨叉CA6140车床一夹具设计毕业设计工序卡片.docx
拨叉CA6140车床一夹具设计毕业设计工序卡片.docx
- 文档编号:28841900
- 上传时间:2023-07-20
- 格式:DOCX
- 页数:30
- 大小:83.75KB
拨叉CA6140车床一夹具设计毕业设计工序卡片.docx
《拨叉CA6140车床一夹具设计毕业设计工序卡片.docx》由会员分享,可在线阅读,更多相关《拨叉CA6140车床一夹具设计毕业设计工序卡片.docx(30页珍藏版)》请在冰豆网上搜索。
拨叉CA6140车床一夹具设计毕业设计工序卡片
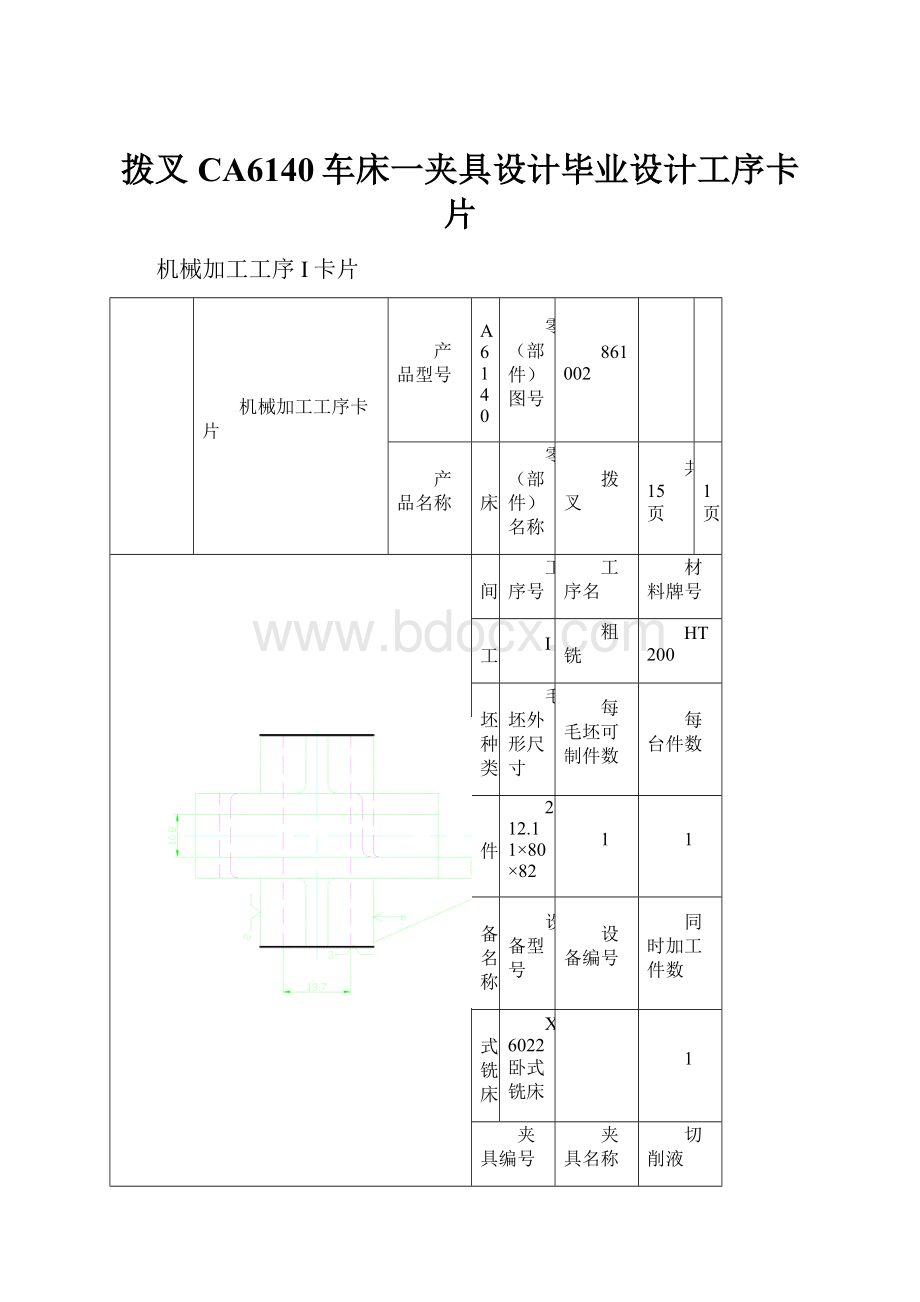
机械加工工序I卡片
机械加工工序卡片
产品型号
CA6140
零(部件)图号
861002
产品名称
车床
零(部件)名称
拨叉
共15页
第1页
车间
工序号
工序名
材料牌号
金工
I
粗铣
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
212.11×80×82
1
1
设备名称
设备型号
设备编号
同时加工件数
卧式铣床
X6022卧式铣床
1
夹具编号
夹具名称
切削液
专用夹具
工位器具编号
工位器具名称
工序工时/s
准终
单件
工步号
工步内容
工艺装备
主轴转速
/r·s-1
切削速度
/m·min-1
进给量
/mm·r-1
背吃刀量
/mm
进给次数
工步工时/s
机动
辅助
1
粗铣Φ19.7的上下面
铣刀、游标卡尺、千分尺
4
0.043
0.204
3
1
4.2
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序II卡片
机械加工工序卡片
产品型号
CA6140
零(部件)图号
861002
产品名称
车床
零(部件)名称
拨叉
共15页
第2页
车间
工序号
工序名
材料牌号
金工
II
粗铣
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
212.11×80×82
1
1
设备名称
设备型号
设备编号
同时加工件数
卧式铣床
X5028
1
夹具编号
夹具名称
切削液
专用夹具
工位器具编号
工位器具名称
工序工时/s
准终
单件
工步号
工步内容
工艺装备
主轴转速
/r·s-1
切削速度
/m·min-1
进给量
/mm·r-1
背吃刀量
/mm
进给次数
工步工时/s
机动
辅助
1
粗铣平下端孔侧面的工艺凸台
铣刀、游标卡尺、千分尺
5
0.105
10.5
3
1
5.7
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序III卡片
机械加工工序卡片
产品型号
CA6140
零(部件)图号
861002
产品名称
车床
零(部件)名称
拨叉
共15页
第3页
车间
工序号
工序名
材料牌号
金工
III
钻
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
126.11×80×82
1
1
设备名称
设备型号
设备编号
同时加工件数
立式钻床
Z535
1
夹具编号
夹具名称
切削液
专用夹具
工位器具编号
工位器具名称
工序工时/s
准终
单件
工步号
工步内容
工艺装备
主轴转速
/r·s-1
切削速度
/m·min-1
进给量
/mm·r-1
背吃刀量
/mm
进给次数
工步工时/s
机动
辅助
1
钻Φ19.7的通孔
麻花钻、游标卡尺、内径千分尺
2.7
0.233
0.43
22
1
64.8
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序IV卡片
机械加工工序卡片
产品型号
CA6140
零(部件)图号
861002
产品名称
车床
零(部件)名称
拨叉
共15页
第4页
车间
工序号
工序名
材料牌号
金工
IV
扩
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
212.11×80×82
1
1
设备名称
设备型号
设备编号
同时加工件数
立式钻床
Z535
1
