 杠杆拨叉工艺设计说明书.docx
杠杆拨叉工艺设计说明书.docx
- 文档编号:28397047
- 上传时间:2023-07-13
- 格式:DOCX
- 页数:38
- 大小:67.40KB
杠杆拨叉工艺设计说明书.docx
《杠杆拨叉工艺设计说明书.docx》由会员分享,可在线阅读,更多相关《杠杆拨叉工艺设计说明书.docx(38页珍藏版)》请在冰豆网上搜索。
杠杆拨叉工艺设计说明书
课程设计说明书
题目
1、“拨叉杠杆”零件的机械设计加工的工艺规程
2、钻铰2-$10H7孔
班级:
姓名:
学号:
指导老师:
拨叉零件设计任务书
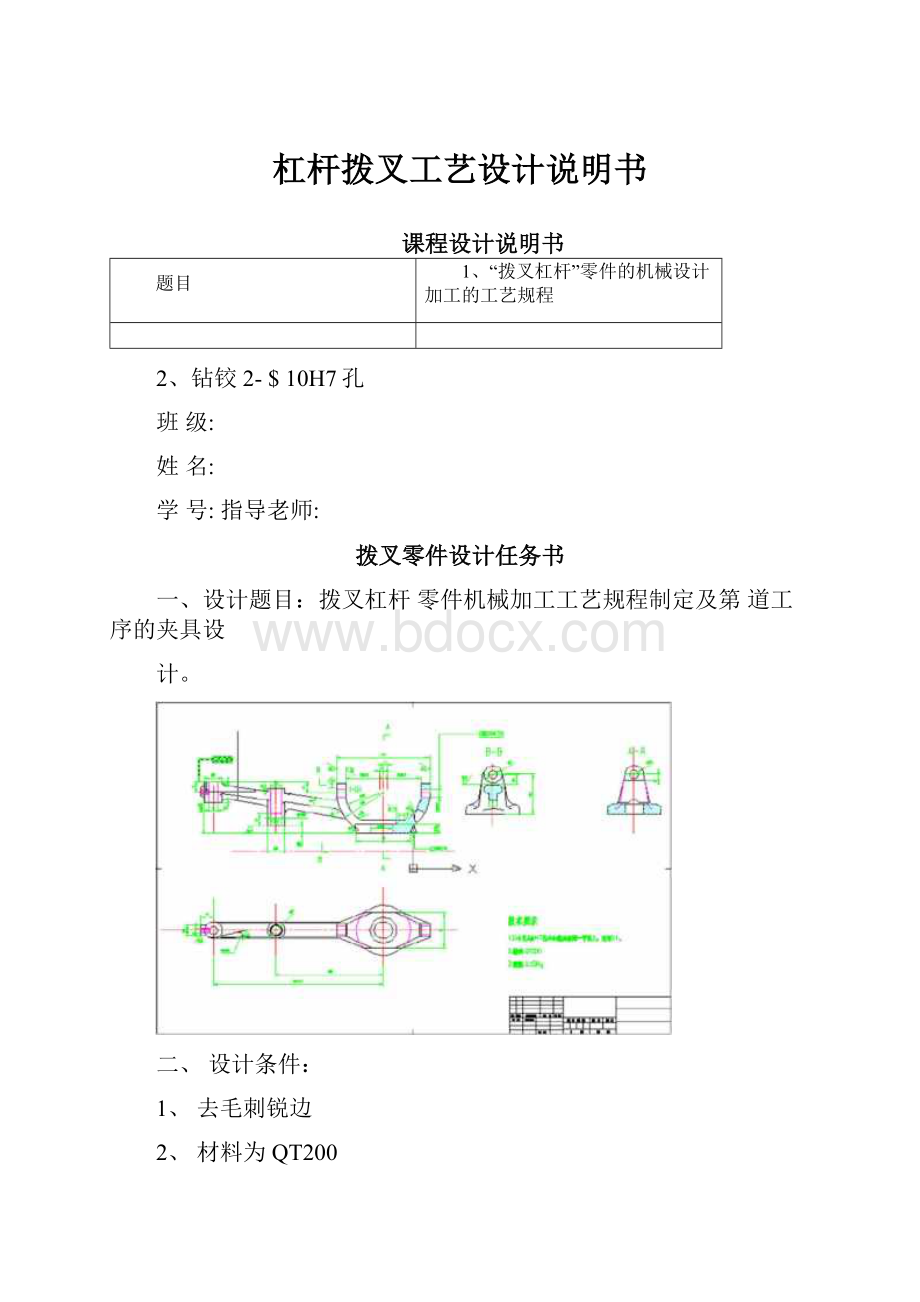
一、设计题目:
拨叉杠杆零件机械加工工艺规程制定及第道工序的夹具设
计。
二、设计条件:
1、去毛刺锐边
2、材料为QT200
3、生产批量:
大批量生产
三、设计容:
1、零件图分析:
(1)、零件图工艺性分析(结构工艺性及条件分析);
(2)、绘制零件图(UG绘图)。
2、毛坯选择
3、机械加工工艺路线确定:
(1)、加工方案分析及确定
(2)、基准的选择
4、工序尺寸及其公差确定
5、设备及其工艺装备的确定
6切削用量及工时定额确定:
确定全部工序切削用量及工时定额。
7、工艺文件制订:
(1)、编写工艺文件设计说明书:
(2)、编写工艺规程:
8、指定工序机床夹具设计
1、工序图分析;2、定位方案确定;
3、定位误差计算;4、夹具总装图绘制;
四设计任务(工作量):
1、零件机械加工工艺规程制订设计说明书一份;
2、工艺文件一套(含工艺流程卡片、全部工序卡片、全套工序附图);
3、机床夹具设计说明书一份;
4、夹具装配图一(A0图纸);零件图一(A3图纸);
第一部分工艺设计说明书
1.零件图工艺性分析
1.1零件结构功用分析:
拨叉是一个重要的零件,拨叉是用来转换机器运转速率的零件,在传递力矩的过程中其
要承受很强的冲击力。
和其他工件碰撞的面是零件的主要面,也是零件中有加工难度的曲面。
1.2零件结构工艺性分析:
由零件图可知,该零件外形不复杂、尺寸不大,加工那个圆弧面可用成型铳刀进行加工,其余表面用精铳就能满足,孔用摇臂钻就可以,螺纹用丝锥攻丝、,底面是精度要求最高的
面,必须要用刮刀刮削才能进行加工.
拨叉底面要求很高,必须用刮削。
孔用钻摇钻钻后,用铰刀铰孔就能达到要求。
螺纹用丝锥就可以,但零件技术要求高,考虑加工精度用攻丝。
1.3技术条件分析:
a)零件中外形尺寸精度要求很高很难加工,
两个010的孔必须要满足同轴拨叉底面的精度要求很高,粗糙度为1.6精度很高
M6的螺纹必须和相交的孔垂直
b).螺纹用丝锥攻丝,精度高
2.毛坯的确定
毛坯的形状和尺寸越接近成品零件,即毛坯精度越高,则零件的机械加工劳动量越少,材料消耗越少,可充分提高劳动生产率,降低成本,但是毛坯制造费用会提高,在确定毛坯时,应根据机械加工和毛坯制造两方面考虑。
分析锻件形状复杂系数s:
V工件=nr2h=3.14*452*27+392*n*(29+5)+(23.28/2)2=205229.92口帛
=205.22992cm2
w件=pv=205.22992cm2*7.9=1619.5g=1.619kg
由于包容体和零件的毛坯接近所以S取1,所以锻件复杂系数s=w件/w包=v件/v包=1经查表只s>0.63-1为简单件。
加工余量根据机械工艺设计资料表1.2-7中查得各顶面、侧面、底面的加工余量
确定尺寸
毛坯一零件合图草图
技术要求
©孔与©孔中心线应在同一平面上,允许
材料厦
重量匚馆
3.机械工艺路线确定
