 烟灰缸实体设计与加工.docx
烟灰缸实体设计与加工.docx
- 文档编号:28553237
- 上传时间:2023-07-18
- 格式:DOCX
- 页数:25
- 大小:621.65KB
烟灰缸实体设计与加工.docx
《烟灰缸实体设计与加工.docx》由会员分享,可在线阅读,更多相关《烟灰缸实体设计与加工.docx(25页珍藏版)》请在冰豆网上搜索。
烟灰缸实体设计与加工
第五章烟灰缸实体设计与加工
一、烟灰缸实体设计过程
1.1零件设计思路
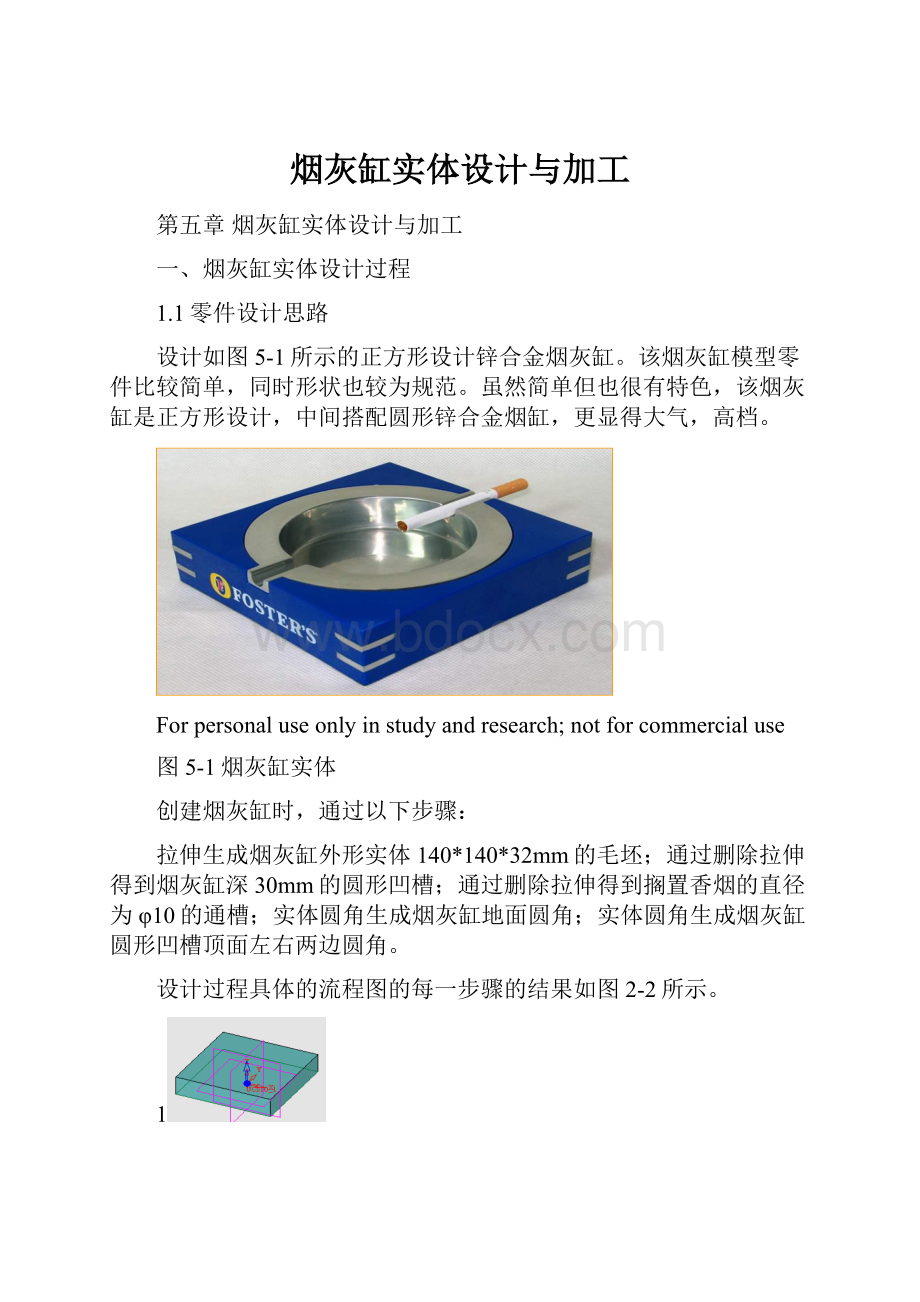
设计如图5-1所示的正方形设计锌合金烟灰缸。
该烟灰缸模型零件比较简单,同时形状也较为规范。
虽然简单但也很有特色,该烟灰缸是正方形设计,中间搭配圆形锌合金烟缸,更显得大气,高档。
Forpersonaluseonlyinstudyandresearch;notforcommercialuse
图5-1烟灰缸实体
创建烟灰缸时,通过以下步骤:
拉伸生成烟灰缸外形实体140*140*32mm的毛坯;通过删除拉伸得到烟灰缸深30mm的圆形凹槽;通过删除拉伸得到搁置香烟的直径为φ10的通槽;实体圆角生成烟灰缸地面圆角;实体圆角生成烟灰缸圆形凹槽顶面左右两边圆角。
设计过程具体的流程图的每一步骤的结果如图2-2所示。
1
2
3
4
5
6
图2-2烟灰缸设计流程
2.2拉伸生成烟灰缸外形实体
①在桌面上双击CimatronE8.0的快捷方式,打开CimatronE。
②在工具条上单击“新建文件”按纽
。
系统弹出如图2.3所示的新建文档对话框。
③在新建文档中选择“单位”为毫米,“类型”为零件,单击“确定”按纽新建一个零件文件。
图2.3“新建文档”对话框
①单击“草图”按纽
,系统直接以默认的XOY平面为绘画平面,进入草图绘制状态。
②绘制矩形。
单击草图工具栏上的“矩形”按钮
,浮动菜单上提示矩形创建方式为“自由的”,单击“自由的”改变为“尺寸”,并设置高度=140,宽度=140。
移动鼠标到坐标系原点附近,系统将自动捕捉到该原点,并预显示矩形位置。
单击鼠标左键确定创建矩形。
③退出草图状态。
单击草图工具栏上的“退出草图”按纽
,退出草图绘制状态。
单击视图工具栏上的“轴侧图”按纽
,在轴侧图中显示的草图如图2.4所示而在特征树中将显示“草图11”。
图2.4完成的矩形草图
①选择拉伸功能。
选择主菜单上“实体”→“新建”→“拉伸”,系统将弹出拉伸实体特征向导栏。
并且自动选择了刚生成的草图,绘制区上出现浮动菜单,显示参数并自动预览一个拉伸实体。
②设置拉伸参数。
在浮动菜单中确认使用“增量”方式拉伸实体,拉伸方向为“单向”,“增量=32。
③确认拉伸方向。
移动光标到图形上的箭头,箭头将变成绿色,如图2.5所示。
④确认生成实体。
在图形预览确定模型正确后,在特征向导栏中单击“确定”按纽生成实体。
生成的基本拉伸实体如图2.6所示,而在特征树中将显示“拉伸12”。
