 统计过程控制案例分析.docx
统计过程控制案例分析.docx
- 文档编号:28475598
- 上传时间:2023-07-14
- 格式:DOCX
- 页数:39
- 大小:282.69KB
统计过程控制案例分析.docx
《统计过程控制案例分析.docx》由会员分享,可在线阅读,更多相关《统计过程控制案例分析.docx(39页珍藏版)》请在冰豆网上搜索。
统计过程控制案例分析
统计过程控制(SPC)案例分析
一、用途
1•分析判断生产过程的稳定性,生产过程处于统计控制状态。
2•及时发现生产过程中的异常现象和缓慢变异,预防不合格品产生。
3•查明生产设备和工艺装备的实际精度,以便作出正确的技术决定。
4•为评定产品质量提供依据。
二、控制图的基本格式
1.标题部分
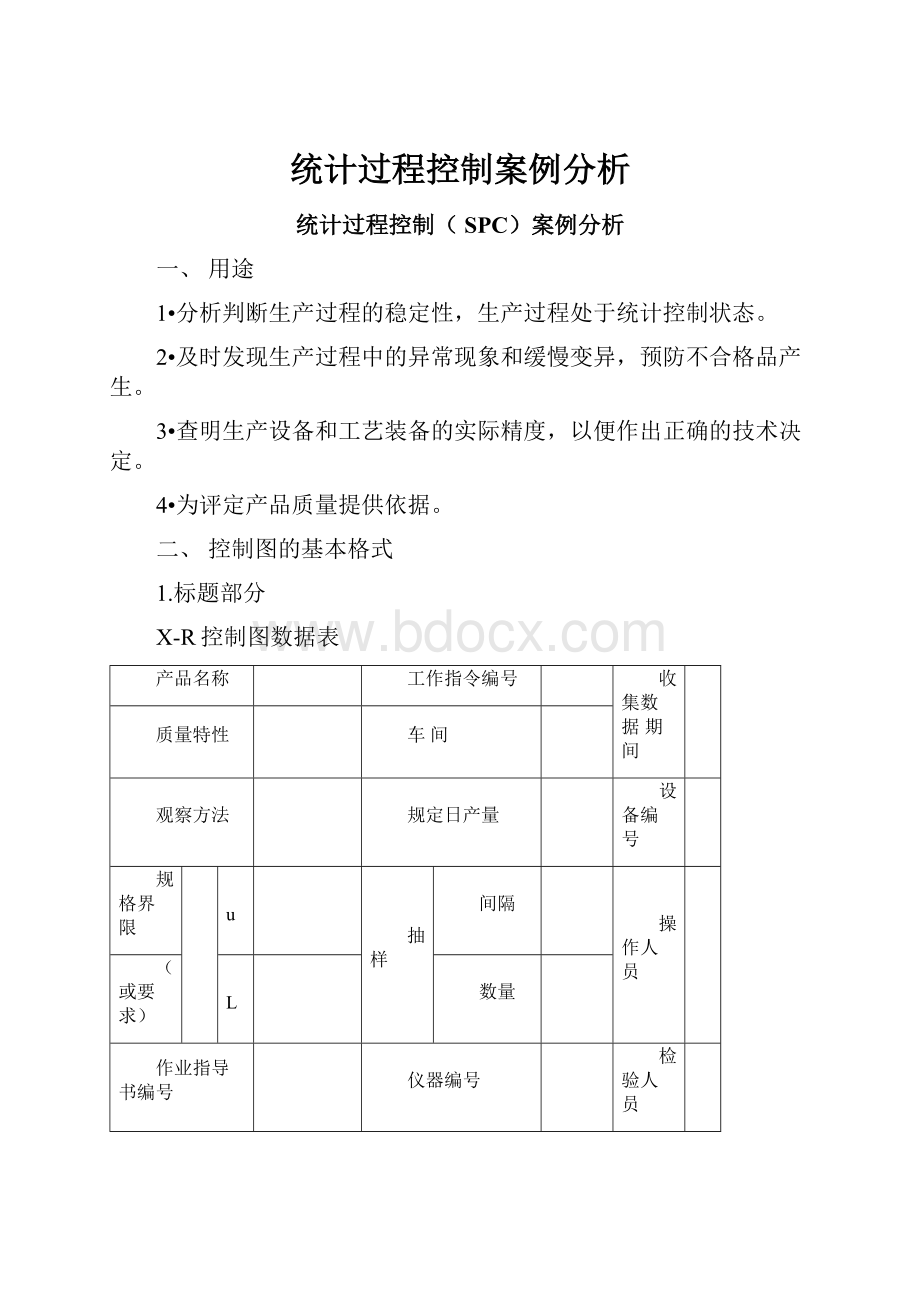
X-R控制图数据表
产品名称
工作指令编号
收集数据期间
质量特性
车间
观察方法
规定日产量
设备编号
规格界限
Tu
抽样
间隔
操作人员
(或要求)
TL
数量
作业指导书编号
仪器编号
检验人员
生产过程质量要求
日期
时间
样本号
测定值
均值X
极差R
备注
X1
X2
X3
X4
X5
计算:
X图:
CL=XR图:
CL=R
UCL=X+"RUCL=d4r
lcl=x-“Rlcl=d3r
2.控制图部分
在方格纸上作出控制图:
X-R控制图
X图
R图
说明
操作人
班组长
质量工程师
横坐标为样本序号,纵坐标为产品质量特性。
图上有三条平行线:
实线CL:
中心线
虚线UCL:
上控制界限线
LCL:
下控制界限线。
三、控制图的设计原理
1•正态性假设:
绝大多数质量特性值服从或近似服从正态分布。
2•3匚准则:
99.73%。
3•小概率事件原理:
小概率事件一般是不会发生的。
4•反证法思想。
四、控制图的种类
1•按产品质量的特性分:
(1)计量值(X-R,乂-R,X-RS,X-S)
(2)计数值(p,pn,u,c图)。
2•按控制图的用途分:
(1)分析用控制图;
(2)控制用控制图。
五、控制图的判断规则
1•分析用控制图:
规则1判稳准则一一绝大多数点子在控制界限线内(3种情况)
规则2判异准则一一排列无下述现象(8种情况)。
2•控制用控制图:
规则1每一个点子均落在控制界限内。
规则2控制界限内点子的排列无异常现象。
【案例1】X-R控制图示例
某手表厂为了提高手表的质量,应用排列图分析造成手表不合格品的各种原因,发现“停摆”占第一位。
为了解决停摆问题,再次应用排列图分析造成停摆事实的原因,结果发现主要是由于螺栓松动引发的螺栓脱落成的。
为此厂方决定应用控制图对装配作业中的螺栓扭矩进行过程控制。
分解:
螺栓扭矩是一计量特性值,故可选用基于正态分布的计量控制图。
又由于本例是大量生产,不难取得数据,故决定选用灵敏度高的X-R图。
解:
我们按照下列步骤建立X-R图
步骤1:
取预备数据,然后将数据合理分成25个子组,参见表1。
步骤2:
计算各组样本的平均数Xi。
例如,第一组样本的平均值为:
-154+174+164+166+162
X,164.0
5
其余参见表1中第(7)栏。
步骤3:
计算各组样本的极差R。
例如,第一组样本的极差为:
R1二max 表1: 【案例1】的数据与X_R图计算表 序号 观测值 5 送Xij j二 =1,…,25 (6) Xi (7) Ri (8) Xi1 (1) Xi2 (2) Xi3 (3) Xi4 (4) Xi5 (5) 1 154 174 164 160 162 820 164.0 20 2 166 170 162 166 164 828 165.6 8 3 168 166 160 162 160 816 163.2 8 4 168 164 170 164 166 832 166.4 6 5 153 165 162 165 167 812 162.4 14 6 164 158 162 172 168 824 164.8 14 7 167 169 159 175 165 835 167.0 16 8 158 160 162 164 166 810 162.0 8 9 156 162 164 152 164 798 159.6 12 10 174 162 162 156 174 828 165.6 18 11 168 174 166 160 166 934 166.8 14 12 148 160 162 164 170 804 160.8 22 13 165 159 147 153 151 775 155.0 18 14 164 166 164 170 164 828 165.6 6 15 162 158 154 168 172 814 162.8 18 16 158 162 156 164 152 792 158.4 12 序号 观测值 5 Zxij j丄 =1,…,25 (6) Xi (7) Ri (8) Xj1 (1) Xi2 (2) Xi3 (3) Xi4 (4) Xi5 (5) 17 151 158 154 181 168 812 162.4 30 18 166 166 172 164 162 830 166.0 10 19 170 170 166 160 160 826 165.2 10 20 168 160 162 154 160 804 160.8 14 21 162 164 165 169 153 813 162.6 16 22 166 160 170 172 158 826 165.2 14 23 172 164 159 167 160 822 164.4 13 24 174 164 166 157 162 823 164.6 17 25 151 160 164 158 170 803 160.6 19 步骤4: 计算样本总均值X与平均样本极差R。 由于aXj=4081.8R=357,故: X=163.272,R=14.280。 步骤5: 计算R图的参数。 先计算R图的参数。 从0、D4系数表可知,当子组大小n=5,D4=2.114,D3=0,代入 R图的公式,得到: UCLr=D4R=2.11414.280=30.188 CLr=R=14.280 LCLr=D3R=— 极差控制图: 30.188 14.280 0.000 171.512 163.272 155.032 135791113151719212325 图1【案例1】的第一次X-R图 参见图1。 可见现在R图判稳。 故接着再建立X图。 由于n=5,从系数A表知A2=0.577, 再将X=163.272,R=14.280代入X图的公式,得到X图: UCLX二XA2R=163.2720.57714.280171.512 CLX=X=163.272 LCLX-X-A2R=163.272-0.57714.280155.032 因为第13组X值为155.00小于LCLX,故过程的均值失控。 经调查其原因后,改 进夹具,然后去掉第13组数据,再重新计算R图与X图的参数。 此时, RR=357~1814.125 2424 代入R图与X图的公式,得到R图: R图: UCLr=D4R: =2.11413.435: 28.402 CLr=RJ13.435 LCLr二D3R二一 从表1可见,R图可判稳。 于是计算X图上,见图2此时过程的变异度与均值均处 于稳态。 步骤6: 与规范进行比较 对于给定的质量规范Tl=140,Tu=180,利用R和X计算CP。 