 塔筒附件下料工艺.docx
塔筒附件下料工艺.docx
- 文档编号:28415275
- 上传时间:2023-07-13
- 格式:DOCX
- 页数:42
- 大小:63.87KB
塔筒附件下料工艺.docx
《塔筒附件下料工艺.docx》由会员分享,可在线阅读,更多相关《塔筒附件下料工艺.docx(42页珍藏版)》请在冰豆网上搜索。
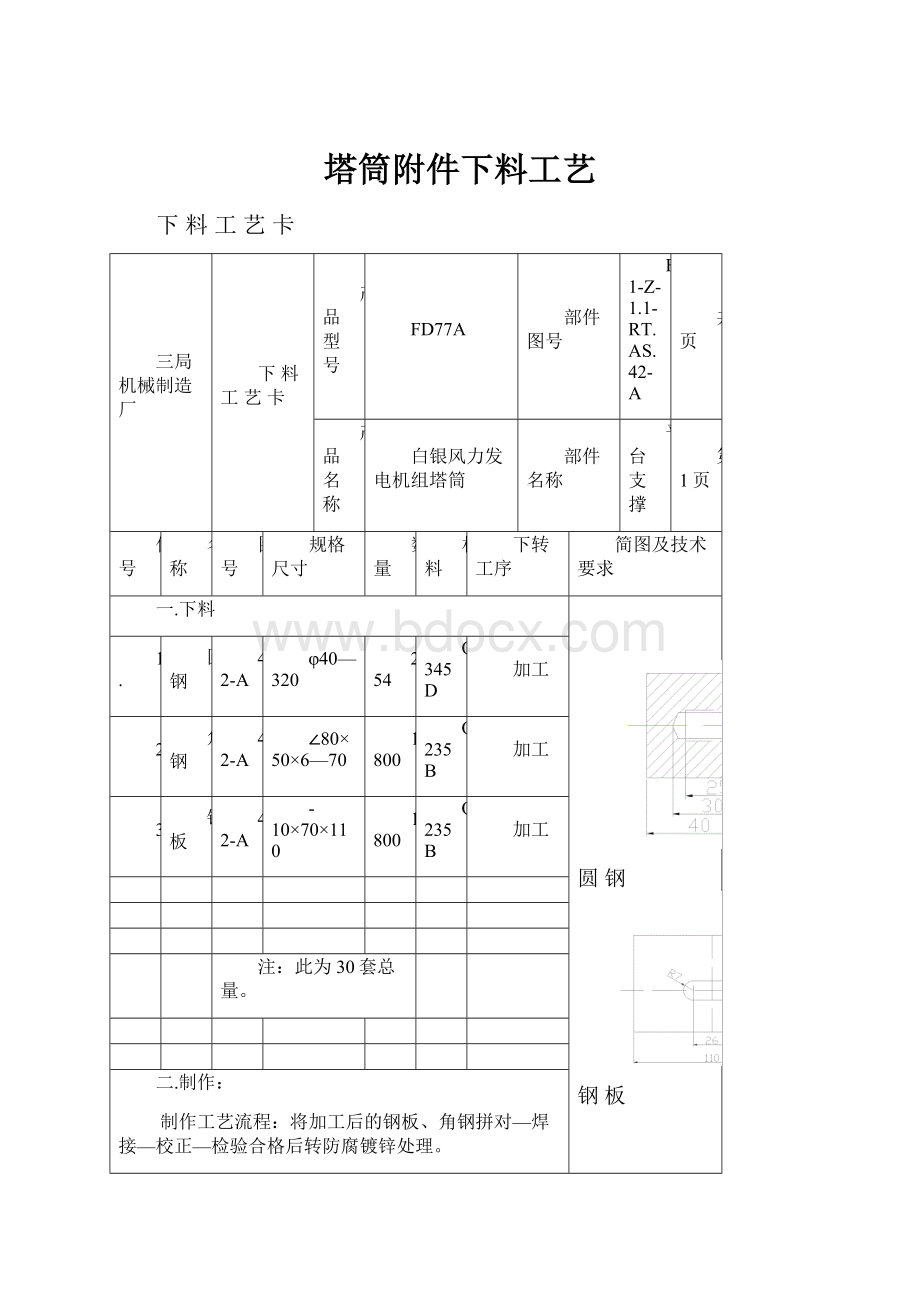
塔筒附件下料工艺
下料工艺卡
三局机械制造厂
下料工艺卡
产品型号
FD77A
部件图号
F1-Z-1.1-RT.AS.42-A
共页
产品名称
白银风力发电机组塔筒
部件名称
平台支撑
第1页
件号
名称
图号
规格尺寸
数量
材料
下转工序
简图及技术要求
一.下料
圆钢
钢板
角钢
1.