夹具编号
夹具名称
切削液
专用夹具
工位器具编号
工位器具名称
工序工时/s
准终
单件
工步号
工步内容
工艺装备
主轴转速
/r·s-1
切削速度
/m·min-1
进给量
/mm·r-1
背吃刀量
/mm
进给次数
工步工时/s
机动
辅助
1
扩Φ19.7的通孔
麻花钻、游标卡尺、内径千分尺
4.77
0.355
0.57
3
1
32.4
3
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序V卡片
机械加工工序卡片
产品型号
CA6140
零(部件)图号
861002
产品名称
车床
零(部件)名称
拨叉
共15页
第5页
车间
工序号
工序名
材料牌号
金工
V
铰孔
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
212.11×80×82
1
1
设备名称
设备型号
设备编号
同时加工件数
立式钻床
Z535
1
夹具编号
夹具名称
切削液
专用夹具
工位器具编号
工位器具名称
工序工时/s
准终
单件
工步号
工步内容
工艺装备
主轴转速
/r·s-1
切削速度
/m·min-1
进给量
/mm·r-1
背吃刀量
/mm
进给次数
工步工时/s
机动
辅助
1
铰Φ19.7的通孔
铰刀、游标卡尺、内径千分尺
1.525
0.119
1.6
3
1
31.2
3
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序VI卡片
机械加工工序卡片
产品型号
CA6140
零(部件)图号
861002
产品名称
车床
零(部件)名称
拨叉
共15页
第6页
车间
工序号
工序名
材料牌号
金工
VI
粗铣
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
212.11×80×82
1
1
设备名称
设备型号
设备编号
同时加工件数
机床
X5028
1
夹具编号
夹具名称
切削液
专用夹具
工位器具编号
工位器具名称
工序工时/s
准终
单件
工步号
工步内容
工艺装备
主轴转速
/r·s-1
切削速度
/m·min-1
进给量
/mm·r-1
背吃刀量
/mm
进给次数
工步工时/s
机动
辅助
1
粗铣a、b面
铣刀、游标卡尺、千分尺
5
0.1
10.5
3
1
7.2
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序VII卡片
机械加工工序卡片
产品型号
CA6140
零(部件)图号
861002
产品名称
车床
零(部件)名称
拨叉
共15页
第7页
车间
工序号
工序名
材料牌号
金工
VII
粗铣
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
212.11×80×82
1
1
设备名称
设备型号
设备编号
同时加工件数
卧式铣床
X6022
1
夹具编号
夹具名称
切削液
专用夹具
工位器具编号
工位器具名称
工序工时/s
准终
单件
工步号
工步内容
工艺装备
主轴转速
/r·s-1
切削速度
/m·min-1
进给量
/mm·r-1
背吃刀量
/mm
进给次数
工步工时/s
机动
辅助
1
粗铣Φ60H12孔的两面
铣刀、游标卡尺、千分尺
4.04
0.042
0.15
2
1
7.5
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序VIII卡片
机械加工工序卡片
产品型号
CA6140
零(部件)图号
861002
产品名称
车床
零(部件)名称
拨叉
共15页
第8页
车间
工序号
工序名
材料牌号
金工
VIII
精铣
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
212.11×80×82
1
1
设备名称
设备型号
设备编号
同时加工件数
卧式铣床
X6022
1
夹具编号
夹具名称
切削液
专用夹具
工位器具编号
工位器具名称
工序工时/s
准终
单件
工步号
工步内容
工艺装备
主轴转速
/r·s-1
切削速度
/m·min-1
进给量
