 DIN69302钢材质冲压件一般公差.docx
DIN69302钢材质冲压件一般公差.docx
- 文档编号:28585694
- 上传时间:2023-07-19
- 格式:DOCX
- 页数:15
- 大小:100.16KB
DIN69302钢材质冲压件一般公差.docx
《DIN69302钢材质冲压件一般公差.docx》由会员分享,可在线阅读,更多相关《DIN69302钢材质冲压件一般公差.docx(15页珍藏版)》请在冰豆网上搜索。
DIN69302钢材质冲压件一般公差
:
:
德国标准1989年4月
印刷,即使部分印刷,也只能经DIN柏林德意志标准学会的认可
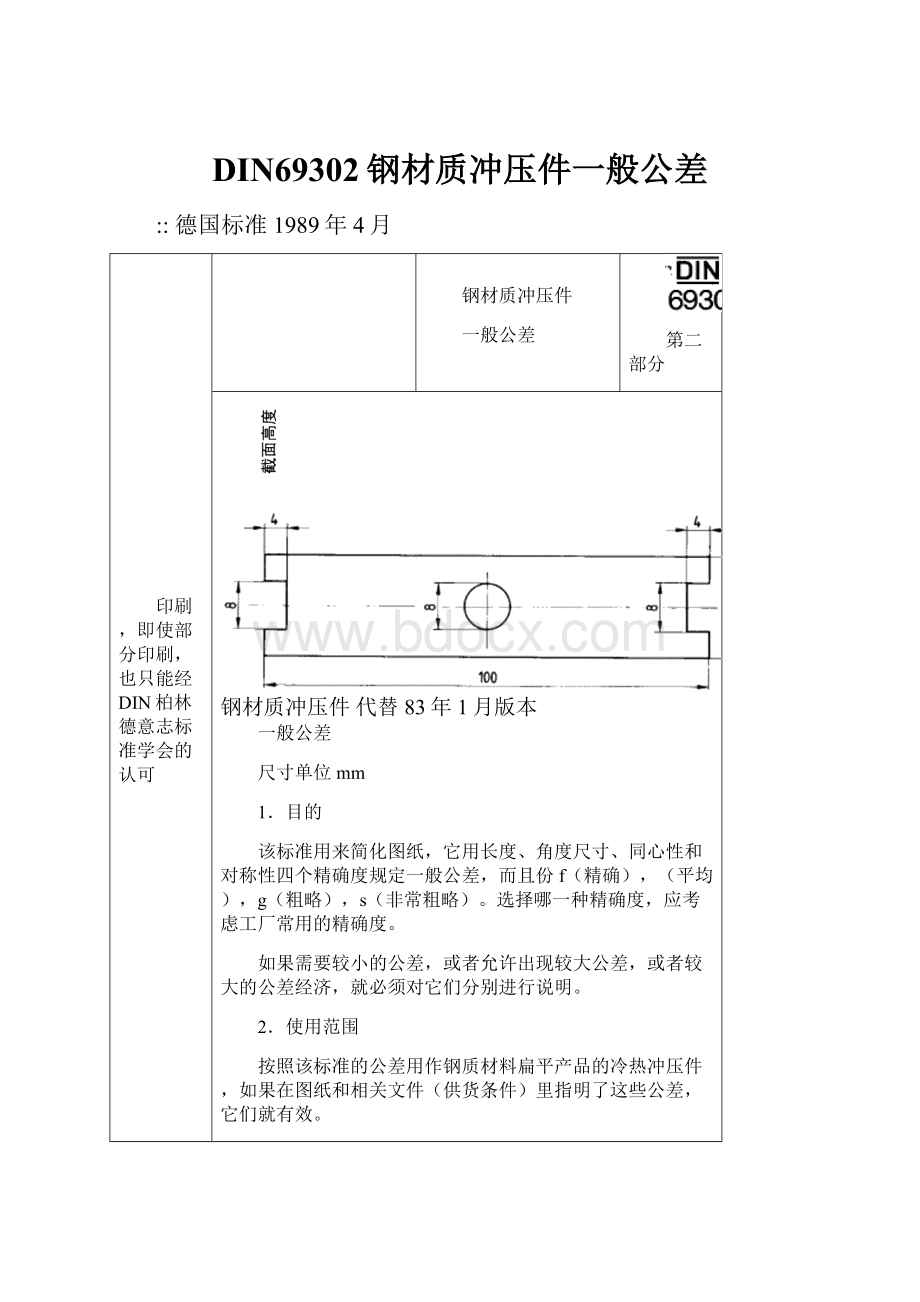
钢材质冲压件
一般公差
第二部分
钢材质冲压件代替83年1月版本
一般公差
尺寸单位mm
1.目的
该标准用来简化图纸,它用长度、角度尺寸、同心性和对称性四个精确度规定一般公差,而且份f(精确),(平均),g(粗略),s(非常粗略)。
选择哪一种精确度,应考虑工厂常用的精确度。
如果需要较小的公差,或者允许出现较大公差,或者较大的公差经济,就必须对它们分别进行说明。
2.使用范围
按照该标准的公差用作钢质材料扁平产品的冷热冲压件,如果在图纸和相关文件(供货条件)里指明了这些公差,它们就有效。
对于通过精切削制造的零件的公差,(参阅VDI3345),不属于该标准的内容。
在特例情况下,如果该标准零件是用其它扁平产品半成品或者是用其它钢质材料制造的,就必须对其进行特殊协商。
建议在应用该标准时,须遵守冲压件设计标准规则DIN6932.
