 铸造工艺图.docx
铸造工艺图.docx
- 文档编号:28496295
- 上传时间:2023-07-15
- 格式:DOCX
- 页数:11
- 大小:270.43KB
铸造工艺图.docx
《铸造工艺图.docx》由会员分享,可在线阅读,更多相关《铸造工艺图.docx(11页珍藏版)》请在冰豆网上搜索。
铸造工艺图
第三节铸造工艺图
铸造生产时,首先要根据铸件的结构特征、技术要求、生产批量、生产条件等因素,确定铸造工艺方案。
其主要内容包括浇注位置、分型面、铸造工艺参数(机械加工余量、起模斜度、铸造圆角、收缩率、芯头等)的确定,然后用规定的工艺符号或文字绘制成铸造工艺图。
铸造工艺图是指导铸造生产的技术文件,也是验收铸件的主要依据。
一、浇注位置的确定
【浇注位置】浇注时铸件在铸型中所处的位置称为浇注位置。
铸件的浇注位置对铸件的质量、尺寸精度、造型工艺的难易程度都有很大的影响。
通常按下列基本原则确定浇注位置。
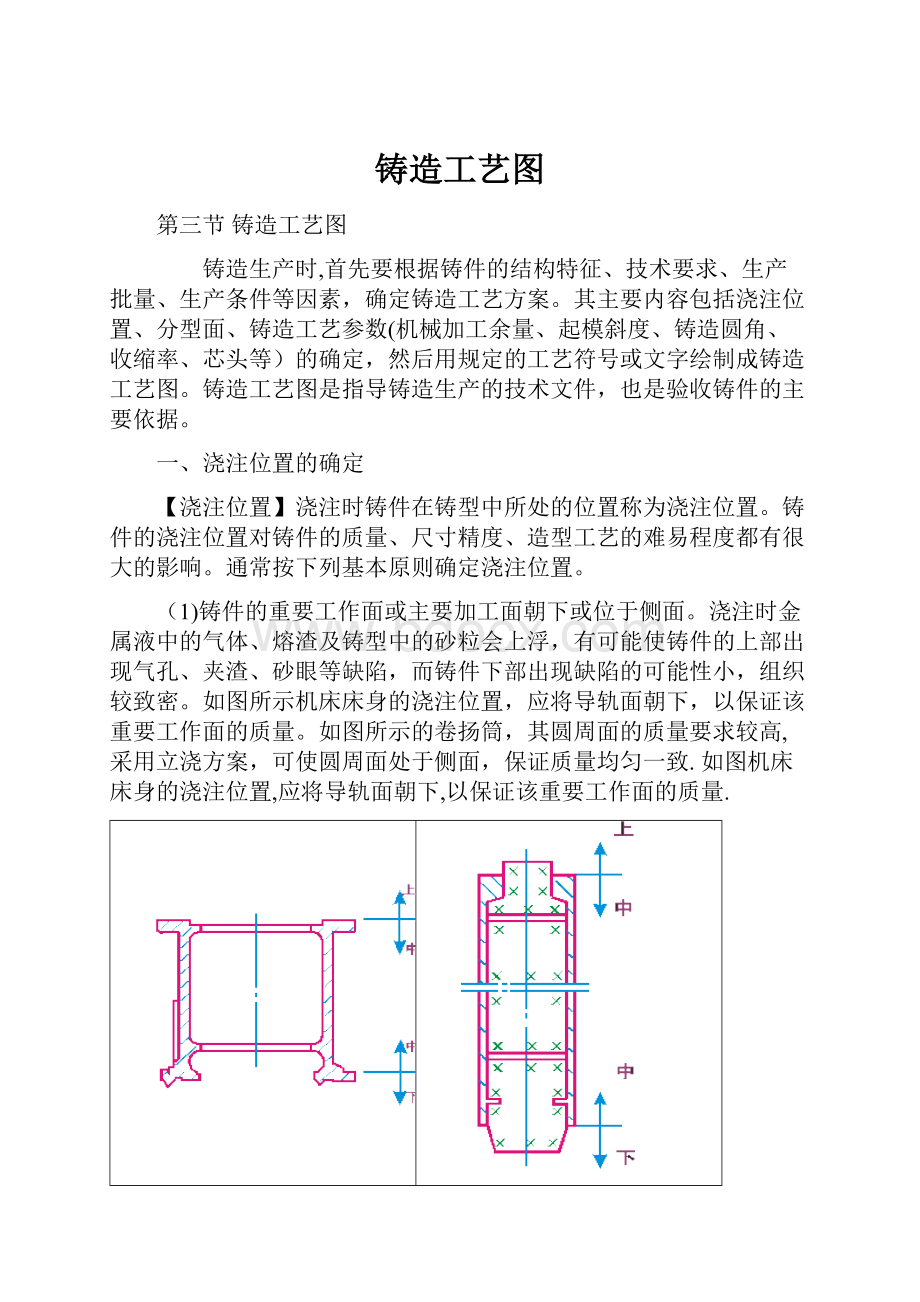
(1)铸件的重要工作面或主要加工面朝下或位于侧面。
浇注时金属液中的气体、熔渣及铸型中的砂粒会上浮,有可能使铸件的上部出现气孔、夹渣、砂眼等缺陷,而铸件下部出现缺陷的可能性小,组织较致密。
如图所示机床床身的浇注位置,应将导轨面朝下,以保证该重要工作面的质量。
如图所示的卷扬筒,其圆周面的质量要求较高,采用立浇方案,可使圆周面处于侧面,保证质量均匀一致.如图机床床身的浇注位置,应将导轨面朝下,以保证该重要工作面的质量.
