 不同类型焊接接头超声检测的具体要求.docx
不同类型焊接接头超声检测的具体要求.docx
- 文档编号:28523937
- 上传时间:2023-07-18
- 格式:DOCX
- 页数:18
- 大小:904.54KB
不同类型焊接接头超声检测的具体要求.docx
《不同类型焊接接头超声检测的具体要求.docx》由会员分享,可在线阅读,更多相关《不同类型焊接接头超声检测的具体要求.docx(18页珍藏版)》请在冰豆网上搜索。
不同类型焊接接头超声检测的具体要求
不同类型焊接接头超声检测的具体要求
N.1平板对接焊接接头
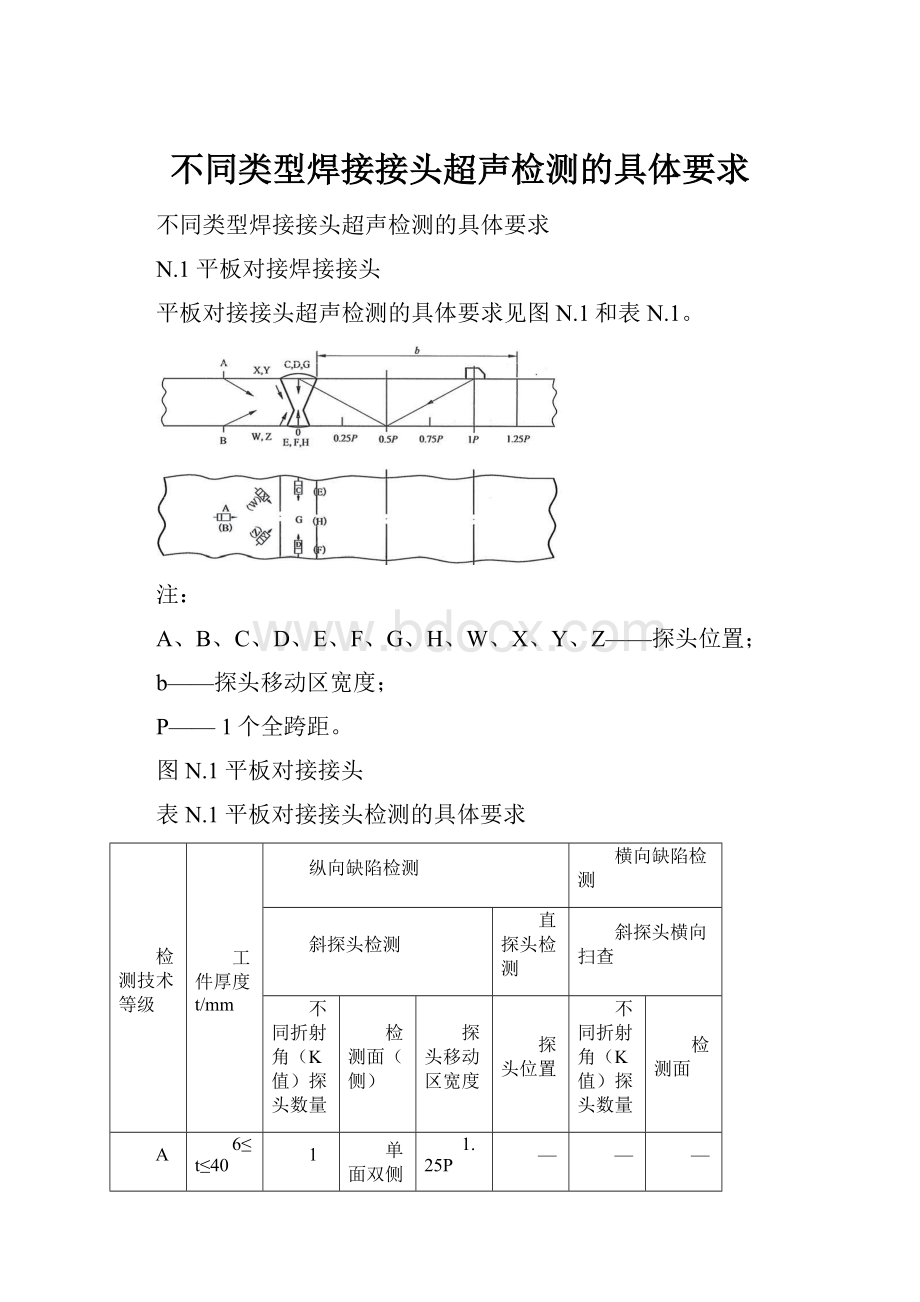
平板对接接头超声检测的具体要求见图N.1和表N.1。
注:
A、B、C、D、E、F、G、H、W、X、Y、Z——探头位置;
b——探头移动区宽度;
P——1个全跨距。
图N.1平板对接接头
表N.1平板对接接头检测的具体要求
检测技术等级
工件厚度t/mm
纵向缺陷检测
横向缺陷检测
斜探头检测
直探头检测
斜探头横向扫查
不同折射角(K值)探头数量
检测面(侧)
探头移动区宽度
探头位置
不同折射角(K值)探头数量
检测面
A
6≤t≤40
1
单面双侧或单面单侧或双面单侧
1.25P
—
—
—
B
6≤t≤40
2
单面双侧
1.25P
—
1
单面
40<t≤100
1或
双面双侧
1.25P
—
1
单面
2
单面双侧或双面单侧
100<t≤200
2
双面双侧
0.75P
—
2
单面
C
6≤t≤15
1或
单面双侧
1.25P
—
1
单面
2
单面双侧或双面单侧
15<t≤40
2
双面双侧
1.25P
—
2
单面
40<t≤100
2
双面双侧
1.25P
单面(G或H)
2
单面
100<t≤500
2
双面双侧
0.75P
单面(G或H)
2
单面
N.2T型焊接接头
T型焊接接头超声检测的具体要求见图N.2和表N.2。
说明:
A、B、C、D、E、F、G、W、X、Y、Z——探头位置;
a、b、c、d、e、f、g——探头移动区宽度;
t——工件厚度;
1——腹板;
2——翼板。
图N.2T型焊接接头
表N.2T型焊接接头超声检测的具体要求
检测技术等级
工件厚度t/mm
纵向缺陷检测
横向缺陷检测
斜探头检测
直探头检测
斜探头横向扫查
不同折射角(K值)探头数量
检测面(侧)
探头移动区宽度
探头
位置
探头移动区宽度
不同折射角(K值)探头数量
检测面
探头移动区宽度
A
6≤t≤15
1
(A或B)或
1.25P
—
—
—
—
—
(D和E)
d+e
15<t≤40
1
A或B
1.25P
C
c
—
—
—
(D和E)
d+e
B
6≤t≤15
1
(A或B)或
1.25P
C
c
1
F和G
c
(D和E)
d+e
15<t≤40
1
(A和B)和
1.25P
C
c
1
F和G
c
(D和E)
d+e
40<t≤200
2
(A和B)和
0.75P
C
c
1
F和G
c
1
(D和E)
d+e
C
6≤t≤15
1
A和B
1.25P
C
c
2
F和G
c
15<t≤100
2
(A和B)和