/mm·r-1
背吃刀量
/mm
进给次数
工步工时/s
机动
辅助
1
精铣Φ60H12孔的两面
镗刀、游标卡尺、内径千分尺
5.17
0.054
0.12
1
1
18.6
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序IX卡片
机械加工工序卡片
产品型号
CA6140
零(部件)图号
861002
产品名称
车床
零(部件)名称
拨叉
共15页
第9页
车间
工序号
工序名
材料牌号
金工
IX
精镗
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
212.11×80×82
1
1
设备名称
设备型号
设备编号
同时加工件数
卧式镗床
1
夹具编号
夹具名称
切削液
专用夹具
工位器具编号
工位器具名称
工序工时/s
准终
单件
工步号
工步内容
工艺装备
主轴转速
/r·s-1
切削速度
/m·min-1
进给量
/mm·r-1
背吃刀量
/mm
进给次数
工步工时/s
机动
辅助
1
粗镗下端Φ60H12的孔
镗刀、游标卡尺、内径千分尺
14.15
0.047
3.33
4
1
6.6
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序X卡片
机械加工工序卡片
产品型号
CA6140
零(部件)图号
861002
产品名称
车床
零(部件)名称
拨叉
共15页
第10页
车间
工序号
工序名
材料牌号
金工
X
半精镗
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
212.11×80×82
1
1
设备名称
设备型号
设备编号
同时加工件数
卧式镗床
1
夹具编号
夹具名称
切削液
专用夹具
工位器具编号
工位器具名称
工序工时/s
准终
单件
工步号
工步内容
工艺装备
主轴转速
/r·s-1
切削速度
/m·min-1
进给量
/mm·r-1
背吃刀量
/mm
进给次数
工步工时/s
机动
辅助
1
半精镗下端孔到Φ60H12
镗刀、游标卡尺、内径千分尺
16.67
0.05
2.5
4
1
7.56
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序XI卡片
机械加工工序卡片
产品型号
CA6140
零(部件)图号
861002
产品名称
车床
零(部件)名称
拨叉
共15页
第11页
车间
工序号
工序名
材料牌号
金工
XI
粗铣
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
212.11×80×82
1
1
设备名称
设备型号
设备编号
同时加工件数
卧式铣床
X6022
1
夹具编号
夹具名称
切削液
专用夹具
工位器具编号
工位器具名称
工序工时/s
准终
单件
工步号
工步内容
工艺装备
主轴转速
/r·s-1
切削速度
/m·min-1
进给量
/mm·r-1
背吃刀量
/mm
进给次数
工步工时/s
机动
辅助
1
粗铣16H11的槽
铣刀、游标卡尺、千分尺
1.59
0.4
1.33
2
1
100.8
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序XII卡片
机械加工工序卡片
产品型号
CA6140
零(部件)图号
861002
产品名称
车床
零(部件)名称
拨叉
共15页
第12页
车间
工序号
工序名
材料牌号
金工
XII
半精铣
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
212.11×80×82
1
1
设备名称
设备型号
设备编号
同时加工件数
卧式铣床
X6022
1
夹具编号
夹具名称
切削液
专用夹具
工位器具编号
工位器具名称
工序工时/s
准终
单件
工步号
工步内容
工艺装备
主轴转速
/r·s-1
切削速度
/m·min-1
进给量
/mm·r-1
背吃刀量
/mm
进给次数
工步工时/s
机动
辅助
1
半精铣16H11的槽
铣刀、游标卡尺、千分尺
1.526
0.4
0.04
2
1
50.4