1、粗铳、半精铳、精铳60圆台下端面
2、粗铳、半精铳中间20下端面
3、粗铳、精铳左端20的上端面
5、钻、扩、铰20H7孔,锪钻30阶梯孔
6、钻、粗铰、精铰210H7孔
7、钻、铰9.8H9孔,锪钻13孔,攻M121.5的螺纹
8、钻、粗铰、精铰左端10H7的孔
9、攻左端M6螺纹
10、粗铳左端凹槽
11、清洗
12、终检
4、确定切屑用量和切屑用时。
工序1:
粗铣、半精铣、精铣60圆台下端面
(1)粗铣下平面
取背吃到量ap6mm,选用X51型立式铣床,每齿进给量fz0.12mm/z
工件材料QT200,铸造,高速钢镶齿铣刀、dw125mm齿数z14,查表5.8
确定铣削速度vc79.8m/min
ns
1000Vc
nd
100079.8
n125
203.2r/min
采用X51立式铣床,查表3.6,取转速nw160r/min,故实际铣削速度
fm
fzznw0.1214160
268.8mm/min
Vc叽
c1000
12516062.8m/min
1000
nw160r/min工作台每分钟进给fm为
(2)半精铣
ap1.5mm每齿进给量fz0.08mm/z
vc58.5m/min
1000v
d
100058.5
125
149r/min
nw125r/min故实际铣屑速度
dnw
1000
125125
1000
49.1mm/min
工作台每分钟进给fm应为
fmfzznw0.0814125140mm/min
(3)精铣
ap0.5mm每齿进给量fz0.05mm/z查表
vc26.5m/min
ns
1000v
d
100026.5
125
67.5r/min
X51nw65r/min故实际铣削速度
dnw
1000
12565
^0q
25.5mm/min
当nw65r/min,工作台每分钟进给量
fmfzznw0.05146545.5mm/min
切屑用时:
(1)粗铣下平面由《工艺手册》得
I
9mm
60mm
II0.5d,d2a21~30.5125.12526021~3
l2=1N3mm=2mm
ll1l2
6092
268.8
0.26min
15.84s
tf115.840.162.53s
tX1tX|
15.842.53
0.061.10s
t%15.842.531.1019.5s
(2)半精铣
l60mml1125mm
l22mm
tj2
ll1l2
6092
140
0.5min
30s
tf2300.164.8s
4.8
0.062.09s
tb2tx230
td.304.8
J2
(3)精铣
l60mml1
lliJ
j3f
1m
tf393.60.1614.98s
tx3tz393.614.980.066.51s
td93.614.986.51115.1s
dj3
tdtdtd19.536.89115.1171.5s
dj1dj2dj3
2.09
9mm
36.89s
l22mm
6^A2「56min93.6s
45.5
工序2:
粗铣、半精铣中间20下端面
(1)粗铣圆柱20下端面
切屑用量:
(1)粗铣下平面ap6mmX51型立式铣床每齿进给量fz0.12mm/z
工件材料QT200铸造高速钢镶齿铣刀、dw125mm齿数z14查表5.8
确定铣削速度vc79.8m/min
ns
1000Vc
nd
100079.8
n125
203.2r/min
采用X51立式铣床查表3.6取转速nw160r/min故实际铣削速度
dnwc1000
12516062.8m/min
1000
nw160r/min工作台每分钟进给fm为
fmfzznw0.1214160268.8mm/min。