圆钢
42-A
φ40—320
254
Q345D
加工
2
角钢
42-A
∠80×50×6—70
1800
Q235B
加工
3
钢板
42-A
-10×70×110
1800
Q235B
加工
注:
此为30套总量。
二.制作:
制作工艺流程:
将加工后的钢板、角钢拼对—焊接—校正—检验合格后转防腐镀锌处理。
三.加工:
圆钢车M12内螺纹,成活数量:
1800件转防腐镀锌处理。
钢板钻铣14×40腰形孔。
角钢钻φ14连接孔。
下料工艺卡
三局机械制造厂
下料工艺卡
产品型号
FD77A
部件图号
共页
产品名称
白银风力发电机组塔筒
部件名称
导电轨
第2页
件号
名称
图号
规格尺寸
数量
材料
下转工序
简图及技术要求
一.下料
圆钢
1
连接柱
40×120+20×140+20
6×30
Q345D
加工
2
连接柱
40×160+20×120+20
2×30
Q345D
加工
3
连接柱
020000B001
φ40—140+20
32×30
Q345D
加工
注:
此为30套总量。
二.加工:
下料工艺卡
三局机械制造厂
下料工艺卡
产品型号
FD77A
部件图号
F1-Z-2.1-RT.BS.01-A
共页
产品名称
白银风力发电机组塔筒
部件名称
顶部平台通风口
第3页
件号
名称
图号
规格尺寸
数量
材料
下转工序
简图及技术要求
一.下料:
件1
1
顶板
01-A
花纹板-6×850×950
1×30
Q235B
制作
01-A
花纹板-6×44×950
2×30
Q235B
制作
01-A
花纹板-6×44×838
2×30
Q235B
制作
2
导管
01-A
φ351×6—150
1×30
Q235B
制作
4
围栏
01-A
-6×100×738
2×30
Q235D
制作
5
围栏
01-A
-6×100×838
2×30
Q235D
制作
3
支架
01-A
∠60×60×8—330
4×30
Q235B
制作
注:
此为30套总量。
二.制作:
将件1组焊成形、弯制件2校正后拼对。
制作工艺流程:
拼对—焊接—校正—检验合格后防腐。
下料工艺卡
三局机械制造厂
下料工艺卡
产品型号
FD77A
部件图号
F1-Z-2.1-RT.AP.01-A
共页
产品名称
白银风力发电机组塔筒
部件名称
通风座架
第4页
件号
名称
图号
规格尺寸
数量
材料
下转工序
简图及技术要求
一
下料
1
支架
01-A
-8×80×683(仿)
4×30
Q235D
制作
2
固定板
01-A
-8×40×100
4×30
Q235D
加工
3
钢管Ⅰ
01-A
1"—530
2×30
Q235B
制作
4
钢管Ⅱ
01-A
1"—671
2×30
Q235B
制作
5
钢管Ⅲ
01-A
1"—612
2×30
Q235B
制作
6
钢管Ⅳ
01-A
1"—768
2×30
Q235B
制作
注:
此为30套总量。
二、制作:
将件1、3、4、5、6修磨至图示要求后拼组焊接。
三、加工:
钳工划线钻φ10螺栓孔。
下料工艺卡
三局机械制造厂
下料工艺卡
产品型号
FD77A
部件图号
F1-Z-1.1-RT.AS.37-A