3.一般公差
概述
该标准规定的一般公差在考虑到模具磨损的情况下也考虑到了冲压技术特性。
冲压件切割时,平滑区域的公差仍有效(参阅插图)
拉延区域
平滑区域
切割区域
实际尺寸:
长度或直径切割毛刺高度
图1确定实际尺寸示意图
说明:
拉延区域、切割区域和切割毛刺高度的位置和树值对冲压件功能是重要的,在这些情况下,生产厂家和订货商须达成协议并标到图纸上。
如果生产的冲压件是用步冲切割(参阅DIN8568),实际尺寸就是经波状切割面测量的尺寸(参阅图2)。
图2:
用步冲切割生产的冲压件实际尺寸的确定
一件冲压件的实际尺寸可能受使用的扁平产品厚度公差的影响,此外,还须注意,在弯曲或深拉时扁平产品的厚度可能发生变化。
第2到9页待续
德国标准协会冲压件委员会及
DIN长度轮廓标准委员会
柏林1000,Burggrafen大道6Beuth(鲍伊特)出版社有限责任公司独家销售该标准
DIN6930第二部分1989年4月,价格等级4
79年9月合同号0009
平冲压件一般公差
平冲压件只是用扁平产品通过切割(剪或切割刀具)制成,在DIN8588里对切割方法已作了说明。
平冲压件长度尺寸一般公差
表格1说明的极限公差适用于所有的长度尺寸,包括平冲压件直径,倒圆半径除外,倒圆半径在段里已作了特殊的规定。
表格1:
除倒圆半径外,平冲压件长度尺寸极限公差
额定尺寸范围
精确度
厚度范围极限公差
从到1
大于1至3
大于3至6
大于6至10
大于10
从1到6
f
±
±
±
±
±
m
±
±
±
±
±
g
±
±
±
±
±
sg
±
±
±
±
±
大于6至10
f
±
±
±
±
±
m
±
±
±
±
±
g
±
±
±
±
±
sg
±
±1
±1
±
±
大于10至25
f
±
±
±
±
±
m
±
±
±
±
±
g
±
±
±
±
±1
sg
±1
±1
±
±
±2
大于25至63
f
±
±
±
±
±
m
±
±
±
±
±
g
±
±
±
±1
±
sg
±1
±1
±
±2
±3
大于63至160
f
±
±
±
±
±
m
±
±
±
±
±
g
±
±
±1
±
±
sg
±
±
±2
±3
±3
大于160至400
f
±
±
±
±
±
m
±
±
±
±
±
g
±1
±
±
±
±2
sg
±
±2
±
±3
±3
大于400至1000
f
±
±
±
±
±
m
±
±
±1
±1
±
g
±
±
±2
±2
±3
sg
±
±
±3
±4
±4
大于1000至6300
f
±
±
±
±1
±1
m
±
±
±
±2
±2
g
±
±
±3
±4
±4
sg
±4
±4
±4
±4
±4
平冲压件倒圆半径一般公差
表格2:
倒圆半径极限公差
额定尺寸范围
精确度
厚度范围极限公差
从到1
大于1至3
大于3至6
大于6至10
大于10
从1到6
t,m,
±
±
±
-
-
g,mg,
±
±
±
-
-
大于6至10
t,m,
±
±
±
±
-
g,mg,
±
±
±
±
-
大于10至25
t,m,
±
±
±
±
±
g,mg,
±
±
±
±
±
大于25至63
t,m,
±
±
±
±
±
g,mg,
±
±
±
±
±
大于63至160
t,m,
±
±
±
±
±
g,mg,
±
±
±
±
±
大于160至400
t,m,
±
±
±
±
±
g,mg,
±
±
±
±
±
大于400
t,m,
±
±
±
±
±
g,mg,
±
±
±
±
±
平冲压件角度尺寸一般公差
平冲压件角度尺寸一般公差与长度实际尺寸无关,也就是说,在最大材料尺寸和最小材料尺寸的工件上都允许出现角度公差。
极限公差不限定形成角度的轴颈和面的形状误差。
表3:
平冲压件的角度极限公差
精确度
短轴颈额定尺寸范围角度单位极限公差
从1至6
大于6至10
大于10至25