切屑用时:
l60mm
h0.5d,d2ae1~30.5125,12526021~39mm
l2=13mm=2mm
tj60920.26min
268.8
15.84s
工序时间:
查《工艺手册》得tfl15.840.162.53s
txt
15.842.530.061.10s
td”15.842.531.1019・5s
(2)半精铣圆柱20下端面
切屑用量:
ap
1.5mm每齿进给量fz
0.08mm/z
Vc
58.5m/min
1000v
理範149r/min
125
nw
125r/min故实际铣屑速度
Vc
dnw
1000
3549.1mm/min
1000
工作台每分钟进给fm应为
.fmfzznw
0.0814125140mm/min
切屑用时:
l60mml1
125mm
l22mm
tj2
l
h〔2
6092
0.5min30s
fm
140
tf2
30
0.16
4.8s
tx2
tz2
30
4.80.06
2.09s
30
4.8
2.0936.89s
工序
3:
粗铣、
精铣左端
20的上端面
C1)
粗铣20的上端面
切屑用量:
取背吃刀量ap6mm,由参考文献[2]可查出,根据X51立式铣床,取每齿进给
量fz0.12mm/z,铣屑速度:
vc=79.8m/min,即ns
1000v
dw
100079.8
1000
254r/min,
采用X51立式铣床,取nw255r/min,
故实际铣屑速度为vc10025580.1r/min。
当nw255r/min时,
10001000
工作台每分钟进给量应为fmfz|z|nw0.128255244.8mm/min
切屑用时:
l20mm,h=0.5(d-.d2a2)+1~3=0.5(100-.1002202)+2mm=4mm,l22mm
故tj1
ll1l2
2042
244.8
0.11min
6.6s,tf1tj10.161.1s,
tb1tx1(tj1tfj0.06
(6.61.1)0.060.46s,tdj1
tj1tf1tb1tx1
8.12s。
(2)精铣20的上端面
切屑用量:
取背吃刀量ap0.5mm,由参考文献[2]可查出,根据X51立式铣床,取每齿进
给量fz0.08mm/z,铣屑速度:
vc=19.2m/min,即
1000v100019.2
ns61.1r/min,
dw1000
采用X51立式铣床,取nw65r/min,
故实际铣屑速度为vcdwAw—1006520.4r/min。
当nw65r/min时,工
10001000
作台每分钟进给量应为fmfz|z|nw0.1286562.4mm/min。
切屑用时:
l20mm,l1=0.5(d-.d2£)+1~3=0.5(100-,1002202)+2mm=4mm,l22mm
故tj2
ll1l2
2042
62.4
0.41min
24.6s,tf2tj20.163.94s,
tb2tx2
(tj2tf2)0.06(24.63.94)0.061.71s
单件工序总时间tdjtdjitdj2
38.4s
工序4:
粗、半精铣拨叉两叉头外侧,粗铣76弧两侧
(1)粗铣外断面,ap3mm每齿进给量fz0.20mm/z高速钢镶齿三面刃
铣刀,dw80mm,齿数Z=10查表
确定铣削速度Vc40m/min
皿空口159.2r/minn
n80
采用x62卧式铣床,取转速nw150r/min故实际铣削速度为
Vcn8015037.96m/min
1000
当nw150r/min,工作台每分钟进给量
fm
nw0.210150300mm/min工序时间:
21mm
0.5d
、.d2a21~3