图2.5改变拉伸实体参数图2.6拉伸基本主体
①单击基本主体的上端面,单击右键点草绘再点“旋转到平面”
进行草绘状态。
草绘状态的图为如下图2.7。
②点“圆”
绘制半径为50的圆。
如下图2.8所示。
③退出草图状态。
单击草图工具栏上的“退出草图”按纽
,退出草图绘制状态。
图2.7进入草绘状态图2.8草绘圆
选择主菜单上的“实体”→“删除”→“拉伸”,系统弹出删除拉伸的特征向导栏。
在图形上选择刚生成的草图,确认方向箭头朝下,在浮动菜单中确认使用“增量”方式拉伸实体,拉伸方向为“单向”,拉伸距离为“增量=30”,则在图形上预显示删除拉伸实体。
在图形预览确定模型正确后,在特征向导栏中单击“确认”按纽进行删除拉伸操作。
生成的删除拉伸后实体如图2.9所示。
图2.9删除拉伸后实体
2.3绘制香烟通槽
①单击基本主体的四个侧面中的其中一个,单击右键点草绘再点“旋转到平面”
进行草绘状态。
草绘状态的图为如下图2.10。
②根据香烟直径判断确定绘制的半径,单击“增加几何”
添置在要画圆的那条线上,单击“圆”
绘制半径为5的半圆。
再单击“剪切”
命令将圆的上半个去掉,再单击“直线”
命令将下半圆补满。
如下图2.11所示。
③退出草图状态。
单击草图工具栏上的“退出草图”按纽
,退出草图绘制状态。
图2.10进入草绘状态图2.11直径为Φ10通槽的草图
选择主菜单上的“实体”→“删除”→“拉伸”,系统弹出删除拉伸的特征向导栏。
在图形上选择刚生成的草图,确认方向箭头朝下,在浮动菜单中确认使用“增量”方式拉伸实体,拉伸方向为“单向”,拉伸距离为“增量=150”,(要是通槽,只要大于实体长度140即可)则在图形上预显示删除拉伸实体。
如图2.12所示。
在图形预览确定模型正确后,在特征向导栏中单击“确认”按纽进行删除拉伸操作。
生成的删除拉伸后实体如图2.13所示。
图2.12显示拉伸图图2.14拉伸后实体
2.4实体圆角生成烟灰缸圆角
选择主菜单上的“实体”→“圆角”,系统弹出圆角.曲面特征向导栏。
倒圆角操作首先选择要进行倒圆角的实体底面圆形边界,使用“光滑串打开”方式,在图形上选择基本拉伸体的下底面的边界。
单击鼠标中键完成底面边界边界选择。
在浮动菜单中输入“半径值=5,使用统一的半径。
在特征向导栏中单击“确定”按纽生成实体圆角,结果如图2.10所示。
图2.10完成实体圆角
2.5保存文件
完成实体模型各个特征的建立后,选择主菜单的“文件”→“保存”,系统弹出CimatronE浏览器,选择需要保护的文件夹,并输入文件名“烟灰缸零件”单
击“保存”按纽保存文件。
3烟灰缸模型的3轴加工
3.1加工工艺分析
对烟灰缸模型加工,根据加工方式可以选择粗粗加工体积铣—环切-3D,而精加工的方式选择曲面铣—根据角度铣,水平面精加工是曲面铣—精铣水平区域。
进行加工时,相关参数的选择,直接关系到了产品加工的精度。