28.402 13.435 0.000 均值控制图: 171.422 163.670 155.918 图2【案例1】的第二次刃-R图 R13.435 5.776d22.326 cp TU-Tl_180-140 6--65.776 由于X=163.670与容差中心M=160不重合,所以需要计算 CPK° M160-163.670 T/2(180-140)/2 =0.18 CPk二(1—K)CP二(1一0.18)1.15=0.94 可见,统计过程状态下的CP为1.16>1,但是由于? 与M偏离,所以CPK: : : 1°因此, 应根据对手表螺栓扭矩的质量要求,确定当前的统计过程状态是否满足设计的、工艺的和顾客的要求,决定是否以及何时对过程进行调整。 若需调整,那么调整数应重新收集 为据,绘制X-R图。 步骤7: 延长统计过程状态下的X-R图的控制限,进入控制用控制图阶段,实现对 过程的日常控制。 【案例2】X-s图 为充分利用子组信息,对【案例1】选用刃-S图。 解: 步骤如下: 步骤1: 依据合理分组原则,取得25组预备数据,参见表2。 表2: 手表的螺栓扭矩 子组号 直径 平均值Xi 标准差Si X1 X2 X3 X4 X5 1 154 174 164 166 162 164.0 7.211 2 166 170 162 166 164 165.6 2.966 3 168 166 160 162 160 163.2 3.633 4 168 164 170 164 166 166.4 2.608 5 153 165 162 165 167 162.4 5.550 6 164 158 162 172 168 164.8 5.404 7 167 169 159 175 165 167.0 5.831 8 158 160 162 164 166 162.0 3.162 9 156 162 164 152 164 159.6 5.367 10 174 162 162 156 174 165.6 8.050 11 168 174 166 160 166 166.8 5.020 12 148 160 162 164 170 160.8 8.075 13 165 159 147 153 151 155.0 7.071 14 164 166 164 170 164 165.6 2.608 15 162 158 154 168 172 162.8 7.294 16 158 162 156 164 152 158.4 4.775 17 151 158 154 181 168 162.4 12.219 18 166 166 172 164 162 166.0 3.743 19 170 170 166 160 160 165.2 5.020 20 168 160 162 154 160 160.8 5.020 21 162 164 165 169 153 162.6 5.941 22 166 160 170 172 158 165.2 6.099 23 172 164 159 165 160 164.0 5.148 24 174 164 166 157 162 164.6 6.229 25 151 160 164 158 170 160.6 7.057 步骤2: 计算各子组的平均值 Xi和标准差Si。 子组的标准差为: 其余参见表2中的标准差栏。 步骤3: 计算所有观测值的总平均值X和平均标准差s。 得到X=163.256,s=5.644。 步骤4: 计算s图的控制限,绘制控制图。 先计算s图的控制限。 从计量控制图系数表可知,当子组大小n=5时,B4=2.089, B3=0,代入s图公式,得到: UCLs=B4s=2.0895.644=11.790 CLs=s=5.644 LCLs=B3§=— 相应的s控制图见图3。 