0.580
8022121~33.4?
2mm
tf1
bi
td.
j1
ap
dw
lh
fm
5.28
xi
5.28
l2213.42
0.16
5.28
0.84
300
0.84s
0.84
0.37
0.088min
5.28s
0.06
0.37s
6.5s半精铣
0.5mm每齿进给fz
80mm齿数Z
0.08mm/z
10确定铣削速度Vc26.5m/min
ns
105.4r/min
1000vc100026.5
ndn80
采用x62卧铣取转速nw95故实际铣削速度为
Vcn809523.87m/min
1000
当nw95r/min工作台每分钟进给量
fmfzZn
0.0810
95
76mm/min
工序基本时间
21mm
l1
3.4mml2
tj2
ll1l2
213.4
76
0.34min
20.4s
tf2
t.0.16
j2
20.40.16
3.26s
tb2
tx2(20.4
X2
3.26)0.06
1.42s
20.43.26
1.4225.1s
td.
j
tdtd6.525.131.6s
2
工序
5:
钻、扩、铰20H7孔,锪钻
30阶梯孔
ns
0.48mm/r
,切屑速度:
Vc17m/min,
kmv0.88,klV0.75,则修正后的
Vc170.88
0.7511.22m/min
勢198.4r/min
dw
18
查参考文献[2]表3.17,取nw
195r/min,
故实际切屑速度为vc筒
18195
1000
11.02r/min。
钻孔一18mm标准咼速钢麻花钻,扩孔一19.8mm标准咼速钢扩孔钻,铰孔一
20mm标准高速铰刀。
(1)钻孔切屑用量:
取背吃刀量ap
18mm,由参考文献[2]可查出,根据z525立式钻床,取进给量
D9.8,kr45,l21mm,l12mm
切屑用时:
D
l1cotkr(1~2)mm=10mm
lll12101
故tj1120.24min14.4s,tf1切0.160.240.162.3s,
jfnw0.48195
tb1tx1(tj1tf1)0.06(14.42.3)0.061s,t©切tf1如17.7s
(2)扩孔切屑用量:
取背吃刀量ap
0.62mm/r
切屑速度:
25m/min,
kmv0.88,klv0.75,则修正后的
vc250.88
0.7522.44m/min
0.9mm,由参考文献[2]可查出,根据z525立式钻床,取进给量
ns
1000v1000摯360.7r/min,
19.8
查参考文献[2]表3.17,取nw
272r/min,
故实际切屑速度为vc盘
19.8272
1000
16.9r/min。
切屑用时:
D
l1cotkr(1~2)mm=10mm
D9.8,kr45、,l21mm,
12mm
故t2f20b冒°13min7・8s,tf2tj20・16
7.80.161.25s,
tb2tx2(tj2tf2)0.06(7.81.25)0.060.54s,
tf2tb2tx29.6S
(3)铰孔切屑用量:
取背吃刀量ap
0.1mm,由参考文献[2]可查出,根据z525立式钻床,取进给量
ns
0.81mm/r
,切屑速度:
Vc8.2m/min,kmv0.88,k”0.99,则修正后的
vc8.20.880.997.14m/min
1000v10007.14
dw
20
113.69r/min,
查参考文献[2]表3.17
取nw
97r/min,
故实际切屑速度为vc
dwnw
1000
20976.09r/min。
1000
切屑用时:
l1
tb3
tj30.1617.40.16