1.25P
C
c
2
(F和G)
和(X和Y)
和(W和Z)
c+f+g
1
(D和E)
d+e
t>100
3
(A和B)和
0.75P
C
c
2
(F和G)
和(X和Y)
和(W和Z)
c+f+g
1
(D和E)
d+e
N.3插入式接管角接接头
插入式接管角接接头超声检测的具体要求见图N.3和表N.3。
说明:
A、B、C、D、E、F、U、V、W、X、Y、Z——探头位置;
a、b、c、d、e——探头移动区宽度;
t——工件厚度;
1——筒体或封头;
2——接管。
图N.3插入式接管角接接头
表N.3插入式接管角接接头超声检测的具体要求
检测技术等级
工件厚度t/mm
纵向缺陷检测
横向缺陷检测
斜探头检测
直探头检测
斜探头横向扫查
不同折射角(K值)探头数量
检测面(侧)
探头移动区宽度
探头位置
探头移动区宽度
不同折射角(K值)探头数量
检测面
A
6≤t≤15
1
A或B
1.25P
C
c
—
—
15<t≤40
1
(A或B)和
(F或D或E)
1.25P
d或e
C
c
B
6≤t≤15
1
(A或B)或(D和E)
1.25P
d
C
c
1
(X和Y)或(W和Z)
15<t≤40
1
(A或B)和
(D和E)
1.25P
d+e
C
c
1
(X和Y)或(W和Z)
40<t≤100
2
(A和B)和
1.25P
C
c
2
(X和Y)和(W和Z)
1
(D和E)
d+e
100<t≤200
2
(A和B)和
0.75P
C
c
2
(X和Y)和(W和Z)
1
(D和E)
d+e
C
6≤t≤15
1
(A或B)和
(D和E)
1.25P
d+e
C
c
1
(X和Y)和(W和Z)
15<t≤40
2
(A或B)和
(D和E)
1.25P
d+e
C
c
2
(X和Y)和(W和Z)
40<t≤100
2
(A和B)和
(D和E)
1.25P
d+e
C
c
2
(X和Y)和(W和Z)
t>100
2
(A和B)和
(D和E)
0.75P
d+e
C
c
2
(X和Y)和(W和Z)
注1:
本表适用于接管公称直径大于等于250mm且接管内径大于等于200mm的角接接头检测。
注2:
本表适用于筒体(或封头)检测面曲率半径大于等250mm且内外径比大于等于70%。
N.4L型焊接接头
L型焊接接头超声检测的具体要求见图N.4和表N.4。
说明:
A、B、C、D、E、F、G、H、X、Y——探头位置;
a、b、c——探头移动区宽度;
t——工件厚度;
1——接管或腹板;
2——壳体或封头或翼板。
图N.4L型焊接接头
表N.4L型焊接接头超声检测的具体要求
检测技术等级
工件厚度t/mm
纵向缺陷检测
横向缺陷检测
斜探头检测
直探头检测
斜探头横向扫查
不同折射角(K值)探头数量
检测面(侧)
探头移动区宽度
探头位置
探头移动区宽度
不同折射角(K值)探头数量
检测面
A
6≤t≤15
1
A或B或H
1.25P
C
c
—
—
15<t≤40
1
A或B或H
1.25P
C
c
—
—
B
6≤t≤15
1
A或B或H
1.25P
C
c
1
(D和E)或
(F和G)或(X和Y)
15<t≤40
2
(A或B)和H