主要参数有主轴转数、进给速率、刀具切入时的S进给速率、步距宽度和切削深度等。
主轴转速一般根据切削速度来计算,其计算公式为:
n=1000Vc/πd,式中d为刀具直径(mm),Vc为切削速度(m/min),切削速度的选择与刀具的耐用度密切相关。
进给速度的选择直接影响着模具零件的加工精度和表面粗糙度,其计算公式为F=nzf,式中n为主轴转速(r/min),z为铣刀齿数,f为每齿进给量(mm/齿)。
在粗加工的时候需要留有0.2-0.5mm的精加工余量,通常采用比较节省时间的方式;精加工则将粗加工的余量全部加工,选择的加工方式则在达到要求的前提下采用时间较少的方式。
该烟灰缸模型我选用锌合金来加工制造。
数控铣床加工工艺是以普通铣床的加工工艺为基础,结合数控铣床的特点,综合运用多方面的知识解决数控铣床加工过程中面临的工艺问题,其内容包括金屑切削原理与刀具、加工工艺、典型零件加工。
锌合金的材质比较理想。
锌合金是混合物,所以锌合金的密度要看二者比例,比例不同,锌合金的密度就不一样,通常计算锌合金的密度的方法是分别用密度乘以体积算出质量,相加后除以总体积得到密度,也可以具体测量质量和体积,然后相比得出锌合金的密度。
锌合金密度比较高,一般在6.65-6.75流动性比较强,所压铸出来的产品比较细腻,抛光处理后比较理想.但是锌合金的价格比普通不锈钢要高。
目前许多手机外壳就是用锌合金制成,总体来说比较理想。
如果用铝合金来制的话,铝合金压铸温度需要较高,密度较细.抛光产品显得比较粗糙。
加工方式
选择刀具
切削余量
主轴转数
进给速度
体积铣—环切-3D
D10
0.5
1000
800
曲面铣—根据角度铣
B6
0.1
3000
1800
曲面铣—根据角度铣
B8R2
0
3000
1800
3.2初始设置
打开CimatronE8.0后,在主菜单上选择“文件”→“打开文档”,在CimatronE管理器中选择零件
3.2.2进入CAM编程模块
①输出到CAM在主菜单上选择“文件”→“输出”→“到加工”,如图3.1所示。
将当前文件作为加工模型输出到CAM方式。
②确认模型放置位置。
进入加工模块后,模型的放置位置和旋转角度按默认方式,即直接放置到当前坐标的原点,同时旋转180度。
在特征向导栏中单击“确定”按钮,再单击“基准”→“坐标系”→“与平面垂直”,选择上表面作为垂直面,按鼠标中键确定,观看箭头指向,在特征向导栏中单击“确定”按钮,如图3.2所示。
图3.1输出到加工菜单图3.2进入CAM工作界面
单击在屏幕左侧的编程向导条中的“刀具”按钮
,进入新建刀具功能,屏幕上会弹出“刀具和卡头”对话框,在对话框的中部单击“新建刀具”按钮
,如图3.3所示设置刀具参数进行刀具的新建。
输入刀具名称:
D10。
刀具几何类型:
平刀。
直径:
10。
其余参数按默认值。
单击“应用”按钮完成一个刀具的新建,在刀具列表框中将新增刀具名称为D10的刀具,并作为当前已选择的刀具。
单击“确定”按钮完成刀具的创建,关闭“刀具和卡头”对话框,返回到主工作界面。