2.8s
tx3(tj3tf3)0.06
1.2s,
tdj3tj3tf3tb3
tx321.4s。
D
cotkr(1~2)mm=10mmD10mm,kr45,l21mm,l12mm
+ll1l2
j3fnw
250.19130.29min17.4s
0.8197
(4)锪孔30mm
切屑用量:
ap5mm,
钻二二0.48=0.16mm/r
33
0.21mm/r
1
vcv钻=8.5m/min
ns
1000v1000空90.1r/min,取nw97r/min
30
dw
实际切屑速度为Vc
dwnw
1000
3097
9.14r/min。
1000
切屑用时:
l3mm,l1=2mm
tj4
lh
fnw
0.32min19.2s
0.1697
tf4tj40.1619.2
0.16
3/S,tb4
tx4
(tj4tf4)0.061.3s,
tdj4tj4tf4tb4tx423.6S。
单件工序总时间:
tdjtdj1tdj2tdj3
tdj4
72.3s
工序6:
钻、粗铰、精铰210H7孔
⑴钻9.8H11孔工步
由Z525立式钻床说明书取f0.17mm/rvc20m/min
1000v100020
ns==649.9r/min
dw3.149.8
采用Z525取nw545r/min
故实切速为vc卫^n9.854516.77m/min
10001000
tfi
104mm
ll1I2
tj10.16
bi
td.
D
l1cotkr1~25.9mm
2
1045.911.19min71.4s
0.17545
11.42s
tfl)6%4.97s
71.411.424.9787.79s
⑵粗铰
9.96H9孔工步
l21mm
0.8mm/r切削速度vc14m/min
则ns
1000v100014
447.7r/minn9.96
ndw
采用Z525,取转速nw
392r/min
故实切速为vc
1000v
n9.9639212.26m/min
1000
104mm
l10.10mm
l215mm
tj2
ll1l2
104°.10151.01min60.7s
0.3392
tf2
60.70.16
9.72s
tb2
tz2(j
tfz)
6%
4.23s
td?
60.79.72
4.23
74.6s
⑶精铰
10H7孔工步
0.3mm/r
vc3m/min
1000v10003
95.5r/minn10
取nw
97r/min
故实切速为
Vc
ndwnw
1000
n1097
1000
3m/min
kr15ap
109.96
2
0.02mm
查表5-40
l104mm|10.19mm
13mm
tj3
ll1l2
1040.1913
0.397
4.02min
241.2s
tf3241.20.1638.6s?
tb3tz3(tj3tf3)6%16.79s
td241238.616.79296.6s
b
则nsl00匹100020dw9.6
663.5r/min
工序7:
钻、铰9.8H9孔,
锪钻13孔,
攻M121.5的螺纹
钻-绞
0.036
9.&的孔
名称
工序间余量
经济精度
工序间尺寸尺寸公差
Ra
绞孔
0.2H9
9.8
9.8。
0.036
3.2
钻孔
9.6H11
9.6
0.090
9.60
12.5
(1)
0.090(
钻9.60孔
工件材料为45钢,孔
9.600.090mm高速钢钻头,查表5.19
切削速度vc20m/min,进给量f
0.20mm/r
采用Z525型立式钻床由表3.17得转速nw545r/min故实际切削速度为
Vc
l1
1000D+.