床身的主要工作面朝下
卷扬筒的工作面置于侧壁
(2)铸件的大平面朝下或倾斜浇注。
由于浇注时炽热的金属液对铸型的上部有强烈的热辐射,引起顶面型砂膨胀拱起甚至开裂,使大平面出现夹砂、砂眼等缺陷。
大平面朝下或采用倾斜浇注的方法可避免大平面产生铸造缺陷。
下图为平板铸件的浇注位置。
大平面朝下
(3)铸件的薄壁朝下、侧立或倾斜。
为防止铸件的薄壁部位产生冷隔、浇不到缺陷,应将面积较大的薄壁置于铸件的下部,或使其处于侧壁或倾斜位置,如图所示。
薄壁铸件的浇注位置
(4)铸件的厚大部分应放在顶部或在分型面的侧面。
主要目的是便于在厚处安放冒口进行补缩,如图阀体的冒口补缩和图卷扬筒的重要面位于侧面所示。
二、分型面的选择
【分型面】是铸型组元间的接合面。
为便于起模,一般分型面选择在铸件的最大截面处.分型面的选定应保证起模方便、简化铸造工艺、保证铸件的质量。
确定分型面应遵循如下原则。
(1)分型面应选择在模样最大截面处,以便于起模。
如图所示。
分型面选在最大直径处
(2)尽量减少分型面.分型面少则容易保证铸件的精度,并可简化造型工艺。
对机器造型来说,一般只能有一个分型面,下图所示的绳轮铸件,大批量生产时,为便于机器造型,可按a分型方案,采用环状型芯,将二个分型面减少为一个分型面。
当然在单件生产时,采用手工造型时,为减少工装的制造,采用b方案,三箱造型,二个分型面也是合理的。
(a) (b)
绳轮铸件的分型面
(3)尽量使分型面平直。
为了使模样制造和造型工艺简便,如图所示弯曲连杆的分型面,不应采用弯曲的分型面(b方案),而应采用平直的分型面(a方案)。
弯曲连杆的分型面
(4)尽量使铸件的全部或大部分位于同一砂箱中.铸件处于同一砂箱中,既便于合型,又可避免错型,以保证铸件的精度。
下图水管堵头的二种分型方案,图中a分型方案较合理,使基准面与加工面位于同一砂箱中,铸件的精度易保证.
水管堵头的分型面
(5)尽量使型芯位于下箱,并注意减低砂箱的高度.这样可简化造型工艺、方便下芯和合型、便于起模和修型。
如图缩示机床立柱的分型方案,采用Ⅱ方案比较合理,可使型腔和型芯大部分处于下箱中,便于起模、下芯、合型。
机床立柱的分型面
三、工艺参数的选定
(1)机械加工余量和公差
【机械加工余量】是指铸件加工面上预留的、准备切除的金属层厚度。
加工余量取决于铸件的精度等级,与铸件材料、铸造方法、生产批量、铸件尺寸、浇注位置等因素有关。
铸件的尺寸公差CT,其精度等级从高到低有1、2、3......16共16个等级;加工余量等级MA,从精到粗可分为A、B、C、D、E、F、G、H、J共9个级别。
下表为砂型铸造常用铸造合金单件和小批生产时公差等级及与之配套的加工余量等级.
