 格式工艺工序卡.docx
格式工艺工序卡.docx
- 文档编号:28590647
- 上传时间:2023-07-19
- 格式:DOCX
- 页数:31
- 大小:28.92KB
格式工艺工序卡.docx
《格式工艺工序卡.docx》由会员分享,可在线阅读,更多相关《格式工艺工序卡.docx(31页珍藏版)》请在冰豆网上搜索。
格式工艺工序卡
在
XXXX
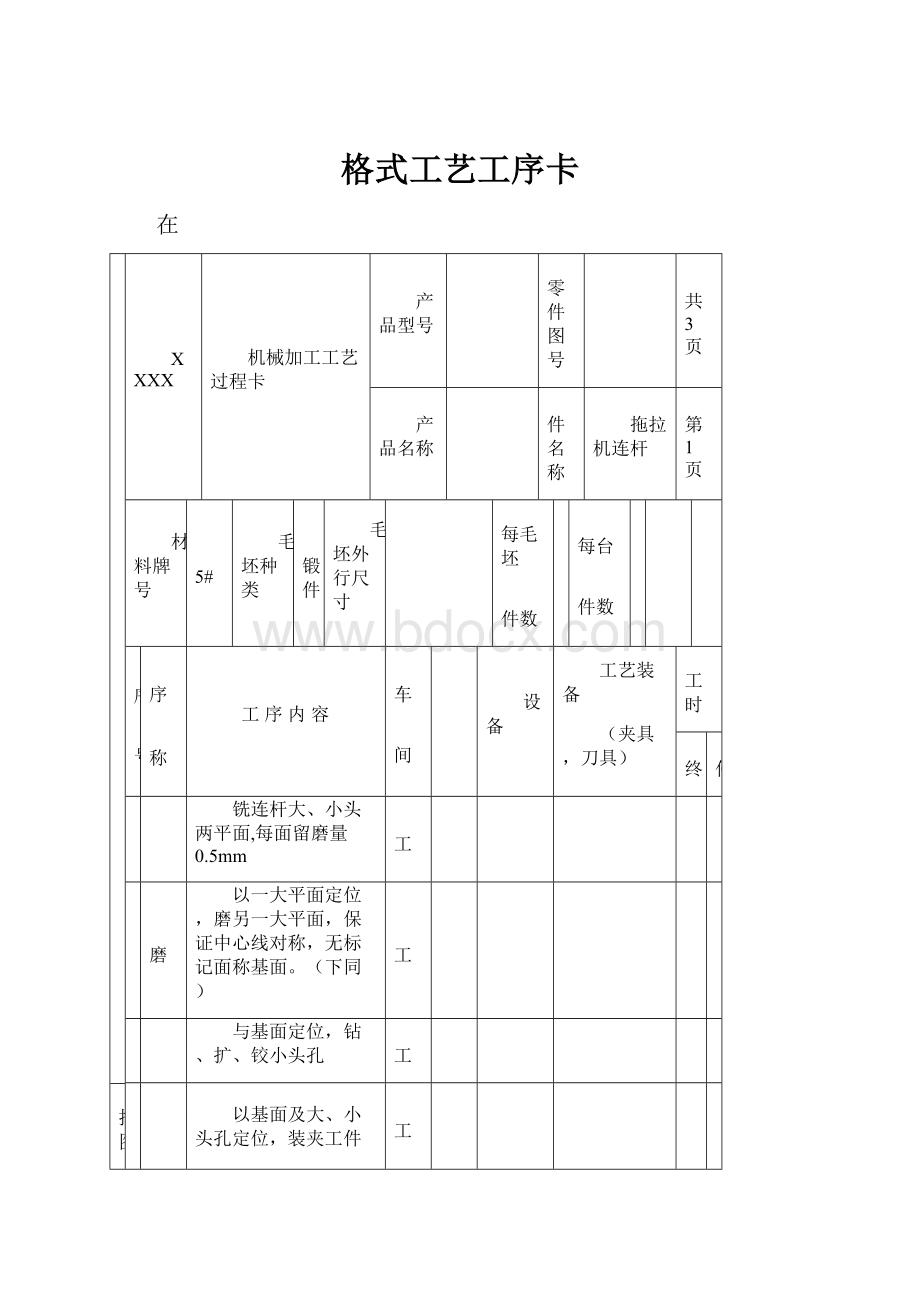
机械加工工艺过程卡
产品型号
零件图号
共3页
产品名称
零件名称
拖拉机连杆
第1页
材料牌号
45#
毛坯种类
模锻件
毛坯外行尺寸
每毛坯
件数
1
每台
件数
备
注
工序
号
工序
名称
工序内容
车
间
工
段
设备
工艺装备
(夹具,刀具)
工时
准终
单件
1
铣
铣连杆大、小头两平面,每面留磨量0.5mm
金工
2
粗磨
以一大平面定位,磨另一大平面,保证中心线对称,无标记面称基面。
(下同)
金工
3
钻
与基面定位,钻、扩、铰小头孔
金工
4
铣
以基面及大、小头孔定位,装夹工件铣尺寸
mm两侧面,保证对称(此平面为工艺用基准面)
金工
描图
校图
5
扩
以基面定位,以小头孔定位,扩大头孔为Φ60mm
金工
6
铣
以基面及大、小头孔定位,装夹工件,切开工件,编号杆身及上盖分别打标记。
金工
7
铣
以基面和一侧面定位装夹工件,铣连杆体和盖结合面,保直径方向测量深度为27.5mm
金工
8
磨
以基面和一侧面定位装夹工件,磨体和盖的结合面
金工
编制
审核
会签
标记
处数
更改文
件号
签字
日期
标记
处数
更改
文件号
签
字
日期
XXXX
机械加工工艺过程卡
产品型号
零件图号
共3页
产品名称
零件名称
拖拉机连杆
第2页
材料牌号
45#
毛坯种类
模锻件
毛坯外
行尺寸
每毛坯
件数
1
每台
件数
备
注
工序
号
工序
名称
工序内容
车
间
工
段
设备
工艺装备
(夹具,刀具)
工时
准终
单件
9
铣
以基面及结合面定位装夹工件,铣连杆体和盖
mm
8mm斜槽
金工
10
锪
以基面、结合面和一侧面定位,装夹工件,锪两螺栓座面
mm,R11mm,保证尺寸
mm
金工
11
钻
钻2—
10mm螺栓孔
金工
12
扩
先扩2—
12mm螺栓孔,再扩2—
13mm深19mm螺栓孔并倒角
金工
13
铰
铰2—
12.2mm螺栓孔
金工
14
钳
用专用螺钉,将连杆体和连杆盖装成连杆组件,其扭力矩为100—120N.m
金工
15
镗
粗镗大头孔
金工
16
倒角
大头孔两端倒角
金工
校图
底图号
装订号
编制
审核
会签
校图
XXXX
机械加工工艺过程卡
产品型号
零件图号
共3页
产品名称
零件名称
拖拉机连杆
第3页
材料牌号
45#
毛坯种类
模锻件
毛坯外行尺寸
每毛坯
件数
1
每台
件数
备
注
工序
号
工序
名称
工序内容
车
间
工
段
设备
工艺装备
(夹具,刀具)
工时
准终
单件
17
磨
精磨大小头两端面,保证大端面厚度为38mm
金工
18
镗
以基面、一侧面定位,半精镗大头孔,精镗小头孔至图纸尺寸,中心距为
mm
金工
19
镗
精镗大头孔至尺寸
金工
20
称重
称量不平衡质量
金工
21
钳
按规定值去重量
金工
22
钻
钻连杆体小头油孔
6.5mm,
10mm
金工
23
压铜套
金工
24
挤压铜套孔
金工
25
倒角
金工
26
镗
半精镗、精镗小头铜套孔
金工
27
珩磨
珩磨大头孔
金工
28
检
检查各部尺寸及精度
金工
29
探伤
无损探伤及检验硬度后
金工
30
检
入库
编制
审核
会签
标记
处数
更改文
件号
签字
日期
标记