1.25P
C
c
2
(D和E)或
(F和G)或(X和Y)
40<t≤100
2
(H或A)和B
1.25P
C
c
2
D和E
100<t≤200
2
(H或A)和B
1.25P
C
c
2
D和E
C
6≤t≤15
1
(H或A)和B
1.25P
C
c
1
D和E
15<t≤40
2
(H或A)和B
1.25P
C
c
1
D和E
40<t≤100
3
(H或A)和B
1.25P
C
c
2
D和E
t>100
3
(H或A)和B
0.75P
C
c
2
D和E
N.5安放式接管与筒体(或封头)角接接头
安放式接管与筒体(或封头)角接接头超声检测的具体要求见图N.5和表N.5。
说明:
A、B、C、D、X、Y——探头位置;
a、b、c、d、x——探头移动区宽度;
t——工件厚度;
1——接管;
2——筒体或封头。
图N.5安放式接管与筒体(或封头)角接接头
表N.5安放式接管与筒体(或封头)角接头超声检测的具体要求
检测技术等级
工件厚度t/mm
纵向缺陷检测
横向缺陷检测
斜探头检测
直探头检测
斜探头横向扫查
不同折射角(K值)探头数量
检测面(侧)
探头移动区宽度
探头位置
探头移动区宽度
不同折射角(K值)探头数量
检测面
A
6≤t≤15
1
A或B
1.25P
0.5P
—
—
—
—
15<t≤40
1
A或B
1.25P
0.5P
C
c
B
6≤t≤15
2
A或B
1.25P
0.5P
—
—
1
X和Y
15<t≤40
2
A或B
1.25P
0.5P
C
c
1
X和Y
40<t≤100
2
A和
(B或D)
1.25P
0.5P
C
c
2
X和Y
100<t≤200
2
A和
(B或D)
0.75P
0.5P
C
c
2
X和Y
C
6≤t≤15
3
A或B
1.25P
0.5P
C
c
1
X和Y
15<t≤40
3
A和
(B或D)
1.25P
0.5P
C
c
1
X和Y
40<t≤100
3
A和
(B和D)
1.25P
0.5P
C
c
2
X和Y
t>100
3
A和
B和D
1.25P
0.5P
C
c
2
X和Y
注1:
本表适用于接管公称直径大于等于250mm的角接接头检测。
注2:
本表适用于筒体(或封头)检测面曲率半径大于等250mm。
N.6十字焊接接头
十字焊接接头超声检测的具体要求见图N.6和表N.6。
说明:
A、B、C、D、E、F、G、H、W、W1、W2、X、X1、X2、Y、Y1、Y2——探头位置;
a、b、c、d、e、f、g、h——探头移动区宽度;
t——工件厚度;
1、2、3——部件。
图N.6十字焊接接头
表N.6十字焊接接头超声检测的具体要求
检测技术等级
工件厚度t/mm
纵向缺陷检测
横向缺陷检测
斜探头检测
斜探头横向扫查
不同折射角(K值)探头数量
检测面(侧)
探头移动
区宽度
不同折射角(K值)探头数量
检测面
A
6≤t≤15
1
(A和C)或(B和D)
1.25P
—
—
15<t≤40
1
A和B和C和D
0.75P
—
—
B
6≤t≤15
1
A和B和C和D
1.25P
1
(X1和Y1和W1和Z1)
和(X2和Y2和W2和Z2)