单击在屏幕左侧的编程向导条中的“新建刀路轨迹”按钮
,进入新建刀路轨迹功能,屏幕上会弹出“创建刀路轨迹”对话框。
在窗口内定义新建的刀路轨迹的名称与坐标系及安全平面参数。
刀具路径名称:
TP_MODEL。
刀具路径型式:
3轴。
UCS:
MODEL。
起点X:
0。
起点Y:
0。
备注:
无文本。
Z(安全平面):
50
屏幕上显示紫色透明的平面表示安全平面位置,如图3.4所示。
图3.3创建刀具图3.4安全平面显示
完成各项数值的输入后,单击“确定”按钮完成刀具轨迹的创建。
在NC程序管理器,新建了一个刀路轨迹TP_MODEL(3X),如图4.5所示。
图3.5程序管理器
粗加工将使用粗加工环行铣,粗加工环行铣必需使用毛坯,单击在屏幕左侧的编程向导条中的“创建毛坯”按钮
,进入创建毛坯功能,屏幕上会弹出“初始毛坯”对话框,选择“毛坯类型”为限制盒,如图3.6所示,在对话框内设置毛坯参数。
整体偏移:
0。
单击“初始毛坯”对话框上的“确定”按钮进行毛坯的计算并关闭对话框。
在“程序管理器”中将显示用限制盒的毛坯-自动-1。
通过双击毛坯工序可以显示毛坯。
图3.6创建毛
3.3应用体积铣—环切进行粗加工
3.3.1开始创建程序
单击在屏幕左侧的向导工具条中的“创建程序”按钮
,开始创建程序,此时屏幕上的向导栏改变成程序向导栏。
3.3.2选择工艺
开始创建程序时系统弹出“工艺”对话框,如图3.7所示,主选项选择“体积铣”,子选项选择“粗加工环行铣”。
3.3.3选择刀具
系统弹出“刀具和卡头”对话框,在“刀具”列表框中选择名称为D10的刀具作为当前刀具,在下方将显示当前刀具为D10,刀具类型为平刀,刀具直径为10。
同时在图形区的坐标原点位置将显示刀具。
单击“确定”按钮完成刀具的选择
3.3.4选择加工对象
刀具确定后,会切换加工对象功能选择窗口,如图3.8所示。
单击“零件”按钮打开下拉菜单,单击“零件曲面”进入零件曲面的选取,单击鼠标右键,选择所有显示对象,单击鼠标中键完成零件曲面的选取。
图3.7选择工艺图3.8加工对象
3.3.5设置刀路参数
系统将切换到“刀路参数”对话框,在刀路参数表中从上到下进行参数的设置。
①设置安全平面参数。
单击“安全平面”前的“+”号,展开该参数组,如图3.9所示设置或者确认安全平面相关参数。
使用安全高度:
打开。
安全平面:
50。
内部安全高度:
绝对值Z。
绝对值Z:
50。
坐标系名称:
UCS11.1。
②设置进刀和退刀点参数。
单击“进刀和退刀”参数组前的“+”号。
展开该参数组,确认或者设置进刀和退刀点参数。
③设置精度和曲面偏移参数。
单击“精度和曲面偏移”参数组前的“+”号,展开该参数组,如图3.10所示确认或者设置参数。
零件加工余量:
0.5。
逼近方式:
根据角度。
零件曲面精度:
0.3。
图3.9安全平面参数图3.10精度和曲面偏移参数
④设置刀路轨迹参数。