处数
更改
文件号
签
字
日期
XXXX
机械加工工序卡片
产品型号
零件图号
产品名称
零件名称
拖拉机连杆
共
21
页
第
1
页
车间
工序号
工序名称
材料牌号
金工
铣两端面
45#
毛坯种类
毛坯尺寸
每毛坯可制件数
每台件数
模锻件
1
1
设备名称
设备型号
设备编号
同时加工件数
立式铣床
X52k
1
夹具编号
夹具名称
切削液
Ⅰ
专用夹具
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
r/min
m/min
mm/r
mm
1
铣连杆大、小头两平面,每面留磨量0.5mm
硬质合金端铣刀
500
2.67
0.2
3
1
XXXX
机械加工工序卡片
产品型号
零件图号
产品名称
零件名称
拖拉机连杆
共
21
页
第
2
页
车间
工序号
工序名称
材料牌号
金工
粗磨
45#
毛坯种类
毛坯尺寸
每毛坯可制件数
每台件数
模锻件
1
1
设备名称
设备型号
设备编号
同时加工件数
磨床
M7350
1
夹具编号
夹具名称
切削液
Ⅰ
专用夹具
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
r/min
m/min
mm/r
mm
1
以一大平面定位,磨另一大平面,保证中
心线对称,无标记面称为基面
砂轮;磁力吸盘
100
0.33
0.03
0.3
1
XXXX
机械加工工序卡片
产品型号
零件图号
产品名称
零件名称
拖拉机连杆
共
21
页
第
3
页
车间
工序号
工序名称
材料牌号
金工
钻
45#
毛坯种类
毛坯尺寸
每毛坯可制件数
每台件数
模锻件
1
1
设备名称
设备型号
设备编号
同时加工件数
摇臂钻床
Z3080
1
夹具编号
夹具名称
切削液
Ⅰ
专用夹具
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
r/min
m/min
mm/r
mm
1
与基面定位,钻、扩、铰小头孔
麻花钻;扩孔钻;铰刀
1000
1.04
0.12
10
1
2
250
0.39
0.8
1.5
1
3
200
0.32
0.8
1.0
1
XXXX
机械加工工序卡片
产品型号
零件图号
产品名称
零件名称
拖拉机连杆
共
21
页
第
4
页
车间
工序号
工序名称
材料牌号
金工
铣大头两侧
45#
毛坯种类
毛坯尺寸
每毛坯可制件数
每台件数
模锻件
1
1
设备名称
设备型号
设备编号
同时加工件数
卧式铣床
X62W
1
夹具编号
夹具名称
切削液
Ⅰ
专用夹具
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
r/min
m/min
mm/r
mm
1
铣两侧面,保证对称(此平面为工艺用基准面
立铣刀
750
0.78
0.1
40
1
XXXX
机械加工工序卡片
产品型号
零件图号
产品名称
零件名称
拖拉机连杆
共
21
页
第
5
页
车间
工序号
工序名称
材料牌号
金工
扩孔
45#
毛坯种类
毛坯尺寸
每毛坯可制件数
每台件数
模锻件
1
1
设备名称
设备型号
设备编号
同时加工件数
摇臂钻床
Z3080
1
夹具编号
夹具名称
切削液
Ⅰ
专用夹具
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
r/min
m/min
mm/r
mm
1
以基面定位,以小头孔定位扩大头孔为60
滑柱钻模
400
1.27
0.5
3.0
1
XXXX
机械加工工序卡片
产品型号
零件图号
产品名称
零件名称
拖拉机连杆
共
21
页
第
6