标准差控制图: 5.644 0.000 11.790 图3表1中25个子组的标准差控制图 可见,s图在第17点超出了上控制限,应查找异常的原因,采取措施加以纠正。 为 了简单起见,我们将第17子组剔除掉。 利用剩下的24个子组来重新计算X_s控制图的 控制限。 得到: X=163.292,s=5.370 B4=2.089,B3=0,代入s图的控制限公式,得到: UCLs二B4S=2.0895.370=11.218 CLs=s=5.370 LCLs=B3s=— 参见图4的标准差控制图。 可见,标准差s控制图不存在变差可查明原因的八种模 式,那么,可以利用s来建立X图。 由于子组大小n=5,从计量控制图系数表知,民=1.427, 将X=163.292,s=5.370代入X图的控制限公式,得到: UCLX应=163.2921.4275.370: 170.955 CLx=163.292 LCLX_A3s=163.292_1.4275.370: •155.629 相应的均值控制图见图4。 标准差控制图: 5.370 11.218 均值控制图: s图: UCLs司4§=2.0895.265=10.999 CLs=s=5.265 LCLs=B3s=— 参见图5的标准差控制图。 可见,标准差 Ae=1.427, 式,那么,可以利用s来建立X图。 由于子组大小n=5,从计量控制图系数表知, 将X=163.617,s=5.265代入X图的控制限公式,得到: UCLX=XA3s=163.6171.4275.265: 171.131 CLX=X=163.617 LCLx二玄「AaS=163.617_1.4275.265: ■156.104 参见图5的均值控制图。 标准差控制图 均值控制图: 171.131 163.617 156.104 图5再去掉第13个子组后得到的X-S控制图 由图5的均值控制图可知,没有出现变差可查明原因的八种模式。 即标准差控制图 和均值控制图都没有出现可查明原因的八种模式,说明装配作业中螺栓扭矩的生产过程处于统计控制状态。 步骤5: 与容差限比较,计算过程能力指数。 已知手表螺栓扭矩的容差限为: Tl=140,Tu=180。 利用得到的统计控制状态下的 X=163.617,S=5.265来计算过程能力指数: CP s 二5.265 -0.940 =5.601 由于X=163.617与容差中心M=(TuTl)/^160不重合,所以,有必要计算有偏 称的过程能力指数。 M-円160-163.617|3617 K0.18 T/2(TU—Tl)/220 Cpk=(1-K)Cp=(1-0.18)1.19=0.9758 可见,统计控制状态下的过程能力指数为1.19,大于1,但是,由于存在分布中心 与容差中心的偏移,故有偏移的过程能力指数不足1。 因此,应该根据对手表螺栓扭矩 的质量要求,确定当前的统计控制状态是否满足设计的、工艺的、顾客的要求,决定是 否以及何时对过程进行调整。 若需进行调整,那么调整后,应重新收集数据,绘制又-S 控制图。 由于X-R控制图以平均极差R为二的估计值,X-s控制图以平均子组标准差S为 二的估计值,所以,运用X-R控制图与运用X-s控制图分析同一个问题,得到的过程 能力指数一般略有不同。 因为子组极差R只利用了子组中的最大值和最小值的信息,而 子组标准s充分利用了子组中所有的信息,所以,当X-R控制图与X一s控制图的分析 结果不同时,尽管R图计算上比s图简单,但仍建议以X—s控制图的结果为准。 步骤6: 延长统计控制状态下的X-s控制图的控制限,进入控制用控制图阶段,实 现对过程的日常控制。 【案例3】X-Rs图 表3给出了连续10批脱脂奶粉的样本“水分含量百分比”的实验室分析结果。 