大于25至63
大于63至160
大于160至400
大于400至1000
大于1000至2500
f
±1°
±1°
±30'
±30'
±20'
±10'
±5'
±5'
m
±1°30'
±1°30'
±50'
±50'
±25'
±15'
±10'
±10'
g,sg
±3°
±3°
±2°
±2°
±1°
±30'
±20'
±20'
平冲压件同心性和对称性一般公差
在DINISO1101标准里,已对同心性公差和对称性定义以及图纸的标注作了规定。
同心度
就同心度公差而言,采用的最大成形元件的额定尺寸是给定的,根据表格1中选择的精度和给定的扁平产品上下误差的差可求出额定尺寸。
例子:
钻孔垫片内外轮廓的中心结构
给定的额定尺寸
图3:
就同心度公差来说规定的额定尺寸
当扁平产品厚度为2mm时,精确到m时,根据表1得出同心度为。
对称性
就对称性公差而言,采用的最大成形元件的额定尺寸是给定的,根据表格1中选择的精度和给定的半成品上下误差的差可求出额定尺寸。
例子:
直角板材面两个穿孔和一个孔的对称排列(参阅插图4)
给定的额定尺寸
图4:
对称公差规定的额定尺寸
当扁平产品厚度为1mm,精度为g时,根据表格1得出如下公差:
孔的轴纵向对称公差为
孔的轴对称公差以及穿孔中间面横向对称公差
成形冲压件一般公差
通过成形生产的冲压件,在生产过程中,经历了成型过程,比如弯曲成形,深拉延等,因此原因,它们是不平的。
通过成形生产的冲压件一般也包括切削元件。
说明:
通过成形生产的冲压件可出现平截面的成形元件,其尺寸公差不受成形截面的影响。
比如在成形工件区域它宽度足够,或者是在成形以后产生的。
由于设计人员常常无法判断出,在一定的生产条件下,到底是哪种情况,所以不再分别说明,对其列入到平冲压件尺寸公差范围。
对于确定的成形件,通过成形生产的冲压件,在功能条件下,如果公差太大,对其公差就必须进行适当的说明,在一定情况下,这同样适用于弯曲和剪切成形件。
通过成形生产的冲压件长度尺寸一般公差
表4说明的极限误差适用于所有的长度误差,包括通过成形生产的冲压件,在厘特殊规定的倒圆半径除外。
在切削和成形过程中都有可能产生这些额定尺寸。
(参阅第段注释说明)
表4:
除倒园半径外,用成形生产的冲压件长度极限尺寸
额定尺寸范围
精确度
厚度范围极限公差
从到1
大于1至3
大于3至6
大于6至10
大于10
从1到6
f
±
±
±
±
±
m
±
±
±
±
±
g
±
±
±
±
±
sg
±
±
±
±
±
大于6至10
f
±
±
±
±
±
m
±
±
±
±
±
g
±
±
±
±
±
sg
±
±
±2
±3
±3
大于10至25
f
±
±
±
±
±
m
±
±
±
±
±
g
±
±
±
±
±
sg
±
±
±3
±3
±4
大于25至63
f
±
±
±
±
±
m
±
±
±
±
±
g
±
±
±
±2
±
sg
±
±
±3
±4
±6
大于63至160
f
±
±
±
±
±
m
±
±
±
±
±
g
±
±
±2
±
±
sg
±
±
±4
±6
±6
大于160至400
f
±
±
±
±
±
m
±
±
±
±
±2
g
±2
±
±
±
±4
sg
±3
±4
±5
±6
±6
大于400至1000
f
±
±
±1
±1
±
m
±
±
±2
±2
±3
g
±
±
±4
±4
±6
sg
±5
±5
±6
±8
±8
大于1000至2500
f
±
±
±
±2
±2
m
±
±3
±
±4
±4
g
±5
±5
±6
±8
±8
sg
±8
±8
±8
±8
±8
通过成形生产的冲压件倒圆半径一般公差
表5说明的极限误差适用于切割和成形生产得到圆半径。
注释:
参阅第段说明
表5:
通过成形生产的冲压件倒圆半径极限公差(弯曲,切割,深拉延)
额定尺寸范围
精确度