页
车间
工序号
工序名称
材料牌号
金工
铣
45#
毛坯种类
毛坯尺寸
每毛坯可制件数
每台件数
模锻件
1
1
设备名称
设备型号
设备编号
同时加工件数
立式铣床
X62W
1
夹具编号
夹具名称
切削液
Ⅰ
专用夹具
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
r/min
m/min
mm/r
mm
1
铣开连杆
锯片铣刀
750
2.47
0.015
2.0
1
XXXX
机械加工工序卡片
产品型号
零件图号
产品名称
零件名称
拖拉机连杆
共
21
页
第
7
页
车间
工序号
工序名称
材料牌号
金工
铣结合面
45#
毛坯种类
毛坯尺寸
每毛坯可制件数
每台件数
模锻件
1
1
设备名称
设备型号
设备编号
同时加工件数
卧式铣床
X62W
1
夹具编号
夹具名称
切削液
Ⅰ
专用夹具
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
r/min
m/min
mm/r
mm
1
以基面和一侧面(指99±0.01mm)定位装夹工件,铣连杆体结合面,保直径方向测量深度27.5mm
硬质合金端铣刀
750
2.94
0.12
1
1
XXXX
机械加工工序卡片
产品型号
零件图号
产品名称
零件名称
拖拉机连杆
共
21
页
第
8
页
车间
工序号
工序名称
材料牌号
金工
磨
45#
毛坯种类
毛坯尺寸
每毛坯可制件数
每台件数
模锻件
1
1
设备名称
设备型号
设备编号
同时加工件数
磨床
M7350
1
夹具编号
夹具名称
切削液
Ⅰ
专用夹具
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
r/min
m/min
mm/r
mm
1
硬质合金端铣刀
砂轮
100
0.2
0.006
0.1
1
XXXX
机械加工工序卡片
产品型号
零件图号
产品名称
零件名称
拖拉机连杆
共
21
页
第
9
页
车间
工序号
工序名称
材料牌号
金工
铣斜槽
45#
毛坯种类
毛坯尺寸
每毛坯可制件数
每台件数
模锻件
1
1
设备名称
设备型号
设备编号
同时加工件数
卧立铣床
X62W
1
夹具编号
夹具名称
切削液
Ⅰ
专用夹具
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
r/min
m/min
mm/r
mm
1
以基面及结合面定位装夹工件,铣连杆体、盖5X8mm斜槽
专用铣刀
100
0.33
0.02
2
1
XXXX
机械加工工序卡片
产品型号
零件图号
产品名称
零件名称
拖拉机连杆
共
21
页
第
10
页
车间
工序号
工序名称
材料牌号
金工
铣
45#
毛坯种类
毛坯尺寸
每毛坯可制件数
每台件数
模锻件
1
1
设备名称
设备型号
设备编号
同时加工件数
卧立铣床
X62W
1
夹具编号
夹具名称
切削液
Ⅰ
专用夹具
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
r/min
m/min
mm/r
mm
1
加工螺栓座面
专用铣刀
750
0.94
0.1
3
1
XXXX
机械加工工序卡片
产品型号
零件图号
产品名称
零件名称
拖拉机连杆
共
21
页
第
11
页
车间
工序号
工序名称
材料牌号
金工
钻
45#
毛坯种类
毛坯尺寸
每毛坯可制件数
每台件数
模锻件
1
1
设备名称
设备型号
设备编号
同时加工件数
立式钻
Z3025
1
夹具编号
夹具名称
切削液
Ⅰ
专用夹具