半一 个样本的奶粉作为一批的代表,在实验室对其成分特性进行分析测试,如脂肪、水分、 酸度、溶解指数、沉积物、细菌以及乳清蛋白。 希望将该过程的产品水分含量控制在4% 以下。 同于发现单批内的抽样变差可以忽力,因此决定对每批只抽取一个观测值,并以 连续各批的移动极差作为设置控制限的基础。 表3: 连续10个脱脂奶粉样本的水分含量百分比 批号 1 2 3 4 5 6 7 8 9 10 X: %水分含量 2.9 3.2 3.6 4.3 3.8 3.5 3.0 3.1 3.6 3.5 R: 移动极差 0.3 0.4 0.7 0.5 0.3 0.5 0.1 0.5 0.1 X=3.45% R=0.38% 移动极差(R)控制图: CL=R=0.38 UCL=D4R=3.2670.38=1.24 LCL=D3R=00.38(因为n小于7,故不标出LCL) 系数D3和D4的值由计量控制图系数表中按n=2行查得,由于该移动极差图已呈现 出统计控制状态,于是可进行单值控制图的绘制。 单值X控制图: CL=X=3.45 UCLE2R=3.45(2.660.38)=4.46 LCL=X—E2R=3.45-(2.660.38)=2.44 系数E2的值由计量控制图系数表中n=2时的A3给出。 控制图绘制于图6中。 该控制 图表明过程处于统计控制状态。 水分含量百分比X UCL=4.46 X=3.45 LCL=244 深圳市深监管理认证培训中心有限公司7-12 1.4- 1.2 UCL=1.24 R^0.38 图6表3数据的单值 X控制图 【案例4】Me-R图 某机器生产电子盘片。 规定的厚度为0.007〜0.016cm。 每隔半小时抽取样本量为5 的样本(子组),记录其中心厚度(cm),如表4所示。 拟建立一个中位数图以达到控制质量的目的。 中位数值和极差值也一并在表4中给也。 子组号i 直径 中位数Mei 极差Ri X1 X2 X3 X4 X5 1 14 8 12 12 8 12 6 2 11 10 13 8 10 10 5 3 11 12 16 14 9 12 7 4 16 12 17 15 13 15 5 5 15 12 14 10 7 12 8 6 13 8 15 15 8 13 7 7 14 12 13 10 16 13 6 8 11 10 8 16 10 10 8 9 14 10 12 9 7 10 7 10 12 10 12 14 10 12 4 11 10 12 8 10 12 10 4 12 10 10 8 8 10 10 2 13 8 12 10 8 10 10 4 14 13 8 11 14 12 12 6 15 7 8 14 13 11 11 7 表4: 云母盘片厚度的控制数据 单位: 0.001cm 子组的中位数平均值和极差平均值计算如下: 1210: : 12亠亠11172 Me=子组中位数的平均值=172=11.47 1515 R二平均极差= 657亠亠786 5.73 1515 极差图计算如下: R图: CL=R=5.73 UCL刖4巨=2.1145.73=12.11 LCL二D3R=05.73(由于n小于7,故不标出LCL) 系数D3和D4的值可由计量控制图系数表n=5行查得。 由于该极差图已呈现出统计 控制状态,于是能按此求出中位数控制图的控制线。 中位数控制图: CL=応=11.47 UCLMeA4^=11.47(0.695.73)=15.42 LCL=证—A4R=11.47—(0.695.73)=7.52 系数A4二口3人2,其值由计量控制图系数表中n=5行查得,中位数图如图7所示。 从 图中显然可见,该过程呈现了统计控制状态。 中位数Me: 【案例5】p图 某半导体厂希望对产品进行质量控制,基础数据见表5第 (2)、(3)栏,在标准值 未定的条件下做p图。 