共页
产品名称
白银风力发电机组塔筒
部件名称
电缆导轨
第5页
件号
名称
图号
规格尺寸
数量
材料
下转工序
简图及技术要求
一、下料
1
人梯竖梁固定架
AS.31-A
-4×50×175
4×30
Q235D
制作
2
电缆线夹
AS.34-A
-8×60×560
2×30
Q235D
制作
3
支撑板
AS.35-A
-8×50×732
2×30
Q235D
制作
4
支架
AS.36-A
-8×50×834
2×30
Q235D
制作
AS.36-A
-8×50×127
2×30
Q235D
制作
注:
此为30套总量。
二、制作:
件1、件2、件3弯制。
件4弯制后与50×127的钢板焊接。
最后将钻孔、校正后件3、件4、件2组拼—焊接—校正—防腐
三、加工:
钳工配钻连接孔。
件1(弯制后)与件3配钻连接孔。
件2(弯制后)成对配钻2-φ14连接孔。
50×127的钢板钻2-φ12.5连接孔
下料工艺卡
三局机械制造厂
下料工艺卡
产品型号
FD77A
部件图号
F1-Z-1.1-RT.AS.30-A
共页
产品名称
白银风力发电机组塔筒
部件名称
人梯支架
第6页
件号
名称
图号
规格尺寸
数量
材料
下转工序
简图及技术要求
一
下料:
1
梯子固定架
AS.32-B
-8×50×810
60×30套
Q235D
加工
2
梯子固定架
AS.33-A
-8×50×933
8×30套
Q235D
制作
梯子固定架
AS.33-A
-8×50×70
8×30套
Q235D
加工
3
梯子固定架
AS.32-A
-8×50×920
4×30套
Q235D
加工
4
锁紧扣
AS.31-A
-4×50×175
64×30套
Q235D
加工
5
固定柱
AS.30-A
φ40—83
72×30套
Q345D
加工
注:
此为30套总量。
二、加工:
钳工配钻连接孔。
件1与件4(弯制后)配钻连接孔。
件2钻φ18连接孔。
件3钻铣连接孔,与件4配钻连接孔。
三、制作:
件1、件3、件4弯制。
最后将钻孔、校正后件1和件2(数量:
4件/套)、件3和件2(数量:
4件/套)组拼—焊接—校正—防腐
下料工艺卡
三局机械制造厂
下料工艺卡
产品型号
FD77A
部件图号
F1-Z-1.1-RT..AS.18-A
共页
产品名称
白银风力发电机组塔筒
部件名称
盖板止落装置
第7页
件号
名称
图号
规格尺寸
数量
材料
下转工序
简图及技术要求
一.下料:
1
固定板
AS.18-A
-10×40×260
151
Q235D
制作
二.制作:
弯制
三.加工:
钻孔2-Φ12、Φ7—防腐镀锌—装配。
下料工艺卡
三局机械制造厂
下料工艺卡
产品型号
FD77A
部件图号
F1-Z-1.1-RT..AS.19-A
共页
产品名称
白银风力发电机组塔筒
部件名称
门铰链
第8页
件号
名称
图号
规格尺寸
数量
材料
下转工序
简图及技术要求
一.下料:
1
左侧连接板
AS.19-A
-4×50×100
151
Q235D
制作
2
右侧连接板
AS.19-A
-4×50×100
151
Q235D
制作
4.