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
r/min
m/min
mm/r
mm
1
加工螺栓孔
麻花钻
1000
0.99
0.08
5
1
XXXX
机械加工工序卡片
产品型号
零件图号
产品名称
零件名称
拖拉机连杆
共
21
页
第
12
页
车间
工序号
工序名称
材料牌号
金工
镗
45#
毛坯种类
毛坯尺寸
每毛坯可制件数
每台件数
模锻件
1
1
设备名称
设备型号
设备编号
同时加工件数
立式镗床
T68
1
夹具编号
夹具名称
切削液
Ⅰ
专用夹具
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
r/min
m/min
mm/r
mm
1
粗镗大头孔
专用镗杆
800
2.72
0.3
3
1
XXXX
机械加工工序卡片
产品型号
零件图号
产品名称
零件名称
拖拉机连杆
共
21
页
第
13
页
车间
工序号
工序名称
材料牌号
金工
铣
45#
毛坯种类
毛坯尺寸
每毛坯可制件数
每台件数
模锻件
1
1
设备名称
设备型号
设备编号
同时加工件数
卧式铣床
X62W
1
夹具编号
夹具名称
切削液
Ⅰ
专用夹具
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
r/min
m/min
mm/r
mm
1
大头孔两端倒角
铣刀
750
0.2
0.1
3
1
XXXX
机械加工工序卡片
产品型号
零件图号
产品名称
零件名称
拖拉机连杆
共
21
页
第
14
页
车间
工序号
工序名称
材料牌号
金工
精磨两端面
45#
毛坯种类
毛坯尺寸
每毛坯可制件数
每台件数
模锻件
1
1
设备名称
设备型号
设备编号
同时加工件数
平面磨床
M7130
1
夹具编号
夹具名称
切削液
Ⅰ
专用夹具
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
r/min
m/min
mm/r
mm
1
精磨大小头两端面,保证尺寸精度38mm
磁力吸盘;砂轮
100
0.413
0.006
0.1
1
XXXX
机械加工工序卡片
产品型号
零件图号
产品名称
零件名称
拖拉机连杆
共
21
页
第
15
页
车间
工序号
工序名称
材料牌号
金工
磨
45#
毛坯种类
毛坯尺寸
每毛坯可制件数
每台件数
模锻件
1
1
设备名称
设备型号
设备编号
同时加工件数
平面磨床
M7130
1
夹具编号
夹具名称
切削液
Ⅰ
专用夹具
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
r/min
m/min
mm/r
mm
1
精磨两端面
磁力吸盘;砂轮
100
0.413
0.006
0.1
1
XXXX
机械加工工序卡片
产品型号
零件图号
产品名称
零件名称
拖拉机连杆
共
21
页
第
16
页
车间
工序号
工序名称
材料牌号
金工
镗孔
45#
毛坯种类
毛坯尺寸
每毛坯可制件数
每台件数
模锻件
1
1
设备名称
设备型号
设备编号
同时加工件数
立式镗床
T2115
1
夹具编号
夹具名称
切削液
Ⅰ
专用夹具
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
r/min
m/min
mm/r
mm
1
半精镗大头孔及精镗小头孔
YT15
100
3.42
0.2
1
1
XXXX
机械加工工序卡片
产品型号
零件图号
产品名称
零件名称
拖拉机连杆
共
21
页
第
17
页
车间
工序号
工序名称
材料牌号
金工
镗孔
45#
毛坯种类
毛坯尺寸