表5: p图示例的数据与计算表 子组号 (1) 子组大小ni (2) 不合格品数d (3) 不合格品率p (4) P图的UCL (5) P图的LCL (6) 打点值 (7) 1 85 2 0.024 0.102 0.000 -0.732 2 83 5 0.060 0.103 0.000 1.007 3 63 1 0.016 0.112 0.000 -0.945 4 60 3 0.050 0.114 0.000 0.446 5 90 2 0.022 0.100 0.000 -0.817 6 80 1 0.013 0.104 0.000 -1.220 7 97 3 0.031 0.098 0.000 -0.405 8 91 1 0.011


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 统计 过程 控制 案例 分析
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《贝的故事》教案4.docx
《贝的故事》教案4.docx
-
《对韵歌》优秀教案8.docx
-
《函数yAsinωx+φ+P图象》wwwnet.docx
-
《静夜思》教学设计.docx
-
《汽车底盘构造与维修》题库与考核标准.docx
-
《世说新语》复习资料.docx
-
《我的服装我做主》教案设计.docx
-
《在品味情感中成长》教学片断设计.docx
-
11造价员《建设工程造价管理基础知识》精讲教程文件.docx
-
《不会叫的狗》教案 人教部编版1.docx
-
《操作系统》二学期A卷及答案.docx
-
《傅雷家书》名著阅读笔记.docx
-
《反不正当竞争法》下互联网平台封禁行为考辨以消费者用户合法权益保护为中心.docx
-
《化工原理》第六章蒸发.docx
-
《蓝海战略》概要11页.docx
-
《人生》读书心得.docx
-
《荷叶圆圆》公开课教案优秀教学设计26.docx
-
《科技出行研究报告》智能网联与新能源将变革未来汽车出行.docx
-
《272 向量的应用举例》导学案1.docx
-
《秋天》评课稿.docx
-
《电算化》第二章会计电算化的工作环境章节练习.docx
-
《室外给排水管道》施组.docx
-
《广东省建筑与装饰工程综合定额》计算规则.docx
-
《我多想去看看》教学.docx
-
《直通车车手基础认证》 考试答案 70题之欧阳育创编.docx
-
7天销量翻10倍皇冠卖家教您玩转最精准流量.docx
-
9 阿长和山海经.docx
-
《比例尺》教案.docx
-
《菜根谭》注译四闲适篇.docx
-
《福尔摩斯探案集》读后感15篇.docx
-
《红对勾》古代诗歌选择题答案补充.docx
-
《课堂密码》读后感及心得精选多篇.docx
-
苗圃建设项目可行性研究报告.docx
-
路基样板段施工方案.docx
-
公共基础知识试题及答案.docx
-
旅行社导游工作总结范文.docx
-
湖南省邵阳市邵阳县石齐学校学年八年级语文下学期期中试题直通班 语文版.docx
-
开心版小学英语单词与课文.docx
-
论善意取得制度.docx
-
论全球化会计制度大变革.docx
-
描写运动会的好句好段选.docx
-
逻辑狗的教学计划.docx
-
律师年度考核工作总结文档.docx
-
湖南省凤凰县华鑫实验中学学年高二上学期第二次月考政治试题.docx
-
康复医学简答题知识讲解.docx
-
民情日记半年工作总结.docx
-
湖南文艺出版社小学六年级下册音乐全册教案1.docx
-
旅游专业实习报告模板汇总六篇.docx
-
护士求职面试演讲稿.docx
-
护理盆腔炎中医护理查房.docx
-
考前必写高频单词.docx