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序XIII卡片
机械加工工序卡片
产品型号
CA6140
零(部件)图号
861002
产品名称
车床
零(部件)名称
拨叉
共15页
第13页
车间
工序号
工序名
材料牌号
金工
XII
钻
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
212.11×80×82
1
1
设备名称
设备型号
设备编号
同时加工件数
立式钻床
Z535
1
夹具编号
夹具名称
切削液
专用夹具
工位器具编号
工位器具名称
工序工时/s
准终
单件
工步号
工步内容
工艺装备
主轴转速
/r·s-1
切削速度
/m·min-1
进给量
/mm·r-1
背吃刀量
/mm
进给次数
工步工时/s
机动
辅助
1
钻Φ20..5的孔
麻花钻、游标卡尺、内径千分尺
2.9
0.19
0.43
3
1
33.6
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- CA6140 车床 夹具 设计 毕业设计 工序 卡片
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《贝的故事》教案4.docx
《贝的故事》教案4.docx
-
《对韵歌》优秀教案8.docx
-
《函数yAsinωx+φ+P图象》wwwnet.docx
-
《静夜思》教学设计.docx
-
《汽车底盘构造与维修》题库与考核标准.docx
-
《世说新语》复习资料.docx
-
《我的服装我做主》教案设计.docx
-
《在品味情感中成长》教学片断设计.docx
-
11造价员《建设工程造价管理基础知识》精讲教程文件.docx
-
《不会叫的狗》教案 人教部编版1.docx
-
《操作系统》二学期A卷及答案.docx
-
《傅雷家书》名著阅读笔记.docx
-
《反不正当竞争法》下互联网平台封禁行为考辨以消费者用户合法权益保护为中心.docx
-
《化工原理》第六章蒸发.docx
-
《蓝海战略》概要11页.docx
-
《人生》读书心得.docx
-
《荷叶圆圆》公开课教案优秀教学设计26.docx
-
《科技出行研究报告》智能网联与新能源将变革未来汽车出行.docx
-
《272 向量的应用举例》导学案1.docx
-
《秋天》评课稿.docx
-
《电算化》第二章会计电算化的工作环境章节练习.docx
-
《室外给排水管道》施组.docx
-
《广东省建筑与装饰工程综合定额》计算规则.docx
-
《我多想去看看》教学.docx
-
《直通车车手基础认证》 考试答案 70题之欧阳育创编.docx
-
7天销量翻10倍皇冠卖家教您玩转最精准流量.docx
-
9 阿长和山海经.docx
-
《比例尺》教案.docx
-
《菜根谭》注译四闲适篇.docx
-
《福尔摩斯探案集》读后感15篇.docx
-
《红对勾》古代诗歌选择题答案补充.docx
-
《课堂密码》读后感及心得精选多篇.docx
-
CZ23装载机安全操作规程与日常保养.docx
-
电子商务与网络创业网上订餐策划书.docx
-
本科毕业设计鼻胆管引流术预防ercp术后胰腺炎有效性分析.docx
-
中学生安全法制教育教案.docx
-
最新部编人教版物理《中考模拟检测试题》含答案解析.docx
-
整理FC和FCD组织及性能特点.docx
-
高考三轮冲刺专题二十简答题答题技巧详细解析版.docx
-
新人教版小学二年级数学上册精品教案 全册.docx
-
荆州职业技术学院电子商务概论课程教案.docx
-
知识产权法复习题 2.docx
-
ACM题库.docx
-
高一语文人教版必修四第四单元《苏武传》教学设计.docx
-
医生个人考核总结范文十篇.docx
-
高中地理高一地理下册考知识点整合复习4 最新.docx
-
依托社区教育资源构建园本艺术课程的实践研究报告.docx
-
各县市区卫生工作主要目标任务.docx
-
义务教育学校办学条件一.docx
-
东财14春《组织行为学》在线作业随机.docx
-
最新青岛版小学一年级科学上册教案.docx