每毛坯可制件数
每台件数
模锻件
1
1
设备名称
设备型号
设备编号
同时加工件数
立式镗床
T2115
1
夹具编号
夹具名称
切削液
Ⅰ
专用夹具
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
r/min
m/min
mm/r
mm
1
精镗大头孔至尺寸
YT15
1000
0.2
0.2
1
1
XXXX
机械加工工序卡片
产品型号
零件图号
产品名称
零件名称
拖拉机连杆
共
21
页
第
18
页
车间
工序号
工序名称
材料牌号
金工
钻小头油孔


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 格式 工艺 工序
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 #2机组现场施工用电布置措施.docx
#2机组现场施工用电布置措施.docx
-
《个人贵金属质押借款合同》兴业银行.docx
-
《科学发展观和小康社会的经济建设》复习导学案.docx
-
《我和祖父的园子》第一课时教案两篇word.docx
-
《质量》教学案例与设计.docx
-
2惠农小册子.docx
-
7A版个人与团队模拟考试题及答案.docx
-
10篇新部编四年级下册语文课内外阅读理解专项练习题及答案.docx
-
16初四物理热和能知识点总结精讲.docx
-
20XX社会语言经典语录流行风暴.docx
-
48篇教学案例分析报告题.docx
-
《电子工厂安全管理制度汇总》.docx
-
《机械制造课程设计》指导.docx
-
《钱学森》教案第二课时.docx
-
《边城》读后感5篇.docx
-
《固定式压力容器安全技术监察规程》.docx
-
《论雷峰塔的倒掉》.docx
-
《手术台就是阵地》教学设计三年级语文下册.docx
-
《夏洛的网》课外阅读教学设计.docx
-
《自己的花是让别人看的》教案.docx
-
3C检查表090429.docx
-
7客运专线CRTSⅡ型板式无砟轨道施工工法.docx
-
《笔算除法》课时教案设计.docx
-
11#楼高大模板支撑体系专项方案.docx
-
17科学分析经济形势.docx
-
《电流和电路》易错题精讲综合检测题与答案.docx
-
《会计信息系统》习题含答案.docx
-
《汽车电器设备与维修》发电机分教考分离试题及标准答案.docx
-
《四川省排污许可证管理暂行办法》.docx
-
《新编实用英语》教案第一册Unit.docx
-
0母版锅炉值班员计算题WORD版.docx
-
3年级下册英语单词记忆人教版.docx
-
婚礼灯光秀主持词.docx
-
教师资格国考中学综合素质笔试真题及答案解析.docx
-
教科版三年级下学期科学 期末测试三 D卷.docx
-
机械基础及液压传动试题及答案.docx
-
教师个人工作计划.docx
-
教学检测湖北省四地七校考试联盟秋高二期中联考.docx
-
混凝土强度回弹检测方案9.docx
-
江苏省南通市高考数学全真模拟试题二扫描版.docx
-
教师劳动合同范本.docx
-
机械原理试题库1.docx
-
计算机技术专业工程硕士研究生培养方案.docx
-
火灾消防安全考试题集及答案.docx
-
江苏省宿迁市学年高一语文下册期中考试题.docx
-
航模的基本原理和基本知识.docx
-
教师下企业实习报告.docx
-
机电一体化系统设计课后答案.docx
-
基坑围护设计计算书.docx
-
江苏省扬州市江都区中考第二次模拟考试英语试题.docx
-
集中运输巷作业规程.docx