造型材料
CT/MA
铸钢
灰铸铁
球墨铸铁
可锻铸铁
铜合金
轻金属合金
干、湿砂型
13-15/J
13-15/H
13—15/H
13-15/H
13—15/H
12-14/H
自硬砂
12—14/J
11—13/H
11—13/H
11—13/H
10—12/H
9—11/H
单件和小批生产时铸件公差等级及与之配套的加工余量等级(摘自GB/T1350—89)
铸件的公差等级和加工余量等级确定后,加工余量数值可根据GB/T11350—1989选取;公差的数值可按GB6414—86选取。
为简化铸造工艺,铸件上的小孔和槽可以不铸出,而采用机械加工。
一般铸铁件上直径<30mm、铸钢件上直径<40mm的孔可以不铸出。
(2)起模斜度
【起模斜度】为使模样(或型芯)易从铸型(或芯盒)中取出,在模样(或芯盒)上与起模方向平行的壁的斜度称为起模斜度,可用角度α或宽度a表示,提倡使用宽度a。
模样的起模斜度可采用增加壁厚、加减壁厚、减小壁厚三种取法,如图所示。
对于需要机械加工的壁必须采用增加壁厚法。
起模斜度需要增减的数值可按有关标准选取,采用粘土砂造型时的起模斜度可按JB/T5105-1991确定。
一般木模的斜度α=0。
3°~3°,a=0。
6~3.0mm;金属模的斜度α=0.2°~2°,a=0.4~2。
4mm.模样越高,斜度越小。
当铸件上的孔高度与直径之比小于1(H/D<1)时,可用自带芯子的方法铸孔,用自带芯子的起模斜度一般应大于外壁斜度.
(a)增加铸件厚度 (b)加减铸件厚度 (c)减小铸件厚度
(壁厚〈8mm) (壁厚:
8mm~12mm) (壁厚〉12mm)
起模斜度的取法
(3)收缩率
为补偿铸件在冷却过程中产生的收缩,使冷却后的铸件符合图样的要求,需要放大模样的尺寸,放大量取决于铸件的尺寸和该合金的线收缩率。
一般中小型灰铸铁件的线收缩率约取1%;非铁金属的铸造收缩率约取1.5%;铸钢件的铸造收缩率约取2%。
(4)铸造圆角
【铸造圆角】模样壁与壁的连接和转角处要做成圆弧过渡,称为铸造圆角.铸造圆角可减少或避免砂型尖角损坏,防止产生粘砂、缩孔、裂纹。
但铸件分型面的转角处不能有圆角。
铸造内圆角的大小可按相邻两壁平均壁厚的1/3~1/5选取,外圆角的半径取内圆角的一半。
(5)芯头
【芯头】是指砂芯的外伸部分,用来定位和支承砂芯。
如图所示。
芯头有垂直和水平芯头两种.芯座是指铸型中专为放置芯头的空腔。
芯头和芯座尺寸主要有芯头长度L(高度H)、芯头斜度α、芯头与芯座装配隙s等,其数值与型芯的长度(高度)和直径有关,应查阅相关资料后确定(本书略)。
(a)垂直芯头 (b)水平芯头
芯头的结构
四、浇注系统
【浇注系统】是为填充型腔和冒口而开设于铸型中的一系列通道.
(1)浇注系统的组成与作用 通常有浇口杯、直浇道、横浇道、内浇道和冒口等组成.合理地设计浇注系统,可使金属液平稳地充满铸型型腔;控制金属液的流动方向和速度;调节铸件上各部分的温度,控制冷却凝固顺序;阻挡夹杂物进入铸型型腔.冒口起补缩、排气和集渣作用。
(2)浇注系统的类型 按金属液导入型腔的位置,浇注系统可分为底注式、顶注式、中注式、阶梯式等,见下图.
浇注系统的类型
五、铸造工艺图绘制举例
【铸造工艺图】是表示分型面、浇注位置、型芯结构和尺寸、浇注系统、工艺参数等的图样,可按规定工艺符号或文字标注在铸件图上或另绘工艺图。
例:
下图为衬套零件图,材料为HT200,采用砂型铸造,年生产量200件,试绘出铸造工艺图。
(1)结构分析、确定造型方法、浇注位置和分型面.零件上φ48mm的孔要铸出,但内孔的小台阶不铸出,故采用简单的圆棒型芯;为简化铸造工艺,φ8mm的小孔和铸件侧壁的小台阶和小凹槽均不铸出.铸件高度不大,可采用两箱整体模造型、垂直浇注。
分型面选在φ160mm的端面处,采用二箱整体模造型。
(2)工艺参数确定.