cotkr
9.6545
1000
16.43m/min
他2
cot45'
5.8mm
l11mml39mm
该工序基本时间为
tlI1I2
tj1
395・10.42min25.2s
0.20545
fi
25.20.16
4.03s鮎
tX1(25.24.03)0.061.75s
Xi
tdj1
25.24.03
1.7531s
(2)绞
0.036[
9.80孔
取背吃刀量ap0.1mm45钢
0036「r
孔9.8。
,查表5.23
切削速度vc
14m/min,进给量
f0.8mm/r则
ns
1000v
""91
10001.445.5r/min
9.8
采用
Z525型立式钻床
取转速nw392r/min故实际切削速度为
Vc
dwnw
1000
98更12.1m/min
由kr
45
ap
1000
Dd
9^0.1mm
该工序基本时间为
丄lI1I2390.115
t.0.17min10.4s
nf0.8392
tf10.40.16
1.664s
查表
5.40绞孔切入切出行程
l10.1mml215mml339mm
tj1
IhI2
fn
tdj1tj1tf1tb1tx1121.920.8414.76s
锪孔阶梯孔.
Z525立式钻床.加工刀具为:
锪钻孔小直径端面锪钻,查进给量f=,查表得V
采用Z252机床,取n=实际切削速度为
被切削层长度l=3mm11
Dctgkr(12)^ctg12025.9,l20
22
钻孑L:
9.8mm,H11,粗铰:
9.96mm,H9,2Z


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 杠杆 工艺 设计 说明书
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 #2机组现场施工用电布置措施.docx
#2机组现场施工用电布置措施.docx
-
《个人贵金属质押借款合同》兴业银行.docx
-
《科学发展观和小康社会的经济建设》复习导学案.docx
-
《我和祖父的园子》第一课时教案两篇word.docx
-
《质量》教学案例与设计.docx
-
2惠农小册子.docx
-
7A版个人与团队模拟考试题及答案.docx
-
10篇新部编四年级下册语文课内外阅读理解专项练习题及答案.docx
-
16初四物理热和能知识点总结精讲.docx
-
20XX社会语言经典语录流行风暴.docx
-
48篇教学案例分析报告题.docx
-
《电子工厂安全管理制度汇总》.docx
-
《机械制造课程设计》指导.docx
-
《钱学森》教案第二课时.docx
-
《边城》读后感5篇.docx
-
《固定式压力容器安全技术监察规程》.docx
-
《论雷峰塔的倒掉》.docx
-
《手术台就是阵地》教学设计三年级语文下册.docx
-
《夏洛的网》课外阅读教学设计.docx
-
《自己的花是让别人看的》教案.docx
-
3C检查表090429.docx
-
7客运专线CRTSⅡ型板式无砟轨道施工工法.docx
-
《笔算除法》课时教案设计.docx
-
11#楼高大模板支撑体系专项方案.docx
-
17科学分析经济形势.docx
-
《电流和电路》易错题精讲综合检测题与答案.docx
-
《会计信息系统》习题含答案.docx
-
《汽车电器设备与维修》发电机分教考分离试题及标准答案.docx
-
《四川省排污许可证管理暂行办法》.docx
-
《新编实用英语》教案第一册Unit.docx
-
0母版锅炉值班员计算题WORD版.docx
-
3年级下册英语单词记忆人教版.docx
-
涉外会计总复习答案Word文件下载.docx
-
声画关系中国传媒大学自考Word文件下载.docx
-
社会心理学原理与应用 期末复习范围完整版Word格式.docx
-
数学建模基于干扰效果的干扰机分配方案数学建模研究大学毕业设计论文Word文档格式.docx
-
我有我的故事作文.docx
-
生化复习资料Word格式文档下载.docx
-
新冠肺炎疫情期间线上教学工作推进会发言稿和新疫情防控工作履职报告稿汇编Word文档下载推荐.docx
-
中国古代文学史试题及答案一.docx
-
新HSK纯五级词汇Word文件下载.docx
-
暑期三下乡个人心得总结精选多篇Word文件下载.docx
-
人教版九年级英语全一册教案Unit 12 Life is full of the unexpected精品教案Word格式文档下载.docx
-
施工日志和报告Word格式文档下载.docx
-
施工常用计算公式 大全Word文档下载推荐.docx
-
施工现场班组班前讲话记录Word文档下载推荐.docx
-
人教版高中地理必修三第五章《区际联系与区域协调发展》 单元检测题及参考答案Word文件下载.docx
-
顺义区教育会Word文件下载.docx
-
数字化城市管理系统解决方案Word文件下载.docx
-
新目标八年级下册初二下英语课文翻译Word下载.docx
-
施工常用计算公式 大全Word文件下载.docx