销
AS.19-A
φ12—85+20
302
25Cr2MoVA
制作
注:
此为30套总量。
二.制作:
弯制—拼对(钻孔)—焊接—校正—检验合格后转加工车间。
三.加工:
钻孔2-φ10。
下料工艺卡
三局机械制造厂
下料工艺卡
产品型号
FD77A
部件图号
F1-Z-1.1-RT..AS.20-A
共页
产品名称
白银风力发电机组塔筒
部件名称
带拉手的盖板
第9页
件号
名称
图号
规格尺寸
数量
材料
下转工序
简图及技术要求
一
下料:
1
盖板(花纹板)
AS.20-A
-5×600×900(仿)
121
Q235B
加工
2
拉手
AS.20-A
-6×40×210
121
Q235B
制作
23
塔筒底部平台
平台盖板花
PF.01-A
-5×520×900
1×30
Q235B
制作
注:
此为30套总量。
二、制作:
将件2弯制防腐镀锌。
三、加工:
与件2配钻2-φ10连接孔、与门铰链配钻4-φ10连接孔、钻盖板止落装置连接孔—防腐镀锌—装配。
下料工艺卡
三局机械制造厂
下料工艺卡
产品型号
FD77A
部件图号
F1-Z-80.1-RT..PS.01-A
共页
产品名称
白银风力发电机组塔筒
部件名称
电位补偿板
第10页
件号
名称
图号
规格尺寸
数量
材料
下转工序
简图及技术要求
一.下料:
1
座板
PS.01-A
-8×50×495
1×30
Q235D
加工
注:
此为30套总量。
二.加工:
钻孔—防腐镀锌—装配。
下料工艺卡
三局机械制造厂
下料工艺卡
产品型号
FD77A
部件图号
F1-Z-1.1-RT..AS.23-A
共页
产品名称
白银风力发电机组塔筒
部件名称
电缆护板支架
第11页
件号
名称
图号
规格尺寸
数量
材料
下转工序
简图及技术要求
一
下料:
支撑柱
1
连接板
AS.23-A
-10×400×700
1×30
Q235D
制作
3
端板
AS.23-A
-10×400×700
1×30
Q235D
制作
2
回转板
AS.23-A
-5×550×1050
1×30
Q235D
制作
支撑柱
AS.24-A
φ40—125
4×30
Q345D
加工
注:
此为30套总量。
二.制作:
弯制件2(钻腰形孔50×10后)
拼对—焊接—校正—检验合格后转防腐镀锌。
三.加工:
件2钻腰形孔50×10。
件1钻4-φ21连接孔。
支撑柱车M20—45螺纹孔。
下料工艺卡
三局机械制造厂
下料工艺卡
产品型号
FD77A
部件图号
F1-Z-1.1-RT..AS.29-A
共页
产品名称
白银风力发电机组塔筒
部件名称
桌
第12页
件号
名称
图号
规格尺寸
数量
材料
下转工序
简图及技术要求
一
下料:
1
端板
AS.29-A
-6×100×720
1×30
Q235D
加工
2
支撑板
AS.29-A
∠50×50×4—300
2×30
Q235B
制作
6
木板
AS.29-A
-16×400×600
1×30
NC胶合板
制作
连接柱
AS.24-A
φ40—40
2×30
Q345D
加工
注:
此为30套总量。
二.制作:
件1(钻孔后2-φ14)与件2拼对—焊接—校正—检验合格后—防腐镀锌—装配木板。
下料工艺卡
三局机械制造厂
下料工艺卡
产品型号
FD77A
部件图号
F1-Z-1.1-RT..BA.01-A
共页
产品名称
白银风力发电机组塔筒
部件名称
吊车底部T形梁
第13页
件号
名称
图号
规格尺寸
数量
材料
下转工序
简图及技术要求
一.下料车间
1
底梁
BA.01-A
-16×140×3393
2
Q235B
制作
3
端部连接板
BA.01-A
-16×210×210
2
Q235B
加工
2
侧梁
BA.01-A
T型钢50×50×5—311
1
Q235B
加工
4
底座
BA.01-A
T型钢50×50×5—329
2
Q235B
制作
5
底座立筋
BA.01-A
T型钢50×50×5—229
2
Q235B
制作
6
底座Ⅱ
BA.01-A
T型钢50×50×5—450
4
Q345D
制作
连接柱
AS.22-A
φ40—79+20
4
Q345D
加工
连接柱
AS.22-A
φ40—84+20
4
Q345D
加工
注:
此为30套总量。
二、加工
端部连接板钻4—φ26连接孔。
侧梁(件2)钻φ12连接孔。
连接柱车M24深50螺纹孔。