15<t≤40
2
A和B和C和D
0.75P
1
(X1和Y1和W1和Z1)
和(X2和Y2和W2和Z2)
40<t≤200
2
1
(A和B和C和D)
和(E和F和G和H)
0.75P
e+f+g+h
2
(X1和Y1和W1和Z1)
和(X2和Y2和W2和Z2)
C
6≤t≤15
1
A和B和C和D
1.25P
1
(X1和Y1和W1和Z1)
和(X2和Y2和W2和Z2)
15<t≤40
2
A和B和C和D
和(E和F和G和H)
0.75Pe+f+g+h
1
(X1和Y1和W1和Z1)
和(X2和Y2和W2和Z2)
40<t≤100
3
1
(A和B和C和D)
和(E和F和G和H)
0.75P
e+f+g+h
2
(X1和Y1和W1和Z1)
和(X2和Y2和W2和Z2)
t>100
3
1
(A和B和C和D)
和(E和F和G和H)
0.75P
e+f+g+h
2
(X1和Y1和W1和Z1)
和(X2和Y2和W2和Z2)
N.7嵌入式接管与筒体(或封头)对接接头
嵌入式接管与筒体(或封头)对接接头超声检测的具体要求见图.7和表N.7。
说明:
A、B、C、D、E、F、G、H、W、X、Y、Z——探头位置;
b——探头移动去宽度;
1——筒体或封头;
2——接管。
图N.7嵌入式接管与筒体(封头)对接接头
表N.7嵌入式接管与筒体(封头)对接接头超声检测的具体要求
检测技术等级
工件厚度t/mm
纵向缺陷检测
横向缺陷检测
斜探头检测
直探头检测
斜探头横向扫查
不同折射角(K值)探头数量
检测面
探头移动
区宽度
探头位置
不同折射角(K值)探头数量
检测面
A
6≤t≤40
1
A或B
1.25P
—
—
—
B
6≤t≤40
1或
A和B
1.25P
—
1
(X和Y)
或(W和Z)
2
A或B
1.25P
—
40≤t≤100
2
A和B
1.25P
1
(X和Y)
或(W和Z)
100<t≤200
2
A和B
0.75P
—
2
(C和D)
或(E和F)
C
6≤t≤15
1或
A和B
1.25P
—
1
(C和D)
或(E和F)
2
A或B
1.25P
—
15<t≤40
2
A和B
1.25P
—
2
(C和D)
或(E和F)
40<t≤100
3
A和B
1.25P
(G或H)
2
(C和D)
或(E和F)
t>100
3
A和B
0.75P
(G或H)
2
(C和D)
或(E和F)
注1:
本表适用于筒体(或封头)检测面曲率半径大于等250mm且内外径比大于等于70%。
注2:
B面检测时,如所用一种或几种探头移动区宽度足够,则应优先选择在B面双侧使用该种探头进行检测。
附录O
(规范性附录)
CSK-ⅢA试块
O.1CSK-IIIA试块形状和尺寸见图O.1。
注:
尺寸误差不大于±0.05mm。
图O.1CSK-ⅢA试块
O.2距离-波幅曲线的灵敏度选择
工件厚度为8mm~120mm的焊接接头,斜探头检测时,距离-波幅曲线灵敏度按表O.1的规定。
表O.1斜探头检测距离-波幅曲线的灵敏度(推荐)
试块型式
工件厚度t/mm
评定线
定量线
判废线
CSK-ⅢA
8~15
>15~40
>40~120
φ1×6-12dB