厚度范围极限公差
从到1
大于1至3
大于3至6
大于6至10
大于10
从1到6
f
±
±
±
-
-
m
±
±
-
-
-
g
±
-
-
-
-
sg
-
-
-
-
-
大于6至10
f
±
±
±
±1
-
m
±
±1
±
±
-
g
±
±2
±
-
-
sg
±
±2
±
-
-
大于10至25
f
±
±
±1
±
±
m
±1
±
±
±2
±
g
±2
±
±4
-
-
sg
±
±4
±4
-
-
大于25至63
f
±
±1
±
±
±2
m
±
±
±2
±
±4
g
±
±4
±6
-
±
sg
±4
±6
±6
-
±
大于63至160
f
±1
±
±
±2
±
m
±
±2
±
±4
±6
g
±4
±6
±10
±15
±25
sg
±6
±10
±10
±15
±25
大于160至400
f
±
±
±2
±
±3
m
±2
±
±4
±6
±10
g
±6
±10
±15
±25
±40
sg
±10
±15
±15
±25
±40
大于400至1000
f
±
±2
±
±3
±4
m
±
±4
±6
±10
±15
g
±10
±15
±25
±40
±60
sg
±15
±25
±25
±40
±60
通过成形生产的冲压件角度尺寸一般公差
通过成形生产的冲压件角度尺寸一般公差与长度实际尺寸无关,也就是说,在最大材料尺寸和最小材料尺寸的工件上都允许出现角度公差。
极限公差不限定形成角度的轴颈和面的形状误差。
就所有的精确度而言,在DIN6835里说明的冷弯曲角度允许的公差适用于弯曲角度。
说明:
由于标准DIN6930第二部分也适用于热成形冲压件,按照DIN8935,该标准允许的公差也对该部分也有效。
通过成形生产的冲压件同心度和对称性一般公差
就同心度和对称性公差而言,采用的最大成形元件的额定尺寸是给定的,根据表格4中选择的精度和给定的半成品上下误差的差可求出额定尺寸。
例子:
孔和弯曲得U型板材的对称排列(参阅插图5)
图5:
对称公差规定的额定尺寸
当扁平产品厚度为5mm,精度为g时,根据表格4得出如下公差:
孔的轴纵向对称公差为
孔的轴横向对称公差为
说明:
如果成形件位于不同的面上,若要求同一个同心和对称,表4不适用。
4.图纸标注
如果该标准有效,对精确度,平均值m,按下列方法标注在图纸上规定的区域。
一般公差DIN6930-m
5.现有图纸的一般公差
该标准一般公差适用于新图纸,建议分局该标准将现有图纸转换到公差说明里,如果无法进行,建议遵守1983年以前DIN6930允许的公差。
因此,过去的版本第二部分,第三部分和第四部分规定的公差有效。
6.特例
该段里做出的规定适用于所有的精确度。
带材和型材制度公差
用剪切割的带材和由带材弯曲而成的型材不允许超出表格6规定的直度公差。
表格6:
用剪切割的带材和由带材弯曲而成的型材直度公差
带材或型材长度L
直度公差n
至2000
1
大于2000至3000
大于3000至4000
4
大于4000至5000
大于5000至6000
9
图6带材直度
如果是带材,带材宽度b与扁平产品厚度s的最小比,b:
s=25:
1,
对于由带材弯曲而成的型材标6种的公差适用于各个型材纵向轴线。
带材和型材的扭转
用剪切割的带材和由带材弯曲而成的型材的扭转最高°/1000mm,(参阅图7)
带材宽度b与扁平产品厚度s的最小比,b:
s=25:
1
图7带材扭转
引用的标准和其它资料
DIN6930第一部分,钢材质冲压件,技术供货条件
DIN6932钢质冲压件设计规则
DIN6935钢材质扁平产品冷弯曲
DIN8588分割加工方法,编排,分类与定义
DINISO1101技术图纸,形位公差,形状,方向,位置和运行公差,一般定义,符号和图纸标注
VDI3345精切
以前版本
DIN6934:
;DIN6936:
;DIN6937:
;DIN6938:
;DIN6939:
:
;
DIN6940:
;DIN6941:
;DIN6942:
;DIN6943:
:
;DIN6944:
;
DIN6945:
;DIN6946:
:
DIN6947:
;DIN6948:
;DIN6949:
;
DIN6930第三部分:
,DIN6930第4部分:
;DIN6930第2部分:
更改
与1983年一月版相比作了如下更改:
a)对表格4和表格5的一些数字作了些更改
b)在编辑上对标准进行了修正
说明
为了将表格3种给定的角度值换算成长度数值,以用于测量技术之目的,在表格7中给出角度正切数值。
表格7:
角度及正切值
角度
正切值
角度
正切值
角度
正切值
5'
25'
1°30'
10'
30'
2°
15'
35'
3°
20'
1°
国际专利等级
B21D28/00
B26F1/38


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- DIN69302 钢材 冲压 一般 公差
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《爱丽丝漫游奇境记》读后感.docx
《爱丽丝漫游奇境记》读后感.docx
-
《点亮小灯泡》教案精选4篇.docx
-
《卖火柴的小女孩》读后感集锦15篇.docx
-
《数据库与SQL Server》教学实习报告.docx
-
2元店创业项目计划书.docx
-
11年管理学试题.docx
-
20XX年小学安全工作总结.docx
-
36年级日积月累.docx
-
315化学农学真题及问题详解.docx
-
AVRT的电生理机制及旁道定位.docx
-
ChIP常见问题汇总.docx
-
DIY创意活动策划书.docx
-
FANUC TD系统数控车G代码及详解.docx
-
《国家竞争优势》读后感.docx
-
《建筑结构与构造》复习题.docx
-
《穷人》阅读及答案.docx
-
《乡愁》仿写练习作文范文7篇.docx
-
《长方体的认识》教学设计.docx
-
1溴丁烷的制备.docx
-
4岁宝宝学习计划.docx
-
33汽化和液化练习题解析.docx
-
3751专变采集终端型式规范.docx
-
OK试验段施工方案.docx
-
AGV调度系统解决方案设计.docx
-
pmc跟单员岗位职责.docx
-
DCS画面英汉对照表.docx
-
The Economist 《经济学人》常用词汇总结.docx
-
EVE死亡空间复合体 新纪元版萨沙天使死亡空间.docx
-
Windows 常用命令大全.docx
-
XXXX年河南省普通高招分数段统计表文科精品.docx
-
安防监控系统施工安装规范.docx
-
安全生产会议记录表.docx
-
采购部个人年终工作总结及下一年工作计划3篇.docx
-
小学六年级奥数题集锦及答案.docx
-
出租车智能管理系统方案.docx
-
供货安装进度计划及保证措施.docx
-
初中化学推断题集锦含答案.docx
-
穿T恤听古典音乐答案汇总.docx
-
关于行政管辖权.docx
-
大客户项目销售实战技能精益营销训练课程方案.docx
-
LTE高负荷小区优化经验总结.docx
-
学校幼儿园卫生管理工作台账一.docx
-
等腰三角形三线合一典型题型.docx
-
《三国战纪风云再起》详细攻略图.docx
-
园林绿化报验申请表.docx
-
复活节儿童英文歌曲.docx
-
钢铁是怎样炼成的读后感第三章.docx
-
小班交通安全教育教案范文精选5篇.docx
-
工作分析方法观察法.docx
-
污水处理工程安装合同完整版.docx
-
小学语文阅读题的答题技巧及规范范本模板.docx