三、制作:
修切—拼对—焊接—校正—检验合格后转防腐镀锌。
下料工艺卡
三局机械制造厂
下料工艺卡
产品型号
FD77A
部件图号
F1-Z-1.1-RT..BA.02-A
共页
产品名称
白银风力发电机组塔筒
部件名称
AVANTI吊车顶部T形梁
第14页
件号
名称
图号
规格尺寸
数量
材料
下转工序
简图及技术要求
一
下料:
1
梁
BA.01-A
-16×140×2291
2
Q345B
制作
3
端部连接板
BA.01-A
-16×210×210
2
Q345B
加工
连接柱
AS.24-A
φ40—60+20
4
Q345D
加工
连接柱
AS.24-A
φ40—45+20
4
Q345D
加工
二.加工
端部连接板钻4—φ26连接孔。
连接柱车M24深35螺纹孔。
三.制作:
修切—拼对—焊接—校正—检验合格后转防腐镀锌。
下料工艺卡
三局机械制造厂
下料工艺卡
产品型号
FD77A
部件图号
F1-Z-1.1-RT.AS.38-A
共页
产品名称
白银风力发电机组塔筒
部件名称
塔筒门
第15页
件号
名称
图号
规格尺寸
数量
材料
下转工序
简图及技术要求
一
下料:
1
塔筒门-门檐
AS.38-A-3
-3×133×
1×30
Q235D
制作
1
塔筒门-门框
AS.38-A-2
-100×1090×2980
1×30
Q345D
制作
2
塔筒门-门
AS.38-A-2
-8×690×2200
1×30
Q345D
制作
3
塔筒门-镶条
AS.38-A-2
-30×30×5020
1×30
Q345D
制作
14
塔筒门-合页
AS.38-A-4
-16×100×215(数控)
2×30
Q345D
制作
13
塔筒门-合页
AS.38-A-4
-16×66×85(数控)
2×30
Q345D
制作
17
合页-隔套
AS.38-A-4
φ40—320
4
Q235D
加工
12
合页-销
AS.38-A-4
φ12—340
10
Q235B
加工
11
插销
AS.38-A-4
φ16—700
1×30
Q235B
制作
12
门锁
AS.38-A-4
1×30
制作
二.加工
隔套车床成活60件。
销车床成活60件。
下料工艺卡
三局机械制造厂
下料工艺卡
产品型号
FD77A
部件图号
F1-Z-1.1-RT..PF.01-A
共页
产品名称
白银风力发电机组塔筒
部件名称
塔筒底部平台
第16页
件号
名称
图号
规格尺寸
数量
材料
下转工序
简图及技术要求
一
下料:
二.加工
1.过道连接板配钻连接孔。
22
过道连接板
PF.01-A
-5×200×860花纹板
1×30
Q235B
加工
21
围板
PF.01-A
-5×100×13095花纹板
1×30
Q235B
制作
20
平台花纹板
PF.01-A
φ3580—5
1×30
Q235B
制作
18
扁钢
PF.01-A
-20×100×100
8×30
Q235B
加工
15
扁钢
PF.01-A
-16×100×100
8×30
Q235B
制作
1
槽钢
PF.01-A
[12—756
1×30
Q235B
制作
2
槽钢
PF.01-A
[12—750
1×30
Q235B
制作
3
槽钢
PF.01-A
[12—1735
2×30
Q235B
制作
4
槽钢
PF.01-A
[12—967
2×30
Q235B
制作
5
槽钢
PF.01-A
[12—3400
1×30
Q235B
制作
6
槽钢
PF.01-A
[12—3275
1×30
Q235B
制作
7
槽钢
PF.01-A
[12—524
3×30
Q235B
制作
8
槽钢
PF.01-A
[12—725
2×30
Q235B
制作
9
槽钢
PF.01-A
[12—1600
1×30
Q235B
制作
下料工艺卡
三局机械制造厂
下料工艺卡
产品型号
FD77A
部件图号
F1-Z-1.1-RT..PF.01-A
共页
产品名称
白银风力发电机组塔筒
部件名称
塔筒底部平台
第17页
件号
名称
图号
规格尺寸
数量
材料
下转工序
简图及技术要求
一
下料:
25
槽钢
PF.01-A
[12—900
1×30
Q235B
制作
27
槽钢
PF.01-A
[12—847
1×30
Q235B
制作
12
槽钢
PF.01-A
[80—800
8×30
Q235B
制作
28
槽钢
PF.01-A