单击“刀路轨迹”前的“+”号,展开该参数组,如图3.11所示设置刀路轨迹相关参数。
铣削方向:
混合铣。
切削深度:
2。
拐角洗削:
外部圆角。
洗削方向:
由内向外。
侧向步长:
6。
开放零件:
缺省参数。
其余皆由默认值。
⑤设置机床参数
确认刀路参数的各项设置后单击“机床参数”前的“+”号,展开该参数组。
如图3.12所示设置机床的主轴转速、进给率等机床参数。
主轴转速:
1000。
进给(毫米/分钟):
800。
空切:
快速。
侧向进给速率(%):
100。
冷却:
冷却关闭。
图3.11刀路轨迹参数
切入进给速率(%):
30。
向下进给速率(%):
50。
主轴旋转方向:
顺时针。
图3.12机床参数
⑥保存并计算
完成参数表中所有参数设置后,单击参数表上方的“保存并计算”按钮
,立即运算当前加工程序。
计算完成后,在“程序管理器”中将显示刚生成的加工程序:
体积铣-粗加工环切—3D,如图3.13所示。
在绘图区显示生成的刀具轨迹,如图3.14所示。
图3.13程序管理器图3.14粗加工环切刀具路径
3.4应用曲面铣—根据层进行侧面精加工
¢10mm的刀具粗加工平面后,为了加工曲面,还需要用Φ6的球刀进行曲面加工。
在程序管理器中选择加工程序:
曲面铣—根据角度铣,再单击其后面的小灯泡隐藏该程序,使该加工程序的轨迹在图形内不再显示,以免干扰后面程序编制。
加工曲面的程序编制过程如下:
3.4.1开始创建程序
单击在屏幕左侧的变成向导条中的“创建程序”按钮
,开始创建程序,此时屏幕上的向导条改变成程序向导条。
3.4.2选择工艺
开始创建程序时系统弹出“工艺”对话框,如图3.15所示,主选项选择“曲面铣”,子选项选择“传统加工程序”→“根据层”。
图3.15“工艺”对话框
3.4.3选择刀具
系统弹出“刀具和卡头”对话框,在刀具列表框中选择名称为B6的刀具作为当前刀具,在下方将显示当前刀具为B6,刀具类型为球刀,刀具直径为6。
同时在图形区的坐标原点位置将显示刀具。
单击“确定”按钮完成刀具的选择。
3.4.4选择加工对象
刀具确定后,会切换到加工对象功能下,系统默认选择了前一加工程序的加工对象,边界数量为1,零件曲面数量为14。
确认本程序与前一程序同样使用全部曲面为加工对象,单击“确定”按钮完成加工对象的选择。
3.4.5设置刀路参数
系统将切换到“刀路参数”对话框,在刀路参数表中从上到下进行参数值的设置。
单击安全平面参数组前的“+”号,展开该参数组,确认或者设置安全平面参数。
安全平面:
50。
内部安全高度:
绝对。
绝对Z值:
20。
坐标系名称:
UCS12。
单击进刀和退刀点参数组前的“+”号,展开该参数组,确认或者设置进刀和退刀点参数。
进刀/退刀—轮廓外:
勾上。
单击边界便移参数组前的“+”号,展开该参数组,确认边界便移参数。
刀具定位(公共的):
在轮廓上面。
边界设置:
0。
单击精度和曲面偏移参数组前的“+”号,展开该参数组,确认或者设置进刀和退刀点参数。