加工余量 铸件各个面都要加工,故都应有余量。
砂型铸造灰铸铁件的公差及配套的加工余量等级为14/H.顶面和孔的加工余量等级降一级(取J级),加工余量数值可查GB/T11350-1989选取,φ160mm和φ104mm圆周面双侧加工,每侧余量为6.0mm,底面的加工余量为6。
0mm,顶面的加工余量为7。
0mm,内孔的每侧的加工余量为6.0mm。
起模斜度 在垂直于分型面处(平行于起模方面),按增厚法确定起模斜度。
取宽度a=1。
0mm。
图9-21b中“7/6”表示考虑了加工余量和起模斜度后,上端与下端的余量.
线收缩率 由于是小批生产,铸件各尺寸方向的铸造收缩率可取相同的数值,取铸造收缩率为1%.
芯 头 该芯头为垂直芯头。
查有关手册(本书略)得芯头尺寸,如铸造工艺图所示。
铸造圆角 铸造圆角按(1/3~1/5)壁厚的方法,取R内为8mm;R外为4mm。
(3)绘出铸造工艺图。
如下图所示(不含浇注系统)。
六、铸件图
【铸件图】是反映铸件实际尺寸、形状和技术要求的图形,是铸造生产验收和检验的主要依据。
铸件图应在完成铸造工艺图的基础上绘制,下图为衬套的铸件图。
零件图 铸造工艺图 铸件图
衬套零件图、铸造工艺图、铸件图


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 铸造 工艺
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 #2机组现场施工用电布置措施.docx
#2机组现场施工用电布置措施.docx
-
《个人贵金属质押借款合同》兴业银行.docx
-
《科学发展观和小康社会的经济建设》复习导学案.docx
-
《我和祖父的园子》第一课时教案两篇word.docx
-
《质量》教学案例与设计.docx
-
2惠农小册子.docx
-
7A版个人与团队模拟考试题及答案.docx
-
10篇新部编四年级下册语文课内外阅读理解专项练习题及答案.docx
-
16初四物理热和能知识点总结精讲.docx
-
20XX社会语言经典语录流行风暴.docx
-
48篇教学案例分析报告题.docx
-
《电子工厂安全管理制度汇总》.docx
-
《机械制造课程设计》指导.docx
-
《钱学森》教案第二课时.docx
-
《边城》读后感5篇.docx
-
《固定式压力容器安全技术监察规程》.docx
-
《论雷峰塔的倒掉》.docx
-
《手术台就是阵地》教学设计三年级语文下册.docx
-
《夏洛的网》课外阅读教学设计.docx
-
《自己的花是让别人看的》教案.docx
-
3C检查表090429.docx
-
7客运专线CRTSⅡ型板式无砟轨道施工工法.docx
-
《笔算除法》课时教案设计.docx
-
11#楼高大模板支撑体系专项方案.docx
-
17科学分析经济形势.docx
-
《电流和电路》易错题精讲综合检测题与答案.docx
-
《会计信息系统》习题含答案.docx
-
《汽车电器设备与维修》发电机分教考分离试题及标准答案.docx
-
《四川省排污许可证管理暂行办法》.docx
-
《新编实用英语》教案第一册Unit.docx
-
0母版锅炉值班员计算题WORD版.docx
-
3年级下册英语单词记忆人教版.docx
-
停薪留职范本6篇.docx
-
统编版一年级语文上册生字认读字检测题精编.docx
-
图书室管理制度.docx
-
团结演讲稿件团结在共青团旗帜下.docx
-
脱硝设备检修工艺规程.docx
-
南平市高级中学高三历史三轮复习训练题精选教育文档.docx
-
溺水演练整改措施共8篇.docx
-
年幼儿园毕业家长感言.docx
-
牛奶基础知识.docx
-
农业局农业经济重点发展半年总结与农业局农场管理站半年工作总结汇编.docx
-
胖人服装店创业计划书大学生创业.docx
-
公路工程取样频率复习过程.docx
-
公园养护合同协议书.docx
-
古代诗歌比较鉴赏题型分析与鉴赏方法.docx
-
故乡的榕树教案.docx
-
关于奉献精神的名言警句.docx
-
关于青春奉献的演讲稿学生.docx
-
关于幼儿园教师个人总结小班与关于幼儿园毕业留言寄语汇编.docx
-
管理规章制度.docx