[80—355
4×30
Q235B
制作
29
槽钢
PF.01-A
[80—385
2×30
Q235B
制作
26
槽钢
PF.01-A
[63—680
2×30
Q235B
制作
10
角钢
PF.01-A
∠100×63×8—1783
1×30
Q235B
制作
11
角钢
PF.01-A
∠100×63×8—1267
2×30
Q235B
制作
13
角钢
PF.01-A
∠50×50×6—2700
2×30
Q235B
制作
19
角钢
PF.01-A
∠100×100×10—1400
8×30
Q235B
制作
14
电缆支架
PF.01-A
L=535
6×30
Q235B
制作
31
电缆支架
PF.01-A
L=385
2×30
Q235B
制作
30
电缆支架
PF.01-A
L=704
4×30
Q235B
制作
下料工艺卡
三局机械制造厂
下料工艺卡
产品型号
FD77A
部件图号
F1-Z-1.2-RT.AS.22-A
共页
产品名称
白银风力发电机组塔筒
部件名称
塔筒第1段
第18页
件号
名称
图号
规格尺寸
数量
材料
下转工序
简图及技术要求
一
下料:
二.加工
1
平台花纹板
AS.22-A
φ3783—5
1×30
Q235B
制作
2
平台花纹板
AS.22-A
φ3930—5
1


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 附件 工艺
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 #2机组现场施工用电布置措施.docx
#2机组现场施工用电布置措施.docx
-
《个人贵金属质押借款合同》兴业银行.docx
-
《科学发展观和小康社会的经济建设》复习导学案.docx
-
《我和祖父的园子》第一课时教案两篇word.docx
-
《质量》教学案例与设计.docx
-
2惠农小册子.docx
-
7A版个人与团队模拟考试题及答案.docx
-
10篇新部编四年级下册语文课内外阅读理解专项练习题及答案.docx
-
16初四物理热和能知识点总结精讲.docx
-
20XX社会语言经典语录流行风暴.docx
-
48篇教学案例分析报告题.docx
-
《电子工厂安全管理制度汇总》.docx
-
《机械制造课程设计》指导.docx
-
《钱学森》教案第二课时.docx
-
《边城》读后感5篇.docx
-
《固定式压力容器安全技术监察规程》.docx
-
《论雷峰塔的倒掉》.docx
-
《手术台就是阵地》教学设计三年级语文下册.docx
-
《夏洛的网》课外阅读教学设计.docx
-
《自己的花是让别人看的》教案.docx
-
3C检查表090429.docx
-
7客运专线CRTSⅡ型板式无砟轨道施工工法.docx
-
《笔算除法》课时教案设计.docx
-
11#楼高大模板支撑体系专项方案.docx
-
17科学分析经济形势.docx
-
《电流和电路》易错题精讲综合检测题与答案.docx
-
《会计信息系统》习题含答案.docx
-
《汽车电器设备与维修》发电机分教考分离试题及标准答案.docx
-
《四川省排污许可证管理暂行办法》.docx
-
《新编实用英语》教案第一册Unit.docx
-
0母版锅炉值班员计算题WORD版.docx
-
3年级下册英语单词记忆人教版.docx
-
定稿案互联网个人金融电商平台建设项目商业计划书.docx
-
学年幼儿园每月工作计划.docx
-
五下英语复习提纲.docx
-
常见班级管理表格模板.docx
-
物流实训课程报告.docx
-
健康快餐项目投资经营商业计划书.docx
-
实习指导教师登记表.docx
-
主客观题一体化网上阅卷系统项目建设可行性方案.docx
-
经典教育学选择题库及答案.docx
-
四年级上册读写结合训练点.docx
-
4 用地结构和布局研究的思路和要求.docx
-
6106主观题试读法理+民诉.docx
-
ipqc组长工作总结报告.docx
-
TLC显色剂大全.docx
-
搬运机械手控制系统设计.docx
-
部编本人教版八年级语文下册八年级语文阿西莫夫短文两篇教案.docx
-
完整版名人代言广告存在问题及解决对策研究毕业设计.docx
-
我国氟化工行业分析.docx
-
库管个人工作总结范文.docx