零件加工余量:
0.1。
曲面精度:
0.1。
单击刀路轨迹前的“+”号,展开该参数组,设置刀路轨迹相关参数。
垂直区域:
勾上。
垂直加工策略:
层切。
垂直区域切削方向:
混合铣。
垂直步进:
0.3。
加工由:
区域。
限制角度:
33。
3.4.6设置机床参数
确认刀路参数的各项设置后单击机床参数前的“+”号,展开该参数组,如图3.16所示设置机床的主轴转速、进给率等机床参数。
VC(米/分钟):
3.1416(该值为设置主轴转速后系统自动计算所得)。
主轴转速:
3000。
进给(毫米/分钟):
1800。
最小拐角进给速度(%):
100。
进刀速率(%):
100。
空切:
快速。
冷却:
冷却液关闭。
3.4.7保存并计算
完成参数表中所有参数设置后,单击参数表上的“保存并计算“按钮
,立即运算当前加工程序。
计算完成后,在“程序管理器”中将显示刚生成的加工程序:
曲面铣.根据角度铣。
在绘图区显示生成的刀具轨迹,如图3.17所示。
图3.16机床参数图3.17曲面加工刀具路径
3.5应用曲面铣—精铣水平区域进行分型面精加工
经过¢6mm的刀具加工曲面后,在水平底面上还留有0.05mm的加工余量,接下来将进行底平面的精加工。
首先在程序管理器中选择加工程序:
曲面铣.根据角度铣。
再单击其后面的小灯泡隐藏该程序,使该加工程序的轨迹在图形不再显示,以免干扰后面程序编制。
水平面精加工的程序编制过程如下:
3.5.1开始创建程序
单击在屏幕左侧的变成向导条中的“创建程序”按钮
,开始创建程序,此时屏幕上的向导条改变成程序向导条。
3.5.2选择工艺
开始创建程序时系统弹出“工艺”对话框,如图3.18所示,主选项选择“曲面铣”,子选项选择“根据角度铣”。
图3.18选择工艺
3.5.3选择刀具
系统弹出“刀具和卡头”对话框,在刀具列表框中选择名称为B8R2的刀具作为当前刀具,在下方将显示当前刀具为B8R2,刀具类型为牛鼻刀,刀具直径为8,倒圆半径为2。
同时在图形区的坐标原点位置将显示刀具。
单击“确定”按钮完成刀具的选择。
3.5.4选择加工对象
刀具确定后,会切换到加工对象功能下,系统默认选择了前一加工程序的加工对象,边界(可选)为1,零件曲面数量为14。
确认本程序与前一程序同样使用全部曲面为加工对象,单击“确定”按钮完成加工对象的选择。
3.5.5设置刀路参数
系统将切换到“刀路参数”对话框,在刀路参数表中从上到下进行参数值的设置。
单击安全平面前的“+”号,展开该参数组,确认或者设置安全平面相关参数。
使用安全高度:
勾上。
安全平面:
50。
内部安全高度:
绝对。
绝对Z值:
20。
坐标系名称:
UCS12。
单击进刀和退刀点参数组前的“+”号,展开该参数组,确认或者设置进刀和退刀点参数。
进刀/退刀—轮廓外:
勾上。
单击边界设置参数组前的“+”号,展开该参数组,确认边界设置参数。
刀具位置:
在轮廓上面。
边界偏移:
0