φ1×6-9dB
φ1×6-6dB
φ1×6-6dB
φ1×6-3dB
φ1×6
φ1×6+2dB
φ1×6+5dB
φ1×6+10dB


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 不同类型 焊接 接头 超声 检测 具体要求
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 #2机组现场施工用电布置措施.docx
#2机组现场施工用电布置措施.docx
-
《个人贵金属质押借款合同》兴业银行.docx
-
《科学发展观和小康社会的经济建设》复习导学案.docx
-
《我和祖父的园子》第一课时教案两篇word.docx
-
《质量》教学案例与设计.docx
-
2惠农小册子.docx
-
7A版个人与团队模拟考试题及答案.docx
-
10篇新部编四年级下册语文课内外阅读理解专项练习题及答案.docx
-
16初四物理热和能知识点总结精讲.docx
-
20XX社会语言经典语录流行风暴.docx
-
48篇教学案例分析报告题.docx
-
《电子工厂安全管理制度汇总》.docx
-
《机械制造课程设计》指导.docx
-
《钱学森》教案第二课时.docx
-
《边城》读后感5篇.docx
-
《固定式压力容器安全技术监察规程》.docx
-
《论雷峰塔的倒掉》.docx
-
《手术台就是阵地》教学设计三年级语文下册.docx
-
《夏洛的网》课外阅读教学设计.docx
-
《自己的花是让别人看的》教案.docx
-
3C检查表090429.docx
-
7客运专线CRTSⅡ型板式无砟轨道施工工法.docx
-
《笔算除法》课时教案设计.docx
-
11#楼高大模板支撑体系专项方案.docx
-
17科学分析经济形势.docx
-
《电流和电路》易错题精讲综合检测题与答案.docx
-
《会计信息系统》习题含答案.docx
-
《汽车电器设备与维修》发电机分教考分离试题及标准答案.docx
-
《四川省排污许可证管理暂行办法》.docx
-
《新编实用英语》教案第一册Unit.docx
-
0母版锅炉值班员计算题WORD版.docx
-
3年级下册英语单词记忆人教版.docx
-
特种作业焊接考试真题一.docx
-
科学技术成果鉴定证书.docx
-
客户服务部岗位及要求.docx
-
统计学练习题计算题.docx
-
土方施工专项方案DOC.docx
-
推进司法体制改革 提升司法公信力.docx
-
劳模个人事迹材料.docx
-
礼仪学复习.docx
-
碗扣式钢管脚手架工法概要.docx
-
连锁加盟招商计划书.docx
-
辽宁工程技术大学本科毕业论文格式软件工程样例陈虹.docx
-
临近既有线应急预案.docx
-
我们的奇思妙想2.docx
-
无线城市智能召车方案V.docx
-
五输穴表.docx
-
物流配送收货手册.docx
-
西安交通大学第二附属中学南校区面表达汇编中考英语专项训练含答案解析.docx
-
马铃薯产业化可研报告.docx
-
乡村公路水泥砼路面工程施工组织设计.docx