单击精度和曲面偏移参数组前的“+”号,展开该参数组,确认或者设置参数。
零件加工余量:
0。
曲面精度:
0.01。
单击刀路轨迹前的“+”号,展开该参数组,设置刀路轨迹相关参数。
水平区域:
勾上。
水平加工方法:
环切。
水平区域切削方向:
顺铣。
水平区域刀具方向:
由外向内。
水平步距:
2。
限制角度:
25。
3.5.6设置机床参数
确认刀路参数的各项设置后单击机床参数前的“+”号,展开该参数组,设置主轴转速、进给率等机床参数。
VC(米/分钟):
3.1416(该值为设置主轴转速后系统自动计算所得)。
主轴转速:
3000。
进给(毫米/分钟):
1800。
进刀速率(%):
100。
空切:
快速。
冷却:
冷却液关闭。
3.5.7保存并计算
完成参数表中所有参数设置后,单击参数表上的“保存并计算“按钮
,立即运算当前加工程序。
计算完成后,在“程序管理器”中将显示刚生成的加工程序:
曲面铣-根据角度铣,如图3.19。
绘图区显示生成的刀具轨迹,如图3.20。
图3.19程序管理器图3.20水平区域精加工刀具路径
4后置处理
4.1烟灰缸模型的后置处理
单击在屏幕左侧的编程向导条中的“后置处理”按钮
,屏幕上会弹出“后置处理”对话框,如图4.1在后置选择参数表中从上到下进行参数值的设置。
目标文件夹:
F:
\零件。
重命名文件类型:
仅G.代码文件。
文件名:
NewPostFile。
文件扩展名:
txt。
完成后显示输出文件:
打开。
图4.1后置处理参数
4.2后置处理后产生的NC程序
输出程序为:
O0100
T01
G90G80G00G17G40G54
G43H01Z82.S796M03
G00X-3.842Y0.348Z50.M09
Z1.1
G01Z0.1F72
X-3.793Y0.048Z-0.011
X-3.202Y-1.184Z-0.508
X-2.288Y-2.2Z-1.005
X-1.125Y-2.917Z-1.503
……
……
……
X27.625Y28.835
X23.375Y32.305
G03X6.375Y39.327I-23.096J-31.824
X-39.49Y5.887I-6.503J-39.254
G01X-37.512Y5.595
G00Z50.
M30
T02
G90G80G00G17G40
G43H02Z82.S3981M03
G00X-2.946Y-49.07Z50.M09
Z2.274
G01Z1.274F1194
Z0.274
Z-0.5
X-3.289Y-49.421
X-3.569Y-49.824
X-3.78Y-50.266
……
……
……
X-22.155Y-40.119
X-21.667Y-40.171
X-21.178Y-40.144
X-20.699Y-40.037
X-20.244Y-39.853
X-19.826Y-39.598
X-19.454Y-39.278
G00Z50.
M30
T03
G90G80G00G17G40
G43H03Z82.S1194M03
G00X-25.413Y-34.927Z50.M09
Z-25.05
G01Z-26.05F358
Z-27.05
X-25.732Y-34.952Z-27.62
X-26.113Y-34.901Z-28.149
……
……
……
X-46.863Z0.827
X-46.379Z1.266
X-45.972Z1.778
X-45.655Z2.349
X-45.434Z2.965
G00Z50.
M30
仅供个人用于学习、研究;不得用于商业用途。
Forpersonaluseonlyinstudyandresearch;notforcommercialuse.
NurfürdenpersönlichenfürStudien,Forschung,zukommerziellenZweckenverwendetwerden.
Pourl'étudeetlarechercheuniquementàdesfinspersonnelles;pasàdesfinscommerciales.
толькодлялюдей,которыеиспользуютсядляобучения,исследованийинедолжныиспользоватьсявкоммерческихцелях.
以下无正文


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 烟灰缸 实体 设计 加工
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 #2机组现场施工用电布置措施.docx
#2机组现场施工用电布置措施.docx
-
《个人贵金属质押借款合同》兴业银行.docx
-
《科学发展观和小康社会的经济建设》复习导学案.docx
-
《我和祖父的园子》第一课时教案两篇word.docx
-
《质量》教学案例与设计.docx
-
2惠农小册子.docx
-
7A版个人与团队模拟考试题及答案.docx
-
10篇新部编四年级下册语文课内外阅读理解专项练习题及答案.docx
-
16初四物理热和能知识点总结精讲.docx
-
20XX社会语言经典语录流行风暴.docx
-
48篇教学案例分析报告题.docx
-
《电子工厂安全管理制度汇总》.docx
-
《机械制造课程设计》指导.docx
-
《钱学森》教案第二课时.docx
-
《边城》读后感5篇.docx
-
《固定式压力容器安全技术监察规程》.docx
-
《论雷峰塔的倒掉》.docx
-
《手术台就是阵地》教学设计三年级语文下册.docx
-
《夏洛的网》课外阅读教学设计.docx
-
《自己的花是让别人看的》教案.docx
-
3C检查表090429.docx
-
7客运专线CRTSⅡ型板式无砟轨道施工工法.docx
-
《笔算除法》课时教案设计.docx
-
11#楼高大模板支撑体系专项方案.docx
-
17科学分析经济形势.docx
-
《电流和电路》易错题精讲综合检测题与答案.docx
-
《会计信息系统》习题含答案.docx
-
《汽车电器设备与维修》发电机分教考分离试题及标准答案.docx
-
《四川省排污许可证管理暂行办法》.docx
-
《新编实用英语》教案第一册Unit.docx
-
0母版锅炉值班员计算题WORD版.docx
-
3年级下册英语单词记忆人教版.docx
-
湖南省怀化市中考生物真题解析版.docx
-
人教版八年级语文下册古诗文原文及翻译.docx
-
人教版初中英语教案最新范文.docx
-
沪教版三年级语文下册阅读练习卷.docx
-
保险学授课教案第四章财产保险.docx
-
报社社会实践报告3篇.docx
-
华为5G考试题库517道.docx
-
四川省成都市新都一中学年高一上学期期中试题语文.docx
-
晋城市重点产业发展概况.docx
-
四川省资阳市学年高一下学期期末质量检测英语试题 Word版含答案.docx
-
拓展训练经典项目大全.docx
-
四年级班主任期末工作总结.docx
-
典型案例 1.docx
-
四年级上册信息技术教案福建省.docx
-
空心薄壁高墩翻模施工方案.docx
-
大学生会计职业规划范文集锦七篇.docx
-
苏教版劳动与技术三年级上册教案.docx
-
外研版英语七年级上册Module 6 A trip to the zoo 综合与测试C卷.docx
-
精选3份合集济南市英语八年级上期末考试模拟试题.